地面集输用柔性复合管爆管失效原因分析
2021-09-23陈庆国齐国权夏明明李先明喻友均梁蓝云王明冲吕宏光
陈庆国,齐国权,夏明明,李先明,喻友均,梁蓝云,王明冲,吕宏光
(1.中国石油塔里木油田分公司 新疆 库尔勒 841000;2. 中国石油集团石油管工程技术研究院,石油管材及装备材料服役行为与结构安全国家重点实验室 陕西 西安 710077)
0 引 言
随着油田管道输送介质腐蚀性越来越高,地面集输管线中用量最多的碳钢管道存在巨大的腐蚀风险,尤其是近年来国家相关法规相继出台,对安全和环保提出了更高的要求[1-4]。目前可供选择的金属管道腐蚀治理方案主要包括两类,即采用耐蚀合金管材和碳钢加缓蚀剂[5-7]。然而,直接采用耐蚀合金管材成本非常高,采用碳钢管线加注缓蚀剂的方法不仅成本高、难度大,在高流速输气管线上的应用效果也待进一步证实。近年来,具有安装快捷、抗磨、耐腐蚀、输送阻力小、寿命长、可重复应用等特点的柔性复合管(RTP管)成为地面集输用新型非金属管道,其用量增速为非金属管道之最[8-11]。柔性复合管在服役过程中,由于输送介质的腐蚀、温度和压力等物理场的作用以及外界或人为破坏等因素,使得管道的抗压强度降低,同样会造成管道失效,导致资源损失,并对社会和环境产生严重的后果[12-14]。本文对某油田地面集输用柔性复合管爆管失效进行了分析,查找失效原因并提出了合理化建议。
1 现场情况
某井用柔性复合管在投产运行6个月左右即发生爆管失效事故。该柔性复合管规格为DN80 PN12 MPa,生产标准执行SY/T 6662.2—2012《石油天然气工业用非金属复合管 第2部分:柔性复合高压输送管》,其中增强层为涤纶纤维,内衬层为耐热聚乙烯(PE-RT)。该管线埋地敷设,输送介质为油、气、水混合,运行温度最高达到60 ℃,运行压力最高达到8 MPa。
2 测试方法
2.1 宏观形貌分析
为明确失效后试样发生的外观形貌及尺寸变化情况,对失效样品开展了宏观分析。首先观察管体外壁破裂形貌,然后对各功能层进行逐层刨开,观察夹层间是否存在渗液、内衬层是否存在溶胀、变形。
2.2 内衬层理化性能分析
在管道运行过程中,内衬材料与介质直接接触,决定着管道的耐热及耐介质性能。因此,文中开展了内衬层理化性能分析,主要包括耐温性能及硬度测试。依据GB/T 1633—2000中的B50法(50 N,50 ℃/h),采用维卡软化点温度检测仪进行维卡软化温度检测,测试位置为两处,包括失效和未失效部位。其次,依据GB/T 2411—2008,采用邵氏硬度(HD)测试仪对未失效和失效部位的内衬层内外表面分别进行邵氏硬度测量。
2.3 内衬层成分分析
为分析服役管材是否存在因介质侵蚀而发生成分改变行为,采用布鲁克VERTEX70傅立叶变换红外光谱仪(FT-IR)对失效部位附近和未失效部位内衬层内外表面结构成分进行分析。通过测试结果与标准图谱比对,判定材料成分变化情况。
2.4 整管承压性能
为了查明常规施工条件下该批次管材是否满足承压性能要求,对该条管线的未失效位置进行取样并开展承压性能评价,包括静水压试验和水压爆破试验。采用非金属管材水压试验机,对2根样管分别进行室温和60 ℃下的短期静水压试验,试验压力均为18 MPa,保压4 h。采用非金属管材爆破试验机,对上述完成静水压试验后的样管进行水压爆破试验。
2.5 整管扭转实验
在柔性复合管制造或施工过程中,由于不当操作,可能造成柔性复合管严重扭曲,从而影响其承压性能。为了模拟现场施工可能会对柔性复合管造成扭曲效应,进而影响到柔性复合管的增强层分布和内衬层形变等,采用扭转试验机,分别以30°、60°和90°扭角进行扭转试验,观测试样的形变及增强纤维分布等情况。
3 结果与讨论
3.1 宏观形貌分析
图1为柔性复合管失效管段整体宏观形貌。失效管段距离接头1.2~4 m左右,失效管段因爆破导致严重的弯折变形。失效管段被两处较为严重的弯折部位分为三部分,其中间管段外保护层缺失,纤维层外露、打结,附着沙土油污等。另外两段靠近弯折部位也存在外保护层撕裂和纤维外露。

