抱伦金矿尼尔森重选—浮选工艺研究与应用
2021-09-10王小生陈贵民张建韩琪聂飞苏文亮陈书军
王小生 陈贵民 张建 韩琪 聂飞 苏文亮 陈书军

摘要:抱伦金矿针对尾矿库库容不足,采用氰化工艺环保压力大等问题,根据矿石性质,开展了重选—浮选联合工艺研究,探索了一段磨矿重选—再磨浮选、两段磨矿两段重选—浮选等联合工艺,并进行了生产应用。结果表明:采用两段磨矿两段重选—浮选联合工艺,即尼尔森重选—柱机联合浮选工艺,替代重选—氰化工艺,取得了良好的金回收指标,生产中金回收率达到91.53 %,且尾矿达到一般工业固体废物第Ⅰ类标准,满足国家环保要求,节省了尾矿库一次性投资5 500万元,尾矿库运行成本年减少500余万元,尾矿外售年增效益70万元,经济效益和社会效益显著。
关键词:尼尔森;重选;浮选;柱机联合;氰化
中图分类号:TD953文献标志码:A开放科学(资源服务)标识码(OSID):
文章编号:1001-1277(2021)06-0069-05doi:10.11792/hj20210613
引 言
海南山金矿业有限公司抱伦金矿(下称“抱伦金矿”)生产规模为450 t/d,采用重选—氰化浸出炭浆吸附工艺流程,产品为纯度90 %的合质金锭。其中,破碎为两段一闭路破碎流程,磨矿为两段闭路磨矿流程,重选为跳汰、摇床两段重选流程。经过多年的开采,矿山存在尾矿库库容不足、大量采空区未治理等一系列问题,主要表现在:
1)随着尾矿排放,尾矿库的压力逐年增大,2次加高扩容,库容已满。海南省新建尾矿库审批建设无望,企业面临停产。
2)随着《中华人民共和国环境保护税法》的实施,以及《国家危险废物名录》(2016版)将氰化工艺产生的尾渣定义为危险废物,尾矿资源若得不到综合利用,将给企业带来巨大环保压力。
3)矿体开采后,遗留下约 46万m3采空区未进行治理,随着暴露时间增加,采空区稳定性降低,地压显现明显,地表局部已发生塌陷。
4)矿体品位高、价值大,空场采矿法开采留下的较多矿柱难以回采,造成资源浪费。
因此,变革现有工艺,创新绿色环保生产模式,使尾矿资源得到综合利用,变废为宝,彻底解决尾矿库问题,保证企业持续发展,是抱伦金矿最为迫切的任务。
1 矿石性质
1.1 化学成分
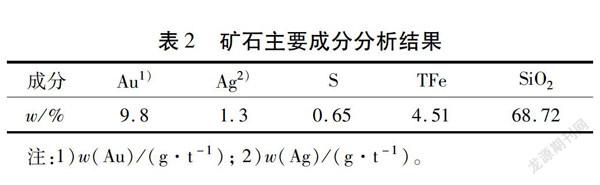
