Inconel 690传热管GTAW对接焊接头组织及力学性能研究
2021-09-10乔建毅叶亮刘远彬杨小杰张国迅
乔建毅 叶亮 刘远彬 杨小杰 张国迅

摘要:对Inconel 690传热管材进行钨极气体保护焊(GTAW)对接焊,采用拉伸试验机、压扁试验机和光学显微镜测试和分析传热管焊接接头,同时利用ANSYS软件开展焊接接头在设计工况失压时的一次应力强度校核。研究结果表明:焊缝中心为树枝胞状晶,熔合线附近为粗大柱状晶。室温时接头的平均抗拉强度为619 MPa,平均屈服强度为292 MPa,350 ℃时接头平均抗拉强度为475 MPa,平均屈服强度为206 MPa,拉伸接头断裂从熔合区开始贯穿整个焊缝组织,呈塑性断裂。压扁试驗和反向压扁试验结果表明管接头完好。通过ANSYS分析可知,设计工况下传热管接头350 ℃许用应力强度150 MPa限值可满足其一次应力强度要求,且裕量较大。
关键词:Inconel 690镍基合金;GTAW;焊接接头;一次应力强度;塑性断裂
中图分类号:TG422 文献标志码:A 文章编号:1001-2003(2021)03-0089-06
DOI:10.7512/j.issn.1001-2303.2021.03.16
0 前言
Inconel 690镍基合金具有显著的抗氧化、耐腐蚀性能,广泛应用于耐腐蚀关键部件。