图1 失效管样照片
图2和图3分别为第一处和第二处弯折部位形貌,从图中可以看出因爆管而导致管段外保护层和内衬层出现严重的撕裂,纤维增强层缠绕、断裂、打结严重,由于纤维滑移导致内衬层失去保护。
图4为失效管段外保护层损伤形貌,失效管段外保护层不同程度地存在划伤痕迹和在外部载荷作用下导致的纤维层勒痕。
图5为失效管段外保护层剖开后形貌。从中可以看出,失效部位有3处,每一失效部位均存在明显的纤维层滑移。除失效部位周围和中间管段外,其余部分纤维层较为完整,纤维上有少量油渍。

图2 柔性复合管第一处弯折部位形貌
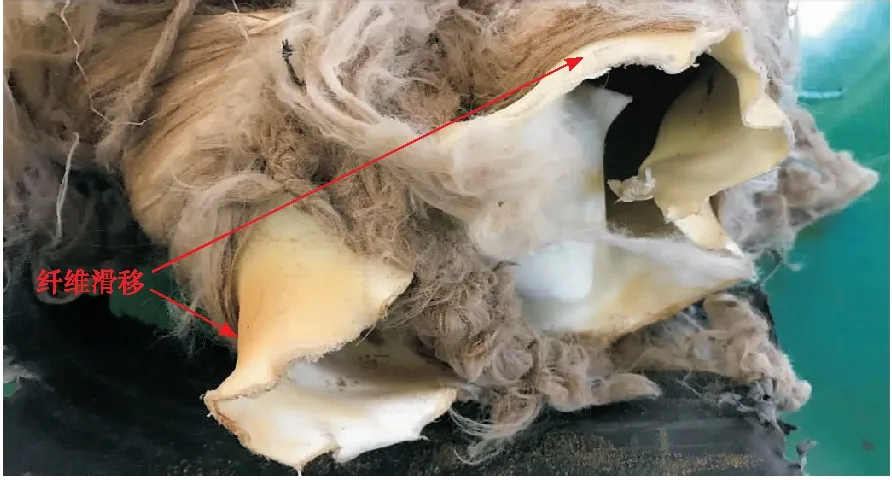
图3 柔性复合管第二处弯折部位形貌

图4 失效管段外保护层损伤形貌

图5 失效管段剖开后形貌
图6为失效管段内衬层整体形貌,由图6可以观察到管段内衬存在严重的扭曲打结,爆破缺口共8处。
为进一步明确失效原因,对失效管段内衬局部典型部位进行了观察,如图7所示。由图7(a)可以观察出,爆破缺口1一侧内衬层存在较为明显的划痕;图7(b)显示爆破缺口3附近内衬层存在少量划痕和一定的扭曲;图7(c)显示爆破缺口附近内衬层存在极为严重的扭曲变形;图7(d)为未爆破部位剖开后形貌,其内衬同样存在一定的扭曲和划伤痕迹,表明管段在爆破之前就存在扭曲变形。而内衬划伤痕迹应是在扭转和拉伸应力作用下纤维滑移集中到某一部位而产生的勒痕。纤维的滑移也导致了内衬层局部区域失去增强层的保护而导致爆管。

