调角器总成激光穿透焊工艺研究
2021-09-10张亨王云玉张克梁
张亨 王云玉 张克梁
摘要:激光焊工艺能量密度高、精度高、热影响区和焊接变形小,适用于汽车精密零部件的焊接。针对座椅调角器与3 mm厚连接板的连接,采用激光穿透焊替代电弧焊,结构上无需预留工艺开口,产品设计更加柔性化;调整激光焊接的工艺参数,分析各工艺参数对焊接质量的影响,当激光功率为2 200 W、焊接速度为20 mm/s、负离焦量为5 mm时,可获得较好的焊缝外观质量,在满足多条焊缝紧密布置的同时,其焊接熔深达到3.9 mm以上。
关键词:激光穿透焊;调角器;工艺优化
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2021)03-0103-04
DOI:10.7512/j.issn.1001-2303.2021.03.19
0 前言
激光穿透焊的原理是当光束集中在工件表面上时,功率密度可达1×107 W/cm2以上,在极短时间内使金属汽化,从而在液态熔池中形成小孔,称为匙孔[1]。光束穿透到匙孔内部,通过传热获得较大的焊接熔深,当激光束和工件发生相对运动时,液态金属在小孔后方流动,逐渐凝固,形成焊缝[2-4]。焊接时,激光在远离工件表面的一定位置进行输出,避免干涉,工装设计也更加灵活。