采用XRF分析法对矿石进行全元素分析,结果见表1。采用化学方法对矿石主要成分进行定量分析,结果见表2。
由表2可知,该矿石金品位9.8 g/t,银品位1.3 g/t,硫品位0.65 %,全铁品位4.51 %,二氧化硅品位68.72 %。检测结果表明,矿石中含有大量二氧化硅,硫含量偏低,该矿石属于低硫石英脉型金矿石,应重点考察石英中金的嵌布情况。
1.2 金矿物种类及嵌布特征
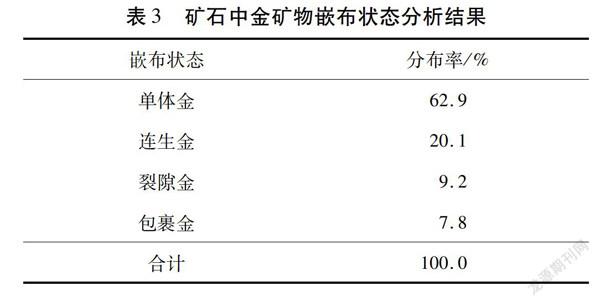
矿石中金矿物种类比较单一,均属金银系列矿物,大多为自然金,占金矿物总量的90.58 %,金银矿占9.42 %。矿石中金矿物嵌布状态有单体金、连生金、裂隙金和包裹金,分析结果见表3。由表3可知,单体金占比较高,为62.9 %。
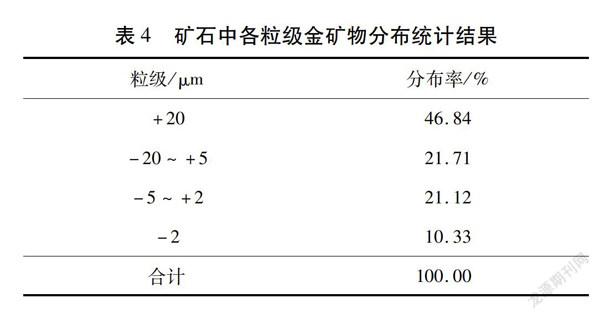
矿石中金矿物粒度分布广,最大颗粒达到300 μm,最小仅为0.3 μm。各粒级金矿物分布统计结果见表4。
上述工艺矿物学研究结果表明:矿石中金矿物有自然金和银金矿,以自然金为主。主要载金矿物为黄铁矿、石英等,金矿物与黄铁矿的关系更为密切。金矿物粒度+20 μm占46.84 %,其中73~300 μm约占64.4 %。金矿物嵌布状态为单体金、连生金、裂隙金及包裹金,裸露金(单体金、连生金、裂隙金)占92.2 %,其中单体金占62.9 %,其他29.3 %为连生金和裂隙金。连生金以与黄铁矿连生为主,连生情况为贫连生;裂隙金粒度集中在10~73 μm,与黄铁矿的关系更为密切;包裹金粒度主要集中在10~30 μm,主要包裹在黄铁矿中,少部分包裹在石英中。粗颗粒金含量较高,按早收快收的原则,应加强重选作业对颗粒金的回收,降低后续作业压力,从而保证金综合回收指标[1]。
2 选矿试验结果与讨论
根据工艺矿物学研究结果,开展重选—浮选联合工艺试验研究[2-3],确定重选工艺及重选—浮选联合工艺回收指标,为资源开发和利用提供技术依据。
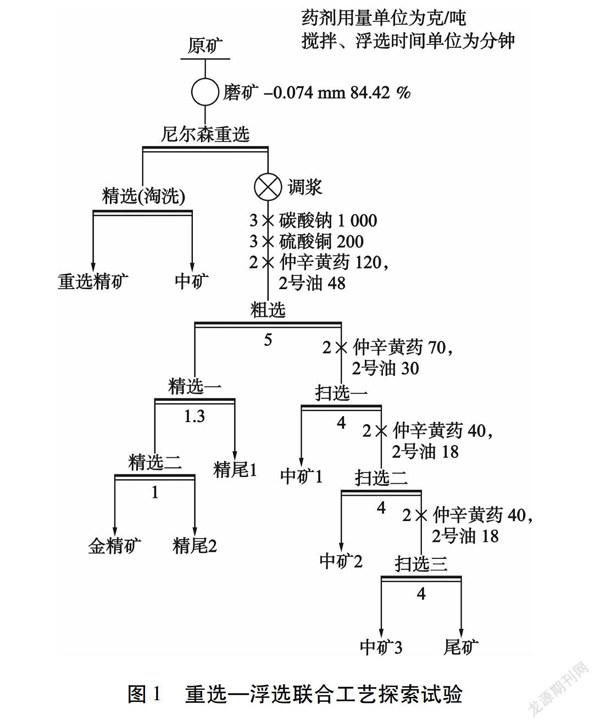
2.1 重选—浮选联合工艺探索试验
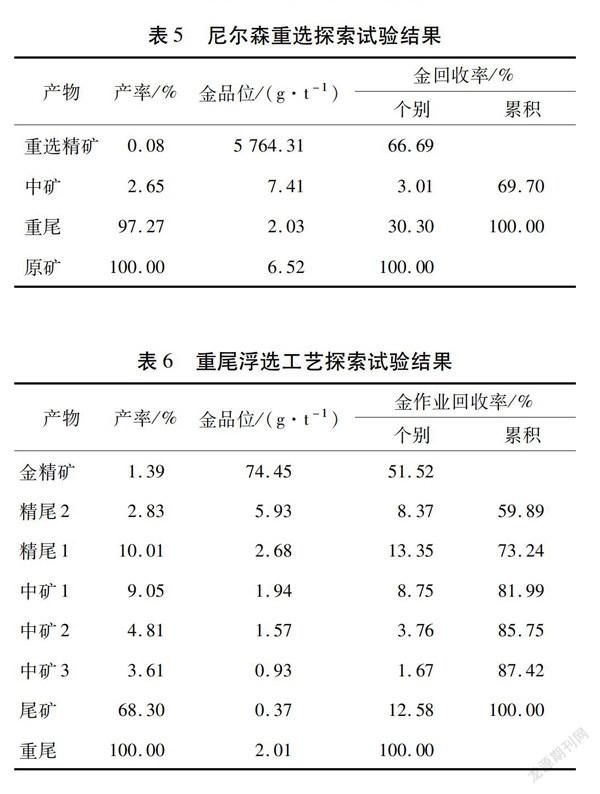
重选—浮选联合工艺探索试验流程和药剂制度见图1,试验结果见表5、表6。