图6 失效管段内衬层整体形貌

图7 失效管段内衬层局部典型形貌
3.2 内衬层理化性能分析
1)维卡软化温度
温度-形变曲线如图8所示,未失效样维卡软化温度平均值为63.47 ℃,失效样为62.16 ℃。管道运行过程中,内衬层直接与介质接触,在一定温条件下,由于溶胀作用导致材料其尺寸稳定性变差。
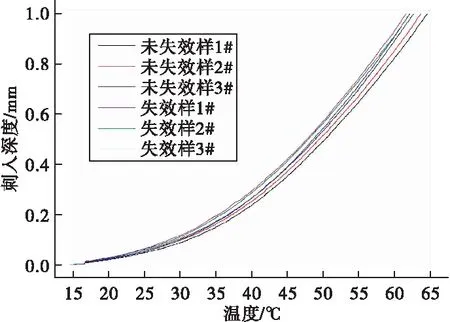
图8 未失效和失效内衬维卡软化温度-形变曲线
通过分析两处测试结果,失效部位附近内衬试样的维卡软化温度与未失效部位的相当,可见两者耐温性能无明显差异。维卡软化温度是评价材料耐热性能,反映制品在受热条件下物理力学性能的指标之一。维卡软化温度越高,表明材料受热时的尺寸稳定性越好,热变形越小,即耐热变形能力越好,刚性越大,模量越高[15-17]。
2)成分分析
成分分析结果如图9所示。分析结果表明内衬层材质均为聚乙烯,柔性复合管失效和未失效部位内衬层内外表面结构成分基本一致。表明内衬材料在服役过程中,红外图谱显示的特征区和指纹区的波峰位置和强度均没有明显变化,说明该材料在油田模拟环境下,内部组织结构仍然稳定,具有优良的耐腐蚀性能[18-20]。
3)邵氏硬度
采用邵氏硬度(HD)测试仪,对ZG801-H3井柔性复合管失效部位附近和未失效部位内衬层内外表面分别进行邵氏硬度测量,结果见表1。由测试结果可知,失效部位附近样品的邵氏硬度(HD)要低于未失效部位,而不论是失效部位附近样品还是未失效样品内衬层内表面硬度均低于外表面。结合内衬材料的表观颜色变化可以推测,在输送介质的过程中,油气介质由于渗透而进入管材内部,从而导致了内外表面硬度及颜色发生差异[21]。
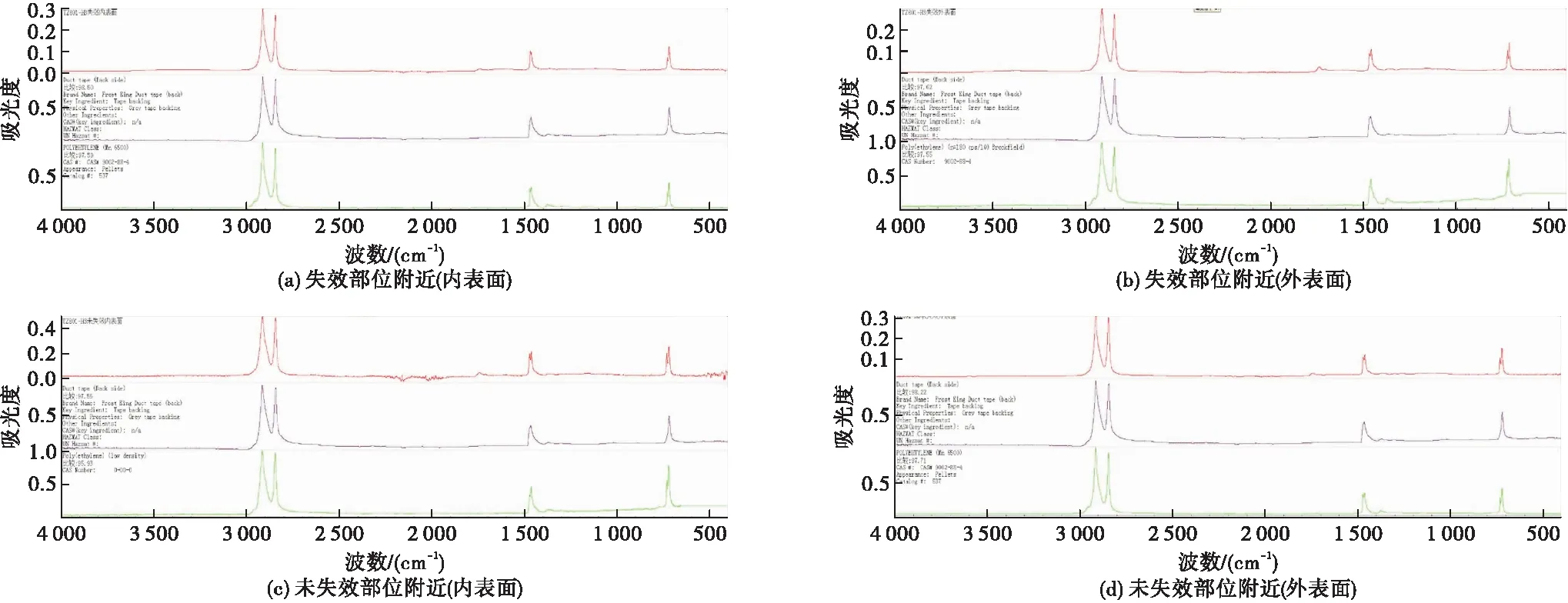
图9 红外图谱分析