但是在实际焊接过程中,由于其电阻率较高、线膨胀系数大、导热率低,焊接接头中会产生较大的焊接应力,容易产生焊接变形,同时镍属于单相组织,焊接时容易产生焊接热裂纹、焊接气孔、夹渣、晶间腐蚀等焊接缺陷,Inconel 690镍基合金焊接难度极大。掌握Inconel 690镍基合金材料特性和焊接特点对于其焊接是非常必要的[1]。
由于690合金材料成分处于应力腐蚀开裂免疫区,所以目前全世界各国核电站都相继采用其作为蒸发器耐腐蚀材料,其应用已较为成熟,例如:我国的大亚湾核电站/岭澳核电站和秦山二期核电站的蒸汽发生器传热管材料采用了690合金;法国FRMATOME已在新的设计中采用690合金代替600合金作为耐蚀材料[2]。目前热交换器的传热管基本是通过冷轧直接成型,冷轧设备的制造能力在一定程度上限制了传热管的长度,而大长度传热管的连接方式一般采用焊接,在国外的大型热交换器中已有使用,国内对此研究较少,工程上的应用也较少。文中通过研究Inconel 690镍基合金传热管GTAW对接焊接头组织及力学性能,以期为将来工程应用积累宝贵的经验,同时为传热管的焊接提供工艺参考和理论支持。
1 试验
1.1 试验材料
试验材料为SB-163 N06690TT管材。传热管规格为φ19 mm×2.5 mm,传热管材的化学成分如表1所示,力学性能如表2所示。
焊接材料采用熔化嵌环,如图1所示,熔化嵌环直接从母材中截取制备,其化学成分和力学性能与母材一致。熔化嵌环的宽度约为3 mm,厚度略大于管材厚度。
1.2 试验方法