由表5、表6可知:采用重选—浮选联合工艺,尼尔森重选金回收率接近70 %;重尾采用常规浮选工艺,经过一次粗选、三次扫选、两次精选,获得的金精矿金品位74.45 g/t,尾矿金品位降至0.37 g/t,金精矿金品位和金回收率均较为理想,回收效果较好。在此基础上,进行了其他条件验证试验[4-5]。
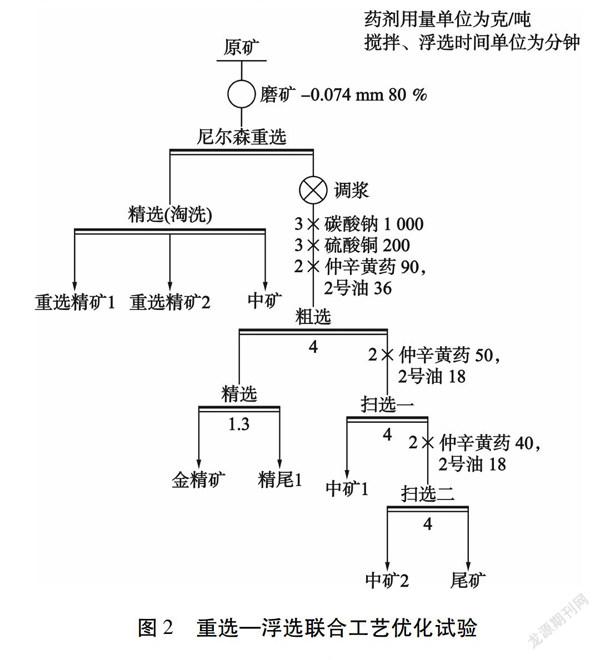
2.2 重选—浮选联合工艺优化试验
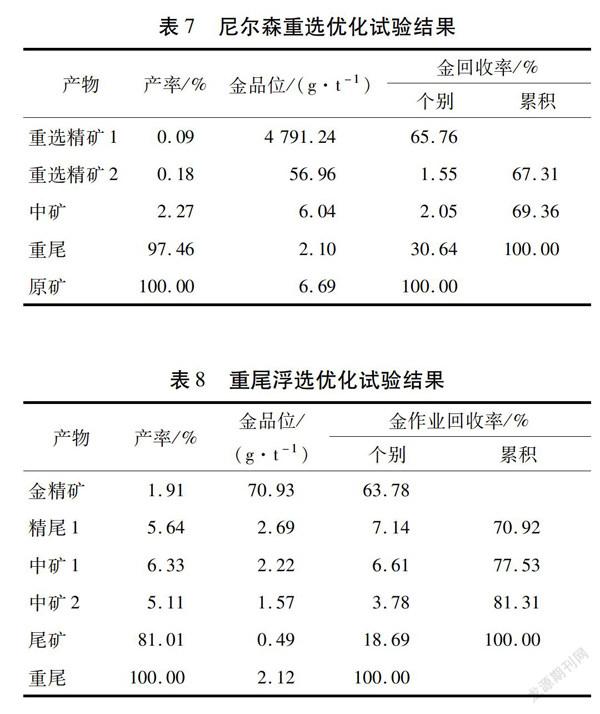
考虑重选—浮选联合工艺探索试验中尼尔森重选精矿产率偏小,浮选作业捕收剂用量过大,产率偏高,在此基础上进行了优化调整,试验流程和药劑制度见图2,试验结果见表7、表8。
由表7、表8可知:通过工艺优化,尼尔森重选精矿产率达到生产要求目标,且对重选回收指标影响不大;经过浮选药剂调整,各作业产率适中,回收指标较为理想,效果较好。
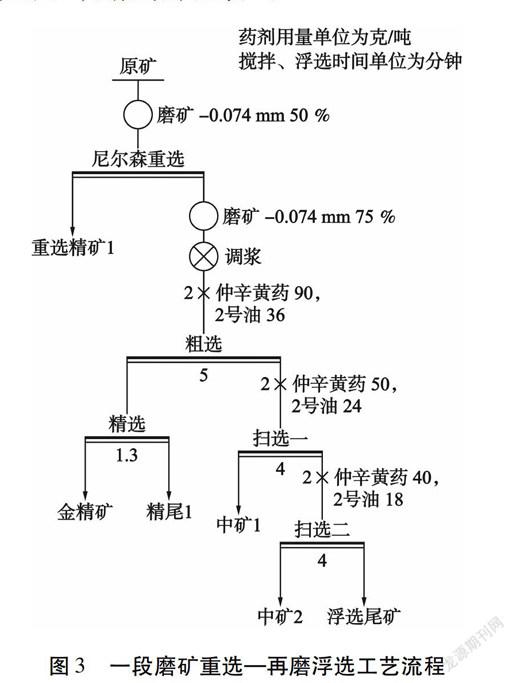
2.3 一段磨矿重选—再磨浮选工艺探索试验
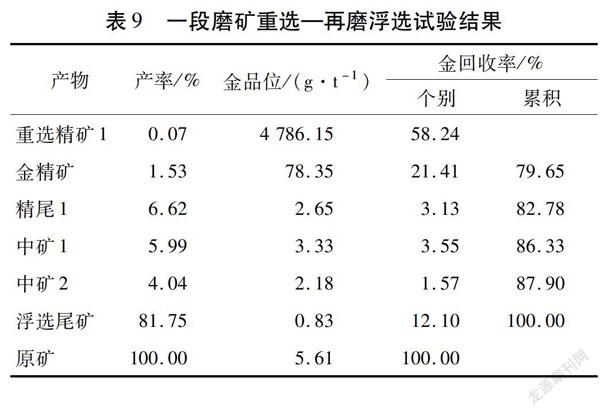
一段磨矿重选—再磨浮选工艺试验流程和药剂制度见图3,试验结果见表9。
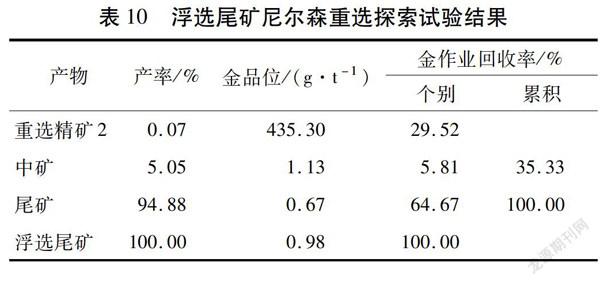
由表9可知,重尾进行再磨浮选,浮选尾矿跑高。因此,在此基础上进行了浮选尾矿尼尔森重选探索试验,结果见表10。
由表10可知,浮选尾矿进行尼尔森重选,仍能回收部分颗粒金,因此有必要进行两段重选,保证颗粒金的有效回收。
2.4 两段磨矿两段重选—浮选工艺探索试验
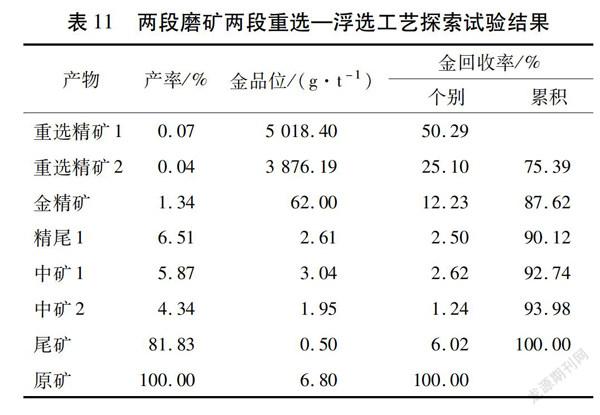
在图3基础上,再磨后增加二段尼尔森重选作业[6],试验结果见表11。
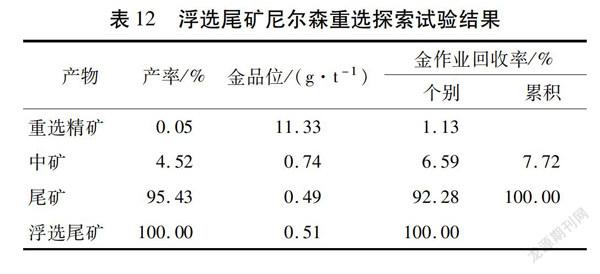
由表11可知:采用两段磨矿重选,重选综合回收率可达75.39 %;重尾浮选回收指标也较好,金精矿质量较高,尾矿金品位较低。为进一步考察浮选尾矿重选回收情况,对浮选尾矿进行了尼尔森重选探索试验,结果见表12。
由表12可知,浮选尾矿再进行尼尔森重选,意义不大,说明两段重选回收较为彻底,回收效果较好[7]。
