高真空气淬炉真空故障的排除与检修技术
2021-08-27常义民
刘 勇,余 刚,常义民
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621000)
1 故障现象
某669 卧式高真空高压气淬炉是一种大压力、强冷却、高功率的气体淬火炉[1]。虽然其结构复杂,但具有冷却均匀、工件变形小、冷速可控等优点,在热处理工艺环节起到了极其重要的作用。在运行期间,设备的真空度从0.1 Pa 下降到0.5 Pa,重新开机抽取真空,但始终达不到0.1 Pa;检查设备的压升率为5×10-2mbar·L/s(5 Pa·L/s),超过设备出厂规定值。
2 故障分析与处理
2.1 真空系统原理
真空炉真空发生器由机械泵、罗茨泵、扩散泵三级串接而成,通过有条件的顺序启动泵体,分级抽取密闭腔体中的空气形成真空环境。
2.2 校准真空计
真空炉中经常存在颗粒物,受其影响,导致真空规测量零点偏移。因此,在真空炉发生真空故障时,需要对真空计进行校准,保证测量的可信度。
校准方法:该真空炉采用的真空计是型号为PTR90N 的复合真空规,能在1×10-8~1×103mbar(1 mbar=100 Pa)连续读数。实验室常用的真空规校准方法有对比法、动态流量法[2],通过对作业现场的硬件条件分析,决定采用对比法。具体措施:在检测口同时安装多个真空检测计,在抽取真空的同时观察读数的差值,如果设备原始安装位置的真空计与其他示值相差较大,判定为真空设备检测仪器故障,需用准确、可靠的真空计将其替换。
2.3 真空泵组的检测
真空泵的抽取能力直接影响真空设备的真空性能,由于真空泵在工作中不断的磨损、老化,以及设备未及时保养等因素,导致其抽取性能与密封性随之下降,极限真空等各方面指标下滑是造成真空炉设备真空故障的影响因素之一。
2.3.1 真空泵组的真空性能
该泵组采用“机械泵+罗茨泵+扩散泵”的组合方式,通过查找相关资料得到各泵的真空性能表(表1)。
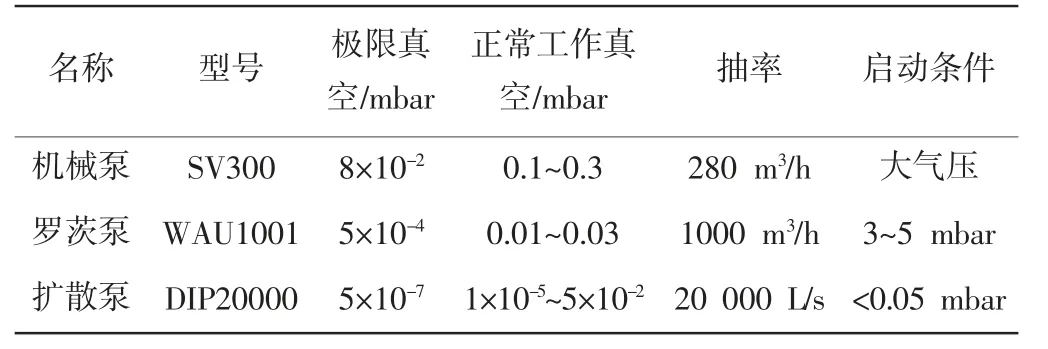
表1 3 种真空泵的真空性能
2.3.2 检测方法
真空泵组的检测方法常采用“组合法+分段法”结合的方式(图1)。