采用钨极气体保护焊(GTAW)对Inconel 690TT传热管管材进行对接焊,使用POLYSOUDE PC600 电源+L型机头(见图2),焊接时管与管之间带熔化衬环,焊接位置为水平固定全位置。焊缝正背面均采用气体保护,正面保护气体为纯度99.999%的氦气,背面保护气体为99.999%的氩气,焊接工艺参数如下:直流正接,一元化脉冲,基值电流19~25 A,峰值电流38.9~45.8 A,峰值脉冲时间180~200 ms,基值脉冲时间280~300 ms,电压15~22 V,焊接速度9.1~9.5 cm/min,气体流量均为10~20 L/min。最大热输入0.7 kJ/min,钨极直径φ1.6 mm。
采用机械方法将管材坡口加工成Ⅰ型坡口,坡口表面粗糙度Ra≤6.3 μm,焊前进行PT检测。制定了专用工装夹具(见图3)进行装配固定,保证错边量不大于0.1 mm。
根据ASME BPVC Ⅸ卷QW-462.1要求,制备室温和350 ℃各2组小直径管全截面拉伸试样如图4所示。按照AWS B4.0/B4.0M和ASTM E21进行室温和高温试验[4-5]。
根据ASME BPVC SA-450/SA-450M的要求,制备2段长100 mm的成品焊接试样,分别进行压扁试验和反向压扁试验。按照ASTM-A751进行焊缝的化学成分分析[6]。按照ASTM E340和ASTM E407要求,焊缝接头采用10%草酸水溶液电解腐蚀后,分别进行宏观和微观金相检测[7-8]。
2 结果和分析
2.1 焊接接头的力学性能