汽车座椅调角器为精密安全零部件,用其将座椅靠背骨架与座垫骨架连接,实现座椅靠背的角度调节作用。目前市场上主要采用弧焊及激光焊两种工艺来实现调角器与骨架的连接。激光焊可通过功率调节,实现焊接能量输入的精密控制,具有光斑面积小、焊接质量佳、工作热影响区小、变形小,深宽比大等优点[5-6],故座椅调角器采用激光焊工艺替代弧焊工艺,在保证功能性、安全性的同时,可使产品设计、工装更加柔性化,生产效率明显提高。
1 试验设计与方法
1.1 试验设备
试验采用光纤激光器工作站,现场设备见图1。焊接功率200~3 000 W连续可调,波长1 070 nm,配备自熔焊接头,可对光纤激光进行准直括束整形、聚焦。为了满足不同产品工艺验证,将焊接头固定在六轴机器人上,机器人型号为安川GP-25,重复定位精度±0.06 mm,焊接时灵活移动,精准定位。试验开始前进行校准,保证焊接时激光聚焦在工件表面,此时零件表面光斑面积最小,能量密度最高。
1.2 试验产品
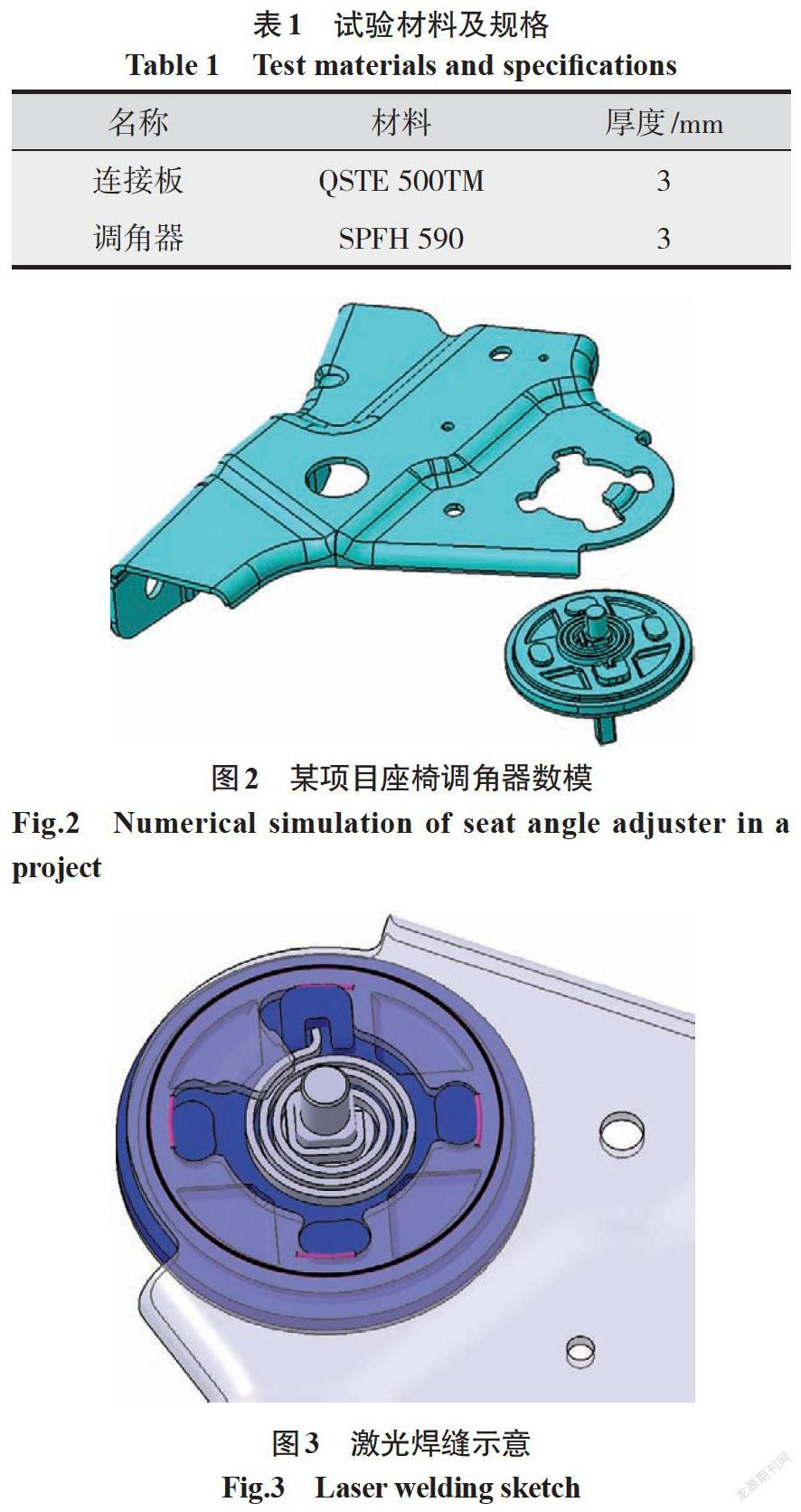
座椅调角器总成件由调角器及连接板组成,材料及规格如表1所示,3D数模如图2所示。采用激光穿透焊工艺,产品结构可灵活优化,无需预留传统弧焊开口或者搭接面。试验时采用简易工装将产品水平定位夹紧,保证平面间隙小于0.2 mm。激光焊缝示意如图3所示,由5条焊缝组成(黑色线),焊缝布置紧密,外圈圆焊缝距边缘距离为4 mm,内圈4条弧形焊缝与外圆焊缝距离4 mm。
1.3 工艺参数设计与结果
1.3.1 焊接线能量对焊接质量的影响
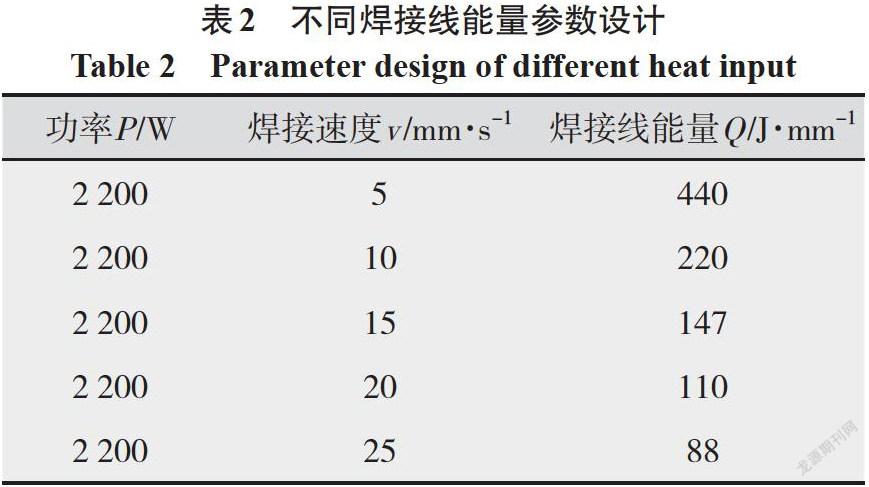