图1 真空炉气路回路
检测顺序:
(1)步骤1:开启机械泵+罗茨泵+扩散泵。检测方法:关闭高阀与旁路阀后,可以切断泵组与真空炉室的联系,此时可以在设备预留的检测口进行真空度检测。
(2)步骤2:开启机械泵。检测方法分为不脱机检测和脱机检测两种,前者是在管道上预留有检测口安装真空计检测,优点是方便快捷,缺点是很难排除管道、阀门泄漏对检测结果的影响;脱机检测则将机械泵与炉体分离,通过一个检测工装(图2)直接进行,这样得出的值比较准确,但是检测过程较长。
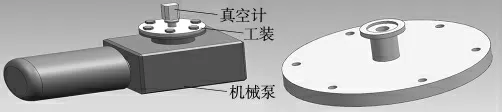
图2 检测工装
(3)步骤3:开启机械泵+罗茨泵。检测方法与步骤2 相同,也有两种方案。
将上述3 个步骤的检测结果与表1 的数据进行比对,能清晰地判断出泵组中每个泵的运行状态,然后再进行针对性的检修或更换。
2.4 设备外泄漏检测
真空炉设备的外泄漏,是指由于真空设备密封件老化、材料缺陷(如锈孔、沙眼)等造成的密封失效,使真空腔体与大气直接相通的一种故障现象。
2.4.1 检漏原理
氦质谱检漏仪是一种以质谱分析为原理、以氦为示踪气体对真空设备和密封器件的漏隙进行定位或定量、定性测量的工具,真空设备通常采用其进行检漏。
2.4.2 检漏方法
常用的真空设备检漏方法有喷吹法和吸入法两种。
(1)喷吹法:将检漏仪接到真空炉的检测口,然后用喷枪将示踪气体喷在可疑漏孔处,当真空炉体存在泄漏时,质谱仪将会检测到氦气,漏率表上会直观地显示泄漏量的大小。该方法既能检测漏孔的位置同时也能估算漏孔的大小,是常用的真空炉泄漏检测方法。
(2)吸入法:与喷吹法相反,吸入法是将检漏仪接在真空炉的检测口上,使其充入规定压力的示踪气体,再通过检测漏孔泄漏出的氦气达到检测的目的。不过,该方法需要充入比1 个大气压高的氦气,且充入其中的氦气无法重复使用,浪费较多,一般在真空炉的检漏中很少使用。
2.5 设备内部泄漏检测
真空设备的内泄漏是指真空腔体与真空炉设备配套设备之间的相互泄漏,主要分为氮气泄漏与冷却循环水泄漏两种。
2.5.1 检查氮气的泄漏
储气罐中的高压(0.8 MP)氮气经过管道与真空炉腔体连接,需要使用氮气时,打开气动阀门、让高压气体流入真空腔即可(图3)。如果气动阀门锁不紧、存在泄漏,便会造成真空腔体内真空度不足的现象。

图3 氮气罐与真空炉连接
一般采取隔离法进行排除:制作一个盲板工装(图4),然后拆下气动阀门,将该盲板通过螺钉固定在管道口的法兰上,实现氮气罐与真空腔体的物理隔离,再进行检测。

图4 盲板工装
2.5.2 检查冷却循环水泄漏
真空炉在运行中需开启循环水,对真空腔体、对流风机、扩散泵等进行实时冷却,其中真空腔体、对流风机的冷却管路泄漏会直接影响腔体的真空度。
在排除循环水泄漏问题时,一般采用目视法、试样件法相结合的方式进行综合判定。
(1)目视法:抽真空过程中出现真空度值上下波动的情况时,首先判断为循环水泄漏,此时应打开炉门,观察真空腔内有无积水,焊点、接头等附近位置有无锈斑等。该方法适合于泄漏量比较大的情况。
(2)试样件法:当设备循环水泄漏量小时,设备真空度依然能达到要求,但此时热处理的试件(铜锡锌)表面会变成绿色[3],可以通过这个方法检查设备的循环水是否存在泄漏。
3 设备的烘烤与验收
真空炉在长期的维修停置后,进行烘炉非常必要,通过烘炉使炉内耐火材料内的水分缓慢蒸发析出,得到充分干燥,同时使耐火内衬材料充分固化,保持耐火层的高温强度和稳定性[4]。
烘炉完成后,再对真空炉的极限真空、压升率进行复检,如果两个指标均合格则该真空炉真空故障解除。
4 总结
综上所述,真空炉出现真空故障时往往受多个因素的影响,有时甚至是多重因素同时出现,使得真空故障呈现出极为复杂的动态表征。在排除真空故障时,常常需要专业的维修技术人员进行现场维修,而且维修周期长、成本高。从真空原理入手进行组合法+分段法、喷吹法、隔离法、目视法、试样件法等检测方式,能大大降低真空故障维修的实施难度,提高设备的工作利用率。