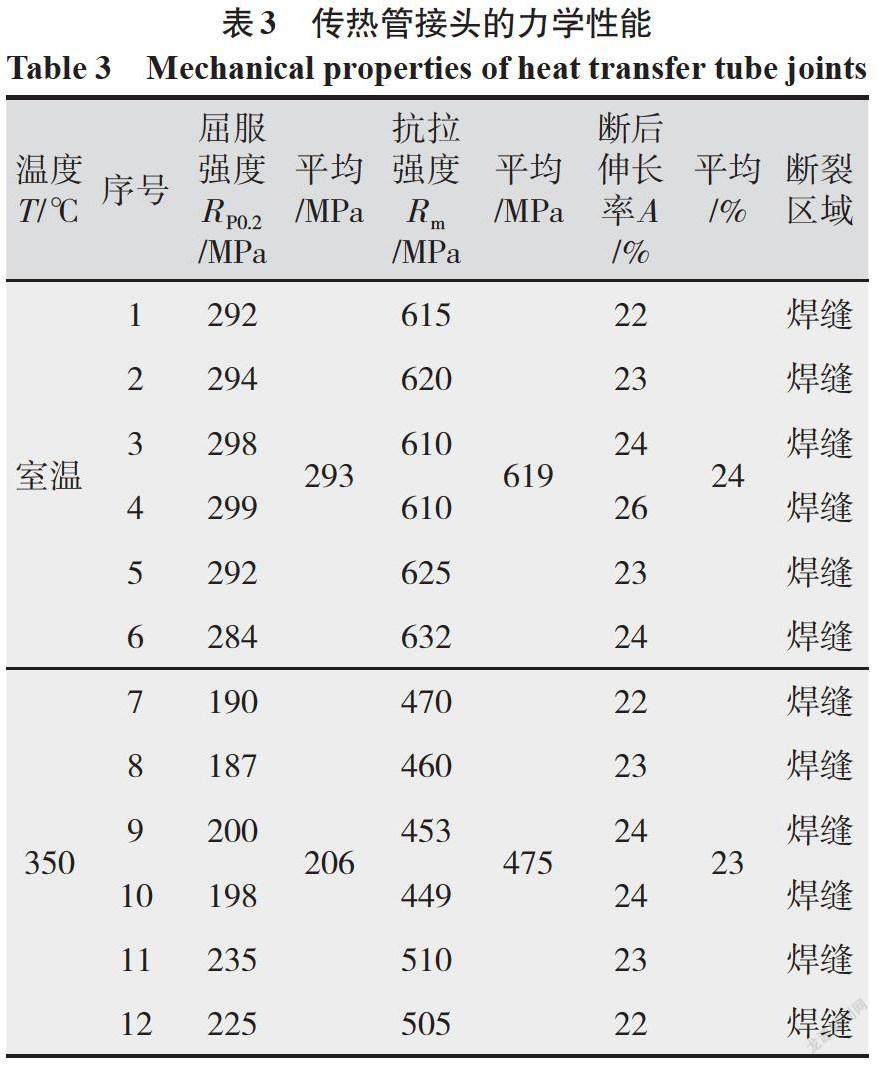
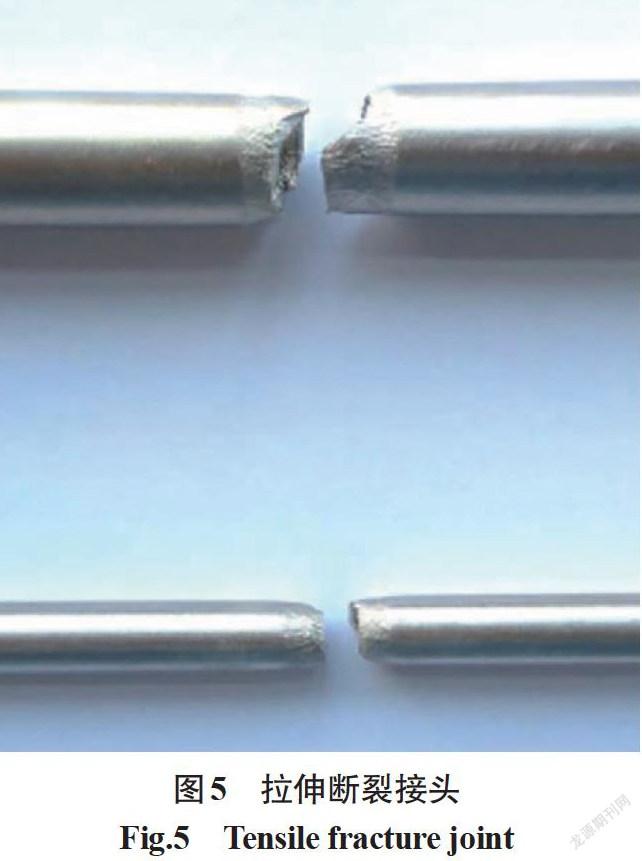
室温和350 ℃传热管接头的抗拉强度(Rm)和屈服强度(Rp0.2)如表3所示,室温时接头的平均抗拉强度为619 MPa,平均屈服强度为293 MPa,平均断后伸长率为24%;350 ℃时接头的平均抗拉强度为475 MPa,平均屈服强度为206 MPa,平均断后伸长率为23%。接头断裂从熔合区开始贯穿整个焊缝组织,呈塑性断裂,拉伸断裂接头如图5所示。这说明焊缝为接头的薄弱环节,力学性能较母材差。
压扁试验:将焊接管的焊缝置于与加载力方向成90°的位置(最大弯曲点处)。第一步是延性试验,将试样一直压到板间距H小于7.6 mm时,在焊接管试样的内外表面,无裂纹或破裂;第二步是完整性试验,压扁继续进行,直到试样破裂或管子相对两壁相碰,压扁试件完好。
反向压扁试验:在焊缝两侧90°处纵向剖开,对试样进行压扁,使得焊缝处在最大弯曲点上,焊缝处未出现裂纹、未焊透或叠层等痕迹,反向压扁试件完好。
2.2 传热管接头焊缝的无损检测和通球率检测
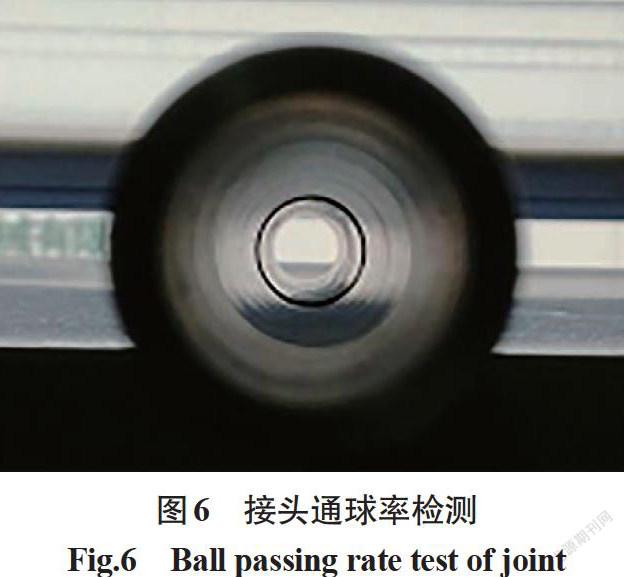
接头通过无损检测(VT、DT、PT和RT)都合格,管内焊缝内凸平均值≤0.2 mm,且最大值≤0.3 mm,管外焊缝无凹陷。焊缝管通球率检测如图6所示,通球直径φ13.4 mm,焊缝内凸检测率合格。