焊接线能量为焊接功率与焊接速度的比值,在前期一定的实验数据积累下,针对3 mm与3 mm低碳钢激光穿透焊接,工艺验证时选择输出功率为2 200 W,通过调整机器手焊接时的移动速度(5~30 mm/s),实现不同梯度的热输入量。试验工艺参数设计如表2所示。
离焦量是指工件表面偏离焦点平面的距离,聚焦平面位于工件上方为正离焦,位于工件下方为负离焦,激光光斑在焦点处面积最小,功率密度最大,正负离焦量相等时,平面功率密度相同,但实际产生的熔池效果并不同。负离焦时,材料内部功率密度比表面高,容易形成更强的熔化、使光能向材料更深处传递[7-8]。
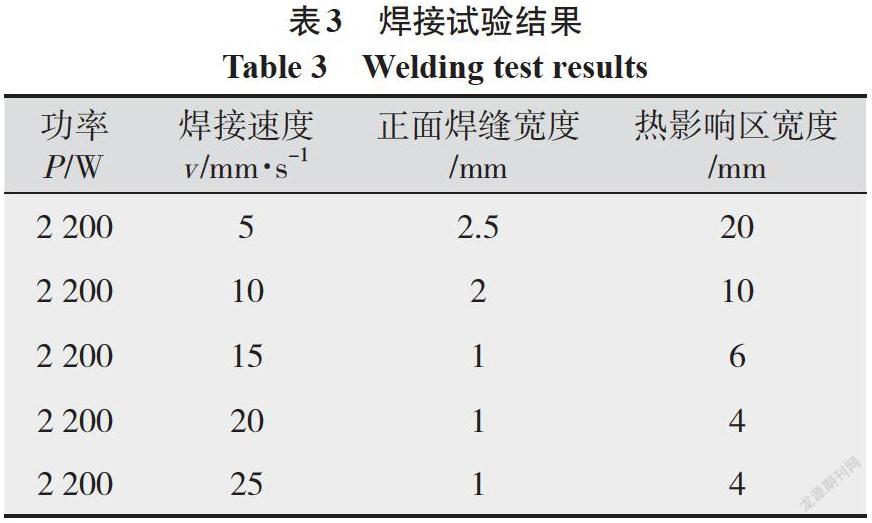
在离焦量为0 mm时,按照不同梯度的焊接线能量进行试验,焊后观察表面质量,测量焊缝相关数据,结果如表3所示。
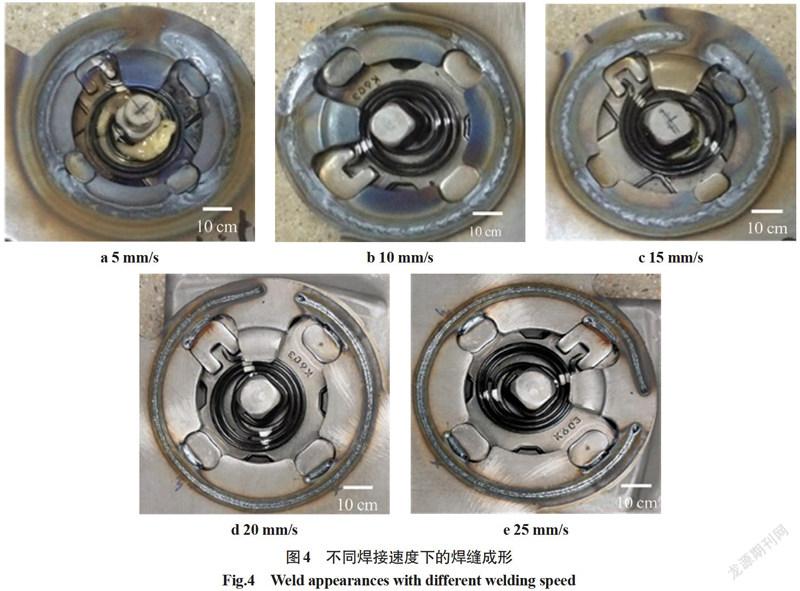
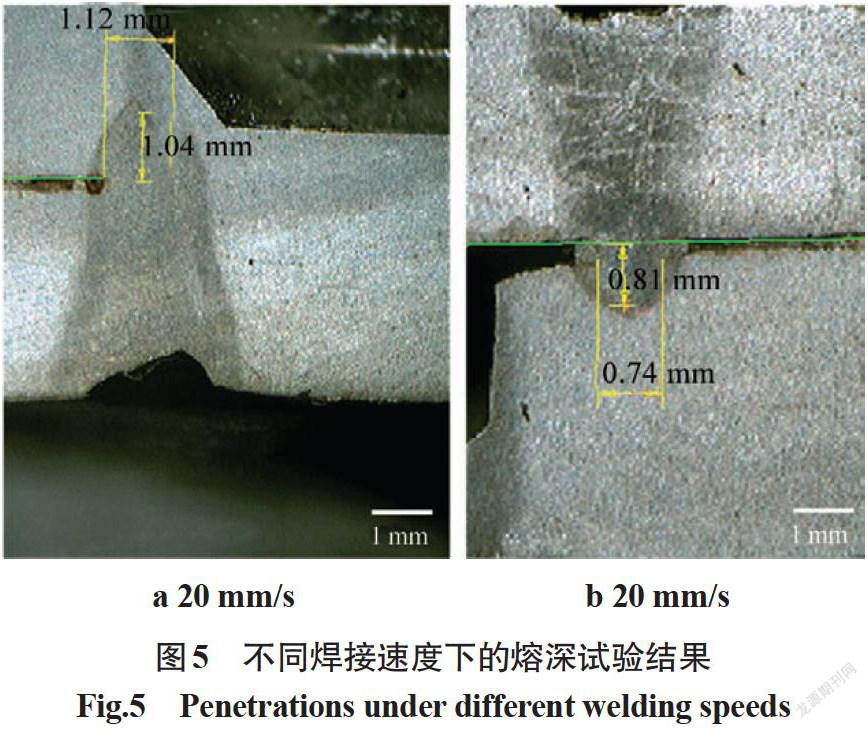
不同焊接速度下的焊缝成形如图4所示。由图可知,当焊接速度为5~15 mm/时(见图4a、4b),焊接线能量较大,正面焊缝宽度较宽(见表3),内外圆焊缝熔合,内圈焊接塌陷;当焊接速度为15 mm/s时(见图4c),焊接质量有所改善,但是热影响区宽度较大(见表3),内外圈焊缝熔接。当焊接速度为20~25 mm/s时,焊接表面質量较好,焊缝宽度约为1 mm(见表3),内外圆焊缝未发生熔合现象。