数字化防错漏装技术应用研究
2021-09-23范希军郭欣宇杜洋刘星董骐谷淼
范希军 郭欣宇 杜洋 刘星 董骐 谷淼
(1.吉林省新慧汽车零部件科技有限公司,长春130021;2.中国第一汽车集团有限公司,长春130021;3.一汽大众汽车有限公司,长春130021)
1 前言
当前汽车总装生产线多采用多车型混流生产为主,操作者需要区分不同车型不同配置的多种零部件,面临着巨大的错漏装风险。有效的防错漏装手段对于提升生产线的生产效率和装配质量具有重要的意义。当前采用的防错方式主要以设计防错和过程防错为主[1],设计防错主要在产品设计开发过程中,采用减少差异件、结构防错、标识防错等方式实现,过程防错主要通过工艺流程防错,设备防错,零件配送系统(Set Parts Supply,SPS)配送防错等方式实现。而防漏装方式主要是过程防漏装,如SPS配送,设备防漏装等[2]。
随着数字化技术的逐步发展,越来越多的数字化手段应用于总装生产线中,防错漏装水平得到显著提升[3]。为了有效解决当前生产线防错漏装的需求,设计了一套数字化防错漏装系统,能够通过自动化识别和信息匹配,实现装配指导,防错漏装,数据分析和追溯等功能,提升了装配效率和质量。
2 问题背景
某总装车间共生产4种车型,涉及配置120种,零部件类型较多,错漏装问题常发,常规的防错方式无法继续提升错漏装问题。错漏装问题已成为制约装配效率和装配质量提升的重要因素。为解决此问题,需探索更为先进的数字化手段,实现更有效的装配指导、防错漏装和数据追溯。
3 数字化防错漏装技术应用
数字化防错漏装技术的应用主要基于当前车间的工艺现状、数字化建设情况以及车间管理水平,选定合理的实施方向,与现有数字化系统形成良好对接,在完成既定目标的同时,形成更好的整体数字化系统架构,避免产生信息孤岛或信息冗余,造成混乱的数字化生态系统。
3.1 数字化防错漏装系统功能
数字化防错漏装系统主要实现装配指导、防错漏装、数据储存和追溯三大功能。装配指导功能通过投影技术实现,可以比纸质装配单呈现更加丰富的内容,同时画面更加友好。防错漏装功能通过系统预设的BOM结构和工艺排布形成不同车型不同配置的装配数据库,与实际装配内容进行比对匹配来实现。数据储存与追溯功能主要通过内置数据库和外接车间级生产执行系统来实现。
3.2 数字化防错漏装系统设计
3.2.1 系统数据流
数字化防错漏装系统的网络建设主要依托工厂原有网络,系统终端通过自身无线交换机直接与工厂路由器对接,通过上述网络连接整个系统即可通畅运行。其数据流交互模型见图1。
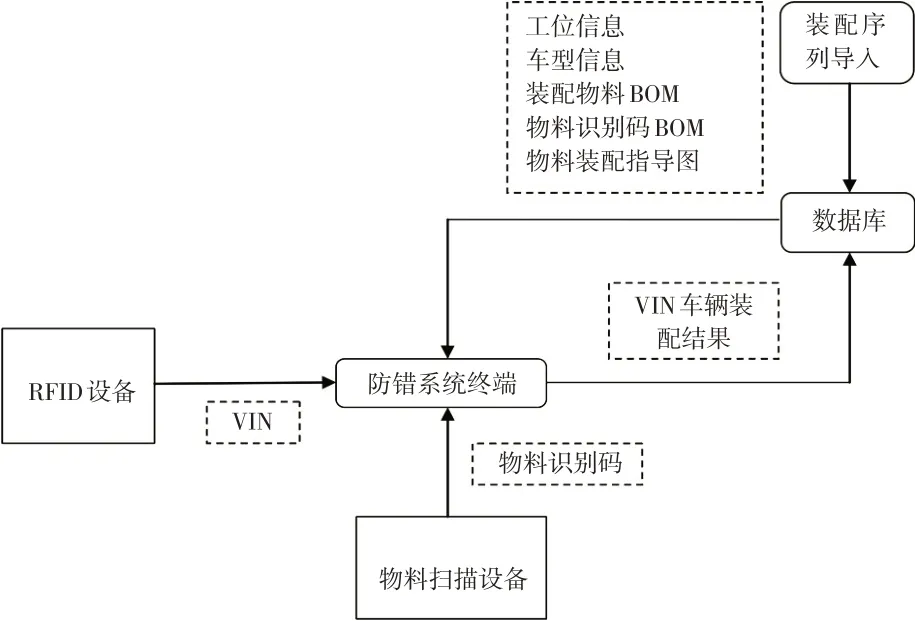
图1 系统数据流交互模型
以车辆VIN号为唯一识别号,射频识别(Radio Frequency Identification,RFID)设备自动识别生产线车辆,将识别到的VIN信息通过网络传输给防错漏装系统终端。防错系统终端根据生产执行系统获取的VIN号与车型匹配算法,解析VIN获得车型,通过车型获得系统预设的信息(包括工位信息、车型信息、装配物料清单、物料识别码、装配指导图等信息),系统处理后将指导信息投影至地面,产线装配操作者根据提示信息,通过扫描摄像头或扫码枪扫描装配物料,在系统中完成防错漏装比对,将相应结果和提示信息呈现给操作者,系统最终将装配结果上传至服务器。