3 工业试验及生产实践
3.1 两段磨矿两段重选—浮选工艺工业试验
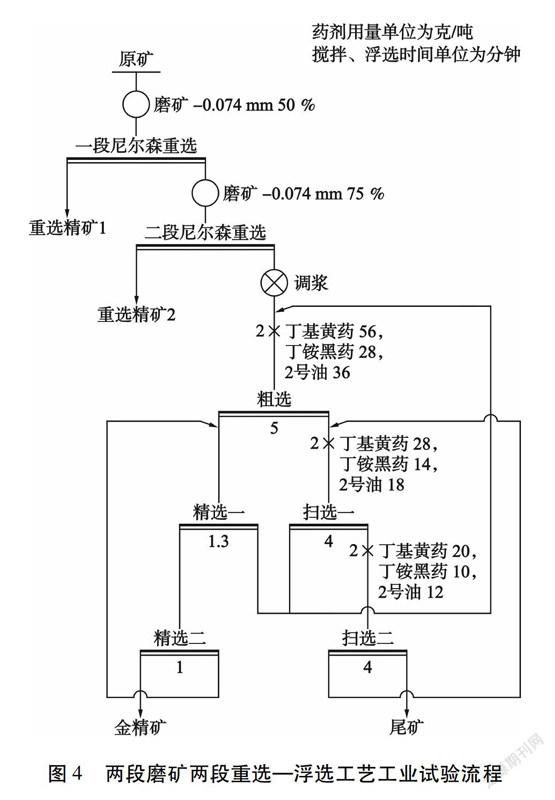
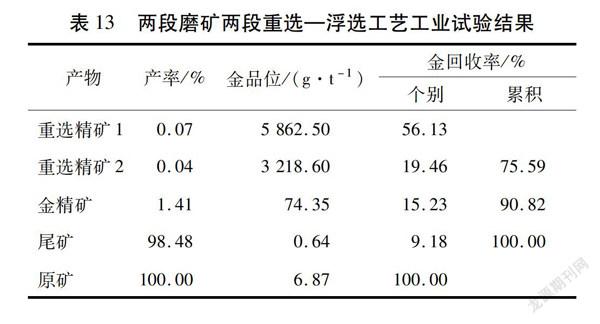
在前期试验基础上,进行了两段磨矿两段重选—浮选工艺工业试验[8],试验规模为450 t/d,时间为3个月。经过优化,捕收剂采用丁基黄药+丁铵黑药,试验流程见图4,试验结果见表13。
由表13可知:采用两段磨矿两段重选—浮选工艺,一段磨矿细度-0.074 mm 占50 %,尼尔森重选获得的重选精矿1金品位5 862.50 g/t,金回收率56.13 %;二段磨矿细度-0.074 mm占 75 %,尼尔森重选获得的重选精矿2金品位3 218.60 g/t,金回收率19.46 %,两段重选综合回收率达到75.59 %;重尾经过一次粗选、两次扫选、两次精选,获得的金精矿金品位74.35 g/t,尾矿金品位降至0.64 g/t,重选+浮选综合回收率为90.82 %,精矿质量和回收指标相对较好[9]。
3.2 生产实践
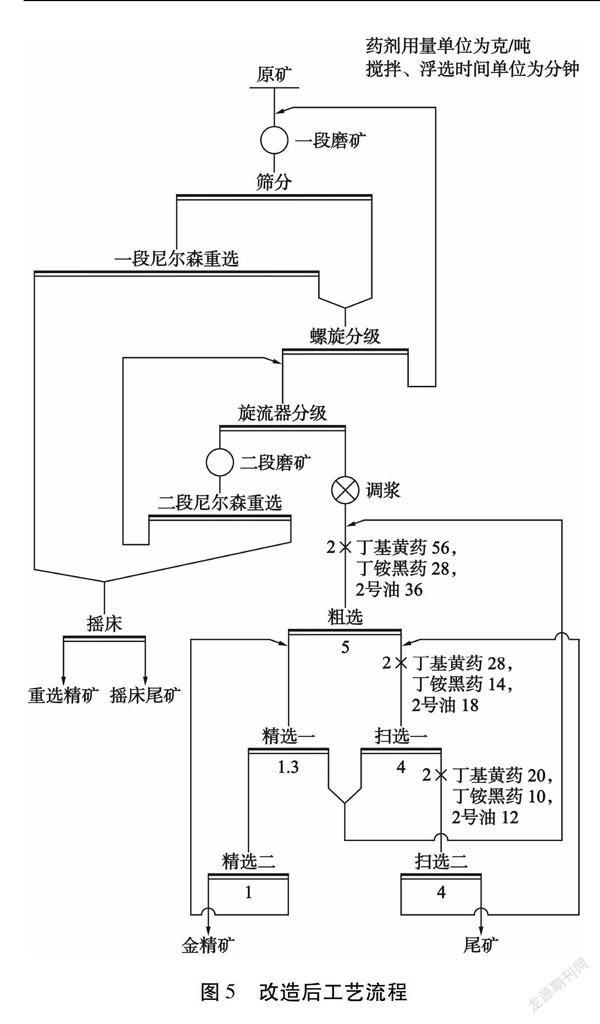
依据试验研究结果,结合现场生产实际,抱伦金矿选矿工艺改造项目设计规模450 t/d,选矿回收率90 %,产品为重选金精矿、浮选金精矿和纯度95 %的合质金,基建期1 a,服务年限15 a。改造项目于2019年3月9日开始施工,包括浮选厂房、主厂房土建及设备基础浇筑、钢结构厂房建设,球磨机、分级机破拆及原设备基础拆除,新建水池浇筑和工艺管路架设等,9月30日全面竣工。改造后工艺流程见图5。
改造后工艺流程:
1)破碎工段采用原两段一闭路破碎工艺:破碎产品粒度为0~14 mm。
2)磨矿工段采用两段两闭路磨矿工艺,两段尼尔森重选设置在磨矿回路中。2 700 mm×4 000 mm磨机排矿经一段尼尔森重选,重选粗精矿进行摇床精选,尾矿排入螺旋分级机,一段磨矿细度-0.074 mm占55 %。二段2 100 mm×3 600 mm磨机排矿经二段尼尔森重选,重选粗精矿与一段重选粗精矿合并后进行摇床精选,二段尼尔森重选尾矿进入旋流器分级,二段磨矿细度-0.074 mm占75 %。摇床产生的重选精矿为粗金,摇床尾矿沉淀后装袋作为产品外售。