不同焊接速度下的熔深试验结果如图5所示。由图5可知,当焊接速度为20~25 mm/s时,上层板材3 mm厚度均穿透,一般激光穿透焊产品熔深要求大于板材厚度的30 %;当焊接速度在20 mm/s时,下层零件熔深1.04 mm,满足激光焊接技术要求。
1.3.2 离焦量对焊接熔深的影响
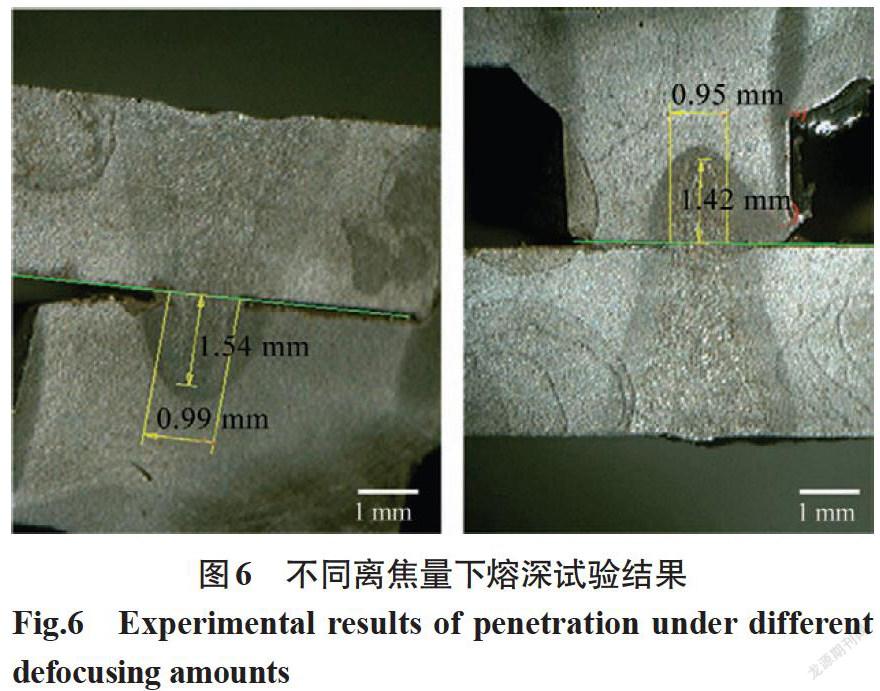
功率选择2 200 W、焊接速度20 mm/s,通过调整机器手,设定为负离焦量5 mm焊接,熔深结果如图6所示。对比图4,焊接速度20 mm/s,离焦量为0时,熔深为4.04 mm,与其相比,负离焦量5 mm的两次熔深均进一步加大,说明在负离焦的条件下,有利于实现深熔效果。另外,还观察到焊接过程中飞溅更加明显,主要是由于工件表面的激光密度有所降低,光斑面积大,熔池区域也较大,飞溅更易发生。在一般生产过程中,保护镜片的寿命可能会受到一定影响,建议在满足熔深技术要求的前提下,尽量保持较小的负离焦量焊接。
2 结论
调角器传统弧焊,零件结构设计上需要考虑预留开口,保证弧焊搭接位置。采用激光穿透焊接,零件结构设计灵活,针对精密运动零部件,可参考本论文的穿透焊工艺研究,根据不同的材料及壁厚要求进行正交试验设计,在不影响内部传动的前提下,确保零件满足强度要求。
(1)针对本试验产品,在2 200 W功率下,焊接速度由5 mm/s提高到25 mm/s,导致热输入量减小,热影响区随之减小,焊接表面质量逐步提高,但是材料熔深会有所降低;热输入量在110 J/mm时,焊缝表面质量较高,可保证内外圆焊缝紧密布置,下层熔深大于厚度的30%。