3.2.2 系统实现方式
系统实现方式主要如图2所示。

图2 系统实现方式
3.2.3 系统布置形式
系统布置形式如图3所示,主要由RFID自动识别部分、零部件信息采集部分,操作指导部分(投影仪、显示屏)、信息处理部分等部分构成。参考图为可移动式,适用于多工位切换场景使用,实际产线应用应根据生产线的实际进行详细设计。

图3 系统布置形式
3.3 数字化防错漏装系统应用
3.3.1 防错漏装关键重要件选择
防错漏装关键重要件的选择是系统应用的关键,一般从两个维度进行考虑,即重要度和易错度。重要度主要针对部件错漏装所造成的后果进行考虑,建议与精确追溯件系统合并实施,同时满足三包、环保和中国强制性产品认证(China Compulsory Certification,CCC)等要求,所选择的零部件发生错漏装后容易造成严重后果的;易错度主要考虑的是实际发生频次,如果发生错漏装的频次较高,返修或引发的质量风险足以满足系统使用的经济性,则有必要纳入管理范围。
3.3.2 系统覆盖工位选择
防错漏装关键重要件选择完成后,要依据详细的设备排布。主要考虑以下3方面。
a.有必要通过投影方式进行配置信息提示的工位;
b.有零部件防错漏装需求的工位;
c.注意与装配工艺排布进行协同工艺设计,可有效节约实施成本。
3.3.3 系统预置信息的维护
系统预置信息包括工位信息、车型信息、装配物料清单、装配指导图。按照预先设定的维护规则进行信息配置。本系统设定了如下命名规则:“序号”+“.”+“前置序号”+“_”+“部件号”+“_”+“名称”。特别强调的是,维护规则应体现装配顺序,通过前置序号能够保证装配的顺序符合要求。
3.3.4 系统操作工艺流程
系统的操作以自动化操作为主,尽量减少人工操作,减少使用系统带来的附加工作,主要操作过程如下。
a.车辆进入工位RFID感应区后,如果该车辆为需进行装配辅助的车辆,系统将自动显示车辆待装内容信息;
b.操作人员使用无线/固定式扫码设备按照软件提示顺序扫描待装部件,系统将显示该部件是否为当前所需装配部件,如果为当前待装部件则显示当前扫描件装配详情,如果为已装部件则提示注意装配顺序,如果为无关部件则提示部件错误;
c.装配正确零部件;
d.下一个车辆进入,重复以上操作。
4 数字化防错漏装技术应用效果
数字化防错漏装技术的应用,能够极大减少错漏装的发生,提升生产效率和装配质量。但同时也带来了工时增加和投资增加。
某车间应用此系统对45个关键零部件进行了防错漏装管理,完全解决了此45个零部件的错漏装问题,预估节约返修工时346.5 h/年,将本系统与零部件追溯系统合并实施可实现32个追溯件的追溯需求,并节约单车操作工时48 s以上。投影的应用能够给予操作者便捷的操作指导,提升人员的操作熟练度,对于车型导入初期具有重要意义。
5 结论
面对多车型混流生产存在的错漏装问题,应用数字化防错漏装技术可以有效提升生产效率和装配质量。进行与生产现状契合的防错漏装工艺设计具有重要意义。本文所论述的数字化防错漏装系统的应用,提供了一个具有借鉴意义的范例。