2.3 接头的宏观形貌和显微组织
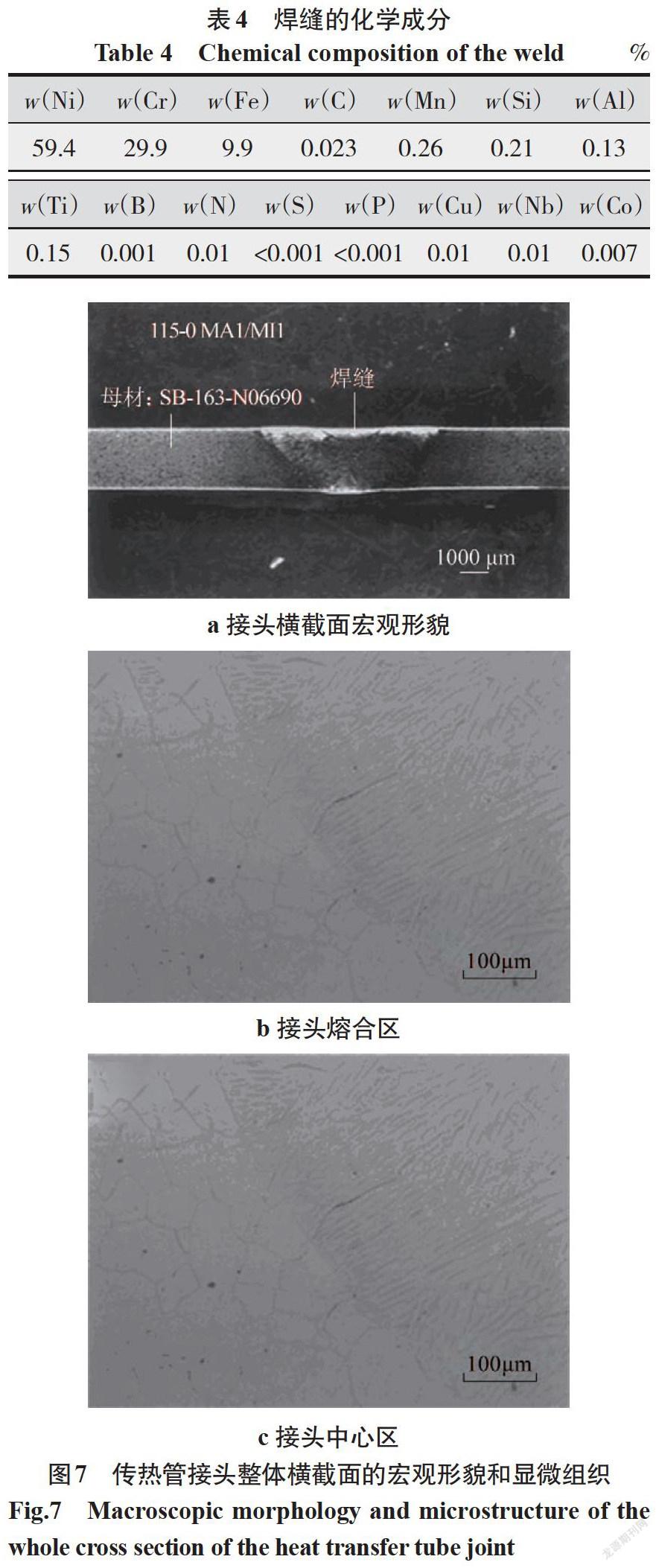
传热管焊缝的化学成分如表4所示,满足ASME规范相关要求[9],在母材化学成分要求范围内。说明了焊接过程中焊缝熔覆金属烧损很少,熔覆率高。
传热管接头整体横截面的宏观形貌和显微组织如图7所示,焊缝与母材完全熔合,焊缝无裂纹、夹杂、气孔等缺陷。焊缝熔合线清晰,附近为沿熔合线垂直生长的粗大柱状晶,焊缝中心为树枝胞状晶。熔合区晶粒粗大,这是由于传热管的导热性较差,晶粒长大速度较快,所以熔合区晶粒有明显增大,这也说明了接头断裂始于熔合区并贯穿整个焊缝的原因。
焊缝无显微裂纹和影响接头性能的沉淀物,由焊缝的化学成分可知(见表4)合金Cr含量较高,约为30%,Cr可以防止晶界碳化物的析出,从而避免晶界附近产生缺Cr现象,提高抗氧化的能力。
2.4 焊接接头的力学强度校核
接头断裂在焊缝,由此可判断焊缝力学性能较母材差。传热管接头应用环境是高温高压,传热管材料(SB-163 N06690)在高温下的许用应力强度为161 MPa[10],而目前焊接工艺下接头在高温下的许用应力强度为150 MPa,低于两侧母材的许用应力强度,不满足ASME BPVC第Ⅸ卷的焊缝抗拉强度不小于母材抗拉强度的要求。文中基于ANSYS17.1软件,开展焊接接头在设计工况下一次侧或二次侧失压时的一次应力强度校核。传热管SB-163 N06690的物理性能如表5所示,传热管本体材料和焊缝强度参数如表6所示。