(2)采用负离焦焊接时,激光束会聚于小孔内部,在自身重力作用下,熔融金属向下流动并在底部聚集,焊接匙孔稳定延伸,获得了稳定的深熔焊过程与较好的焊缝成形效果,在本试验中功率2 200 W、焊接速度20 mm/s,负离焦量5 mm,熔深可达4.42 mm,高于激光焊接标准要求。
参考文献:
何景山,张秉刚,张亚斌,等.电子束深熔焊匙孔的研究现状[J].焊接,2007(6):28-30.
高向东,张勇,游德勇,等.大功率光纤激光焊熔池形态及焊接稳定性分析[J].焊接学报,2011(9):13-16.
冯威琦,张云丰,陶汪,等.高温合金/不锈钢异种材料T型接头激光穿透焊工艺研究[J].中国激光,2012(10):46-52.
孔茗,傅戈雁,石世宏,等.激光穿透焊热源模型的研究[J].应用激光,2019(6):961-965.
刘倩.镁/铝异种金属激光焊接技术在汽车工业中的应用与发展[J].世界有色金属,2016(16):104-105.
曹丽杰,张朝民. 5A02铝合金CO2激光焊接工艺与焊缝成形[J].焊接技术,2010(9):35~38.
张健,林仕君,苏绍兴,等.光纤激光焊接铝合金离焦量对焊缝成形的影响[J].激光与光电子学进展,2016(12):174-179.
张川,刘双宇,张福隆,等.离焦量对高强钢激光填丝焊熔滴过渡特性的影响[J].激光技术,2019(3):380-386.