3)浮选采用一次粗选、两次扫选、两次精选工艺流程:粗选采用1台3 200 mm×8 000 mm浮选柱;精选一采用1台2 000 mm×7 000 mm浮选柱,精选二采用1台1 600 mm×7 000 mm浮选柱;扫选一采用3台BF-16浮选机,扫选二采用2台BF-16浮选机。
4)精矿脱水采用单层浓密+压滤脱水工艺:1台15 m中心传动浓密机和1台XMZG-120/1250厢式隔膜压滤机,精矿含水率12 %左右。
5)尾矿脱水工段采用压滤脱水工艺:滤饼含水率≤25 %,目前全部外售制砖。
生产运行至今,系统运行正常。据统计,2019年9月至2020年9月,抱伦金矿选矿厂处理矿石量合计为 16.93万t,原矿金品位为6.60 g/t,浮选入选金品位为2.67 g/t,金精矿金品位为92.68 g/t,尾矿金品位为0.57 g/t,浮选作业回收率为79.11 %,重选回收率为59.47 %,选矿综合回收率为91.53 %。该项目的成功实施,彻底解决了抱伦金矿的生存问题,节省了尾矿库一次性投资5 500万元,尾矿库运行成本年减少500余万元,尾矿外售年增效益70万元。
4 结 论
1)抱伦金矿以矿石工艺矿物学研究为先导,根据金矿物种类、主要矿物嵌布状态等,分析研究选矿方法和工艺对该矿石性质适应的合理性,采用重选、浮选联合工艺成功替代了重选—氰化工艺,为实现无尾矿山奠定了基础。
2)针对该矿石性质特点,应用尼尔森重选—柱机联合浮选工艺,经过1年生产实践,系统运行平稳,选矿综合回收率为91.53 %,指标优良。
3)联合工艺产生的尾矿为第Ⅰ类一般工业固体废物,可进行井下充填,解决井下原民采老空区和后期采空区的治理问题,同时可降低采矿损失率和矿石贫化率。
4)浮选尾矿可作为建材原料外售,解决海南当地制砖原材料紧缺问题,可真正实现无尾矿山和绿色矿山,社会意义重大。该技术对矿石性质类似的矿山具有一定的推广价值。
[参考文献]
[1] 杨洪英.海南山金抱伦石英脉型金矿原矿和选矿产品工艺矿物学研究及可选性分析报告[R].沈阳:东北大学,2017.
[2] 林钢.尼尔森选矿机在黄金等贵金属选矿厂的应用[J].南方金属,2016(1):40-41.
[3] 张金钟,姜良友,吳振祥,等.尼尔森选矿机及其应用[J].有色矿山,2003,32(3):28-31,37.