在实际应用中含多层螺旋传热管,每根螺旋传热管中间通过焊接连接,不同传热管之间螺旋半径不同。单根最内层传热管几何模型示意如图8所示。
2.4.1 传热管对接焊缝分析模型
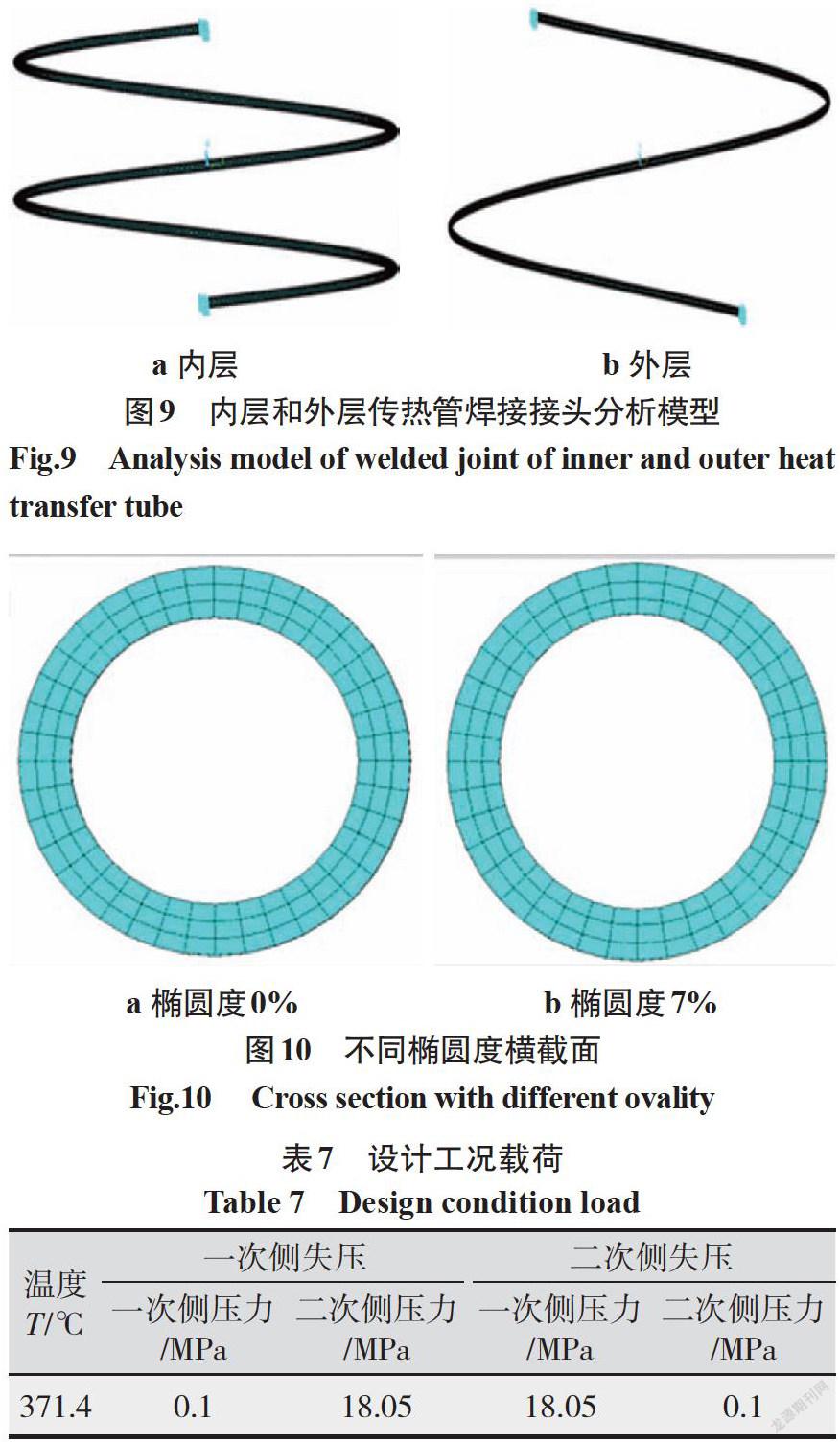
对于传热管之间的焊接接头,同时评价最内侧与最外侧传热管,分别对应最小与最大螺旋直径。此外,还考虑螺旋管横截面0%椭圆度和最大7%椭圆度的两种极限条件。对于螺旋传热盘管,可截取焊缝两侧足够长的一段管道作为边界进行分析。模型采用Solid186单元划分网格,螺旋管两侧端部固定约束,其有限元模型如图9、图10所示。计算载荷仅考虑压力载荷。设计工况载荷如表7所示。
2.4.2 对接焊缝力学分析结果
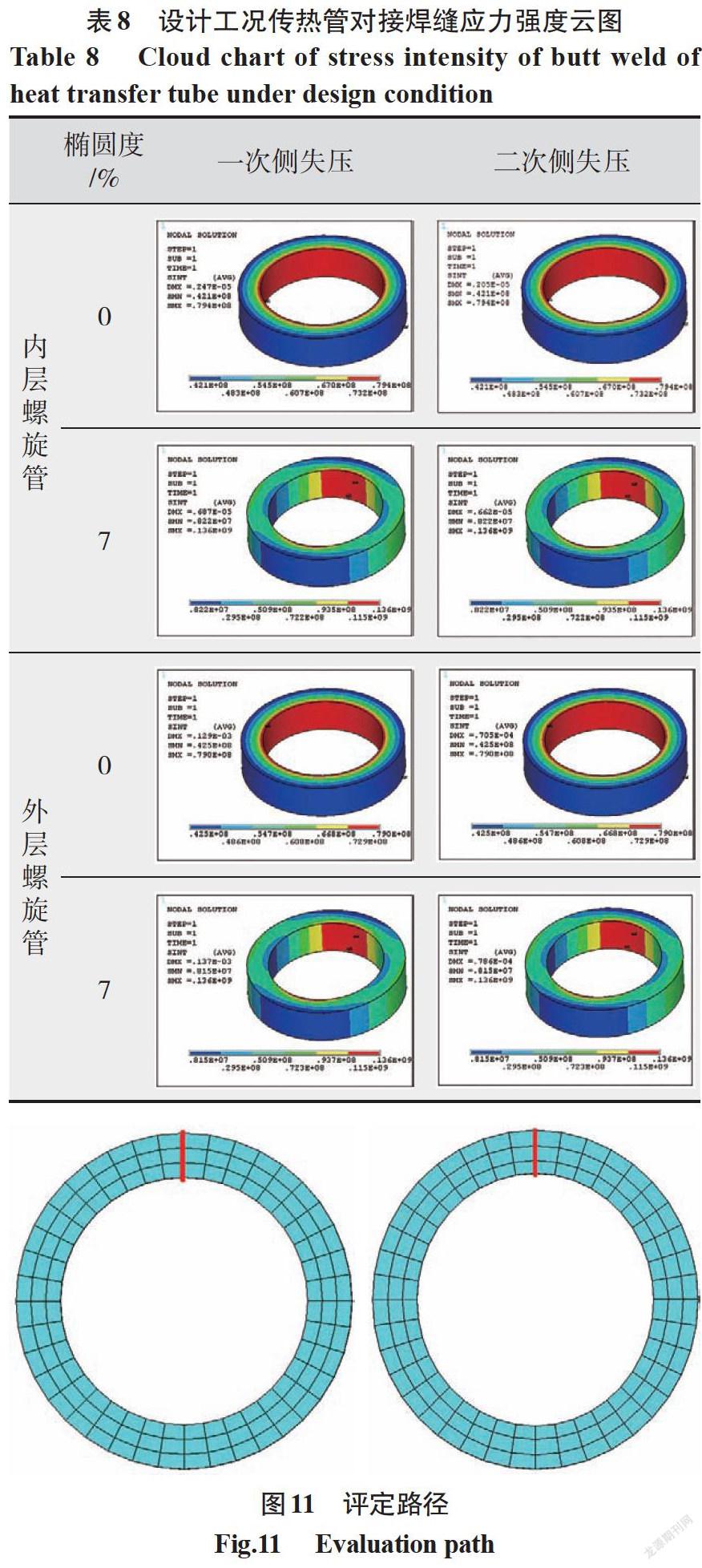
设计工况下传热管对接焊缝应力强度云图如表8所示。对于圆形截面,沿壁厚取任一径向路径为评定路径;对于椭圆截面,保守考虑,在长轴方向沿壁厚取评定路径,具体如图11所示。
根据ASME BPVC第Ⅲ卷第1册NB-3221的要求,在设计工况下评定准则如下:总体一次薄膜应力强度Pm≤Sm;局部一次薄膜應力强度Pl≤1.5Sm;一次薄膜+一次弯曲应力强度 Pm(Pl)+Pb≤1.5Sm;Pm为总体一次薄膜应力强度,Pl为局部一次薄膜应力强度,Pb为一次弯曲应力强度,Sm为许用应力强度。