表1 ZG801-H3井用柔性复合管内衬试样邵氏硬度(HD)
3.3 承内压性能
静水压试验过程中,未发生开裂、渗漏现象,结果符合标准SY/T 6662.2—2012要求。分别对室温和60 ℃条件下完成静水压试验的样管进行水压爆破试验,爆破压力分别为46.2 MPa和42.8 MPa,试样爆破后外观如图10和图11所示。由爆破试验结果可知,当试验温度为60 ℃时,较室温条件下的爆破强度降低约7%,可见较高温度会对承压性能不利。然而,试验结果对比SY/T 6662.2—2012对于承压性能要求可知,爆破强度均满足其要求,即≥3.0倍公称压力,可见在该运行工况条件下(60 ℃),温度对承压性能造成影响有限,非导致其失效的原因。
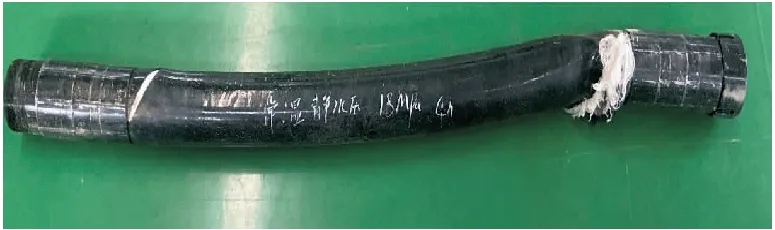
图10 静水压试验后爆破外观(常温)

图11 静水压试验后爆破外观(60 ℃)
3.4 整管扭转实验
在扭转角度分别为30°、60°和90°进行扭转试验结果如图12所示。从图中3组对比结果可以看出,随着扭转角度增加,整管扭曲程度加重,纤维松散及内衬层扭曲更为明显。尤其是扭转角度≥60°时,纤维明显与内衬层出现分层及滑移现象,在此状态下,如果受到内压作用,整管承压性能大大降低,将会出现与现场失效样同样情形。
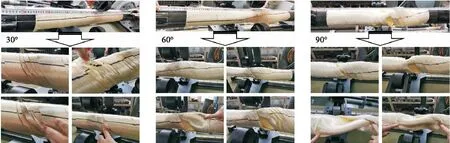
图12 扭转试验结果
3.5 综合分析
基于内衬材料理化性能分析及未失效位置承压性能分析,该批次的管材性能满足标准及现场工况要求,可判断由于质量原因引起的失效可能性较低。通过失效管段各功能层形貌观测,失效管段存在严重扭曲现象,由于管道在运行过程中处于埋地状态,不会在运行过程中发生管线扭曲的情况。经上述分析推测可知,扭曲应发生在管道安装前或安装过程中,由于不当操作,造成整条管线存在扭转应力,且敷设过程中未释放应力。当管道受到扭转应力时,由于增强纤维正反方向缠绕缘故,部分纤维无法起到承内压作用。因此,当管道处于运行状态时,由于扭转应力的存在,造成管道承压性能降低,当高于其极限值时,导致整管发生爆裂。伴随着爆管的同时,管线释放了扭转应力,致使失效管段呈严重扭曲变形状态。为了进一步验证该推测,对同批次完好管段进行了扭曲试验。试验证明,在扭转一定角度后,试验段明显出现了内衬层变形及增强层松散等状态,将会大大降低整管的承压性能。
通过对管线运行前作业分析,导致管线扭曲可能由于管道制造过程中两个方向缠绕纤维的张紧力不一致,或者是在施工过程中由于管线盘卷、布管和下沟等操作不当导致的。然而,由于该管线是在运行后发生爆管行为,仅对失效管段及同批次管线分析,难以确定导致失效发生的具体环节。
4 结论及建议
导致该管线失效原因为失效管段严重扭曲变形、纤维滑移致使局部内衬层失去增强层的有效保护,扭转应力产生的工艺环节为制造或施工过程,但具体环节尚不明确。
通过对未失效管道服役性能评价可知,该管线未失效部位承压性能满足标准要求,说明管线在无扭曲情况下承压性能满足服役要求。
建议柔性复合管在制造和施工作业过程中应严格按照作业文件或施工技术要求执行,规范化作业,避免在制造或安装过程中产生的扭转应力或其它应力对管材服役性能产生不利影响。