[4] 肖骏,董艳红.尼尔森离心机处理某石英脉型金矿的试验研究[J].黄金科学技术,2015,23(6):92-96.
[5] 武俊杰,缑明亮,陈文科,等.陕西某金矿尼尔森重选-浮选工艺研究[J].矿业研究与开发,2013,33(4):52-54,61.
[6] 杨思军,徐宏斌,曹锋.尼尔森选矿机在四方金矿重选工艺中的应用[J].现代矿业,2015(5):187-189.
[7] 李景超.海南山金抱伦金矿重选尾矿浮选试验研究报告[R].北京:中国矿业大学,2018.
[8] 陈贵民.海南山金抱伦金矿尼尔森重选半工业试验研究报告[R].乐东:海南山金矿业有限公司,2018.
[9] 胡尊彬.海南山金矿业有限公司抱伦金矿选矿工艺试验研究报告[R].烟台:山东黄金集团烟台设计研究工程有限公司,2018.
Research and application of Nelsen gravity separation-flotation process in Baolun Gold Mine
Wang Xiaosheng1,Chen Guimin2,Zhang Jian1,Han Qi1,Nie Fei1,Su Wenliang1,Chen Shujun1
(1.Baoting County Bureau of Natural Resources and Planning; 2.Hainan Shandong Gold Mining Co.,Ltd.)
Abstract:Since the storage capacity of the tailing pond in Baolun Gold Mine is insufficient,the cyanidation process adopted is under pressure because of environmental protection challenges.According to the ore property,a joint gravity separation-flotation process is studied.During the study,joint processes are explored such as one-stage grinding gravity separation-regrinding flotation and two-stage grinding two-stage gravity-flotation,and are applied in production.The results show that the two-stage grinding two-stage gravity-flotation joint process,that is Nelson gravity separation-joint column machine flotation,replaces gravity separation-cyanidation process and achieves good gold recovery index.During the production,gold recovery rate reaches 91.53 %,the tailings meet the GradeⅠgeneral industrial solid waste standards and the national environmental protection requirement,saving 55 million yuan investment in the tailings pond at a single time,reducing annual operation cost of tailings pond by 5 million yuan,increasing tailings sale profits by 0.7 million yuan annually.The social and economic benefits are prominent.
Keywords:Nelson;gravity separation;flotation;column machine combination;cyanidation
收稿日期:2020-12-17; 修回日期:2021-04-08
作者簡介:王小生(1987—),男,海南临高人,工程师,从事矿产管理工作;海南省保亭县保城镇,保亭县自然资源和规划局,572300;E-mail:349456576@qq.com