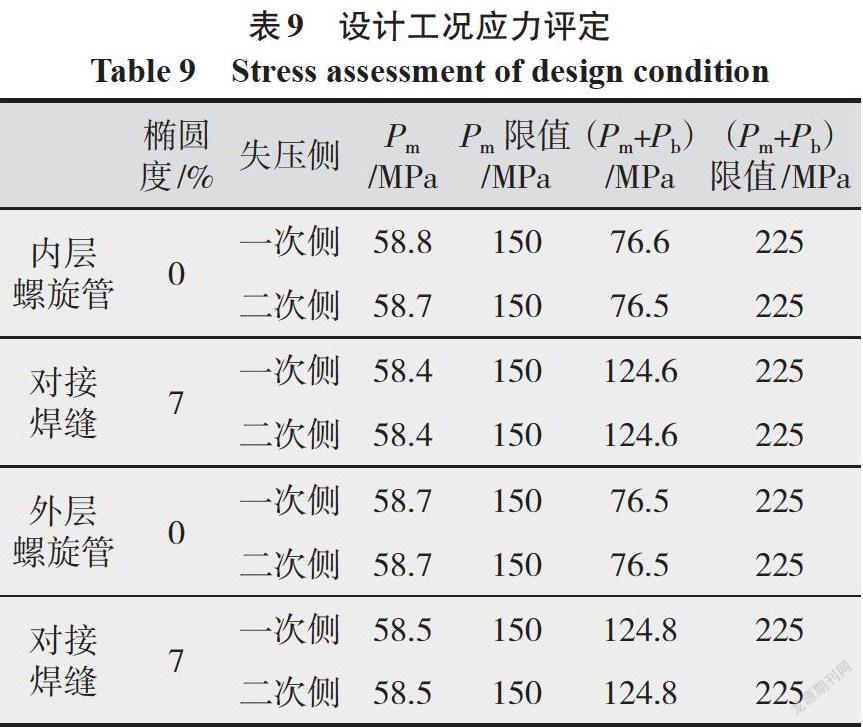
计算结果如表9所示,设计工况下焊缝一次应力强度满足应力限值要求。
3 结论
(1)采用钨极气体保护焊方法对Inconel 690传热管材进行熔化嵌环对接焊,获得的焊缝接头成形良好,焊接过程中焊缝熔覆金属烧损很少,熔覆率高,管内焊缝内凸平均值≤0.2 mm。焊缝中心为树枝胞状晶,熔合线附近为粗大柱状晶,焊缝无显微裂纹和影响接头性能的沉淀物。
(2)室温时接头的平均抗拉强度为619 MPa,平均屈服强度为292 MPa,350 ℃时接头平均抗拉强度为475 MPa,平均屈服强度为206 MPa,拉伸接头断裂从熔合区开始贯穿整个焊缝组织,呈塑性断裂。压扁试验和反向压扁试验结果显示管接头完好。
(3)通过ANSYS分析可知,设计工况下传热管接头350 ℃许用应力强度150 MPa限值可满足其一次应力强度要求,且裕量较大。
参考文献:
朱兴华. Inconel690镍基合金材料焊接技术要点[J].电子世界,2013(14):189.
邱长军,李必文.核电设备焊接技术[M].北京:北京理工大学出版社,2014:88.
ASTM E1473. Standard Methods for Mechanical Testing Welds[S].
AWS B4.0/B4.0M. Standard Test Methods for Chemical Analysis of Nickel, Cobalt,and High-Temperature Alloys[S].
ASTM E21. Standard Test Methods for Elevated Temperature Tension Tests of Metallic Materials[S].
ASTM A751. Standard Test Methods,Practices,and Terminology for Chemical Analysis of Steel Products[S].
ASTM E340. Standard Test Method for Macroetching Metals and Alloys[S].
ASTM E407. Standard Practice for Macroetching Metals and Alloys[S].
ASTM E1019. Standard Test Methods for Determination of Carbon,Sulfur,Nitrogen,and Oxygen in Steel and in Iron,Nickel,and Cobalt Alloys[S].
ASME,Boiler and Pressure Vessel Code,Section II,Part D,Properties(Metric)Materials,2007Edition with Addenda through 2008[S].
