熔融泵鼓形齿联轴器安装要点及对齿计算方法
2021-08-27张绪文
张绪文
(中石油四川石化公司生产五部,四川成都 611930)
0 引言
聚烯烃行业熔融泵的作用是将来自混炼机的熔融聚烯烃树脂加压,并泵送至树脂过滤器和切粒机,树脂不断通过模板的数千个模孔呈条状挤出,被高速旋转的切刀切成一定规格的颗粒,同时被不断循环的颗粒水带往后处理系统进行脱水、干燥和筛分,然后由风送系统输送至颗粒料仓储存。
熔融泵主要由壳体、2 根齿轮轴、4 个滑动轴承、4 个粘滞密封和驱动装置组成,其联轴器通常采用双轴驱动鼓形齿联轴器,2 个齿轮轴通过齿型联轴器分别与减速器输出轴的2 个同步齿轮相联,保证其处于非接触啮合状态。齿型联轴器通常为差1 齿设计,即熔融泵侧的外齿套比减速器侧外齿套多1 个传动齿。例如,某公司某型号熔融泵的鼓形齿联轴器,熔融泵侧的外齿套为75 齿,减速器侧外齿套为74 齿。这种联轴器制造精度高,安装要求严格,如果安装不当可能造成2 种结果:①联接套与熔融泵侧外齿套由于螺栓孔的孔心距与标准孔心距误差过大,造成铰制螺栓无法安装;②铰制螺栓勉强安装,但熔融泵2 个转子齿轮相互碰磨,造成齿轮不正常磨损甚至损坏。
熔融泵双轴驱动齿型联轴器的正确安装,关乎到设备能否正常运行以及设备的运行寿命。根据现场实际安装经验就其安装要点、对齿方法和《对齿表》的算法进行详实总结。
1 联轴器安装前准备工作
检修前除检修方案以及人员培训以外,专用工具准备是至关重要的工作。
(1)通用工具。扳手若干,1 t 倒链2 件,吊带若干,0~25 mm外径千分尺1 只,25~50 mm 外径千分尺1 只,0~150 mm 游标卡尺1 把。
(2)专用工具。F 形夹钳2 只,齿轮泵转子固定工装1 套,测量销2 件,盘车杆2 根。
2 联轴器安装技术要求
(1)间隙要求。运转状态,熔融泵转子齿轮之间为非接触状态,并且轮齿两侧间隙均匀。
(2)测量销直径公差。具体大径根据铰制螺栓孔直径确定,以某公司某型号熔融泵为例,测量销大径,小径。
3 联轴器安装要点
(1)2 套联轴器呈上下布置(图1)。除上部联轴器的联接套与熔融泵侧内齿套之间的铰制螺栓不进行安装以外,其他部件包括上部及下部联轴器的内齿套、内齿套、鼓形齿套、鼓形齿套、顶板、顶板、挡板、端盖、下部联轴器联接套以及密封件和螺栓、螺母等全部安装到位。

图1 联轴器总装
(2)在熔融泵泵下转子非传动端安装“齿轮泵转子固定工装”,确保该转子不能转动(图2)。

图2 齿轮泵转子固定工装
(3)消除减速器内部齿轮、轴承、联轴器内部花键及传动齿间隙。使用倒链按工作转向缓慢旋转减速器输入轴,使减速器的下输出轴按工作方向旋转,然后固定倒链,使减速器输入轴不能回弹。
(4)将上转子调整到极限位置a(图3a)。按熔融泵上转子工作旋转反方向缓慢旋转上转子,使齿轮泵上、下转子一侧齿面相互接触。

图3 熔融泵齿轮接触示意
(5)在熔融泵侧内齿套和联接套联接法兰上中心距较大的相邻铰制螺栓孔上安装测量销(图4)。
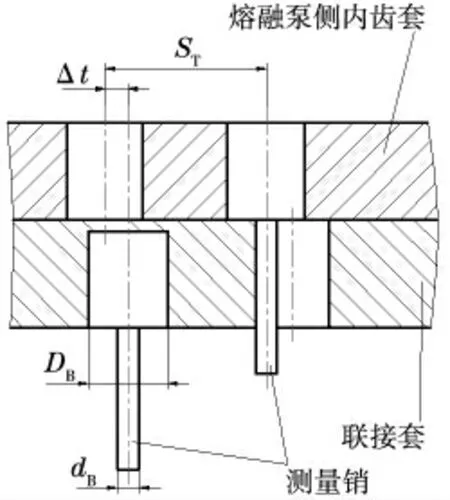
图4 测量销安装
(6)消除熔融泵侧上部转子内齿套内部间隙。使用拨杆按上部转子工作旋转方向旋转内齿套,但不要使转子发生转动,从而消除花键及传动齿间隙。
(7)消除减速器侧上部转子内齿套内部间隙。使用工装拨杆按上部转子工作旋转相反方向旋转内齿套,从而消除花键及传动齿间隙。
(8)使用2 个F 形夹钳将齿轮泵端上部转子内齿套和联接套的联接法兰夹紧(图5)。此时两零件联接法兰接触面应完全贴合,且两零件轴线应平行、止口到位。

图5 F 形夹紧钳安装
(9)使用游标卡尺测量2 个测量销的最大距离S1(图6)。
(10)松开F 形夹钳,将上转子调整到极限位置b(图3b)。按熔融泵上转子工作旋转方向缓慢旋转上转子,使齿轮泵上、下转子一侧齿面相互接触。
(11)重复(5)—(8)工序。
(12)使用游标卡尺测量2 个测量销的最大距离S1(图6)。

图6 尺寸测量
4 Δt 计算方法

式中 Δt——销孔中心错位值,mm,计算值
ST——同一联接法兰上相邻2 个铰制螺栓孔中心之间近似弦长,mm,计算值
Sm——转子啮合齿轮两侧间隙均等时的弦长,mm,计算值
dB——测量销小颈直径测量值,mm
S1——位置a 时弦长测量值,mm
S2——位置b 时弦长测量值,mm
d2——销孔中心圆直径,mm
n——销孔数量,个
5 对齿表的生成
一般熔融泵厂家会事先通过计算生成《对齿表》供用户在联轴器安装时使用,但有的厂家不提供该表,原厂备件上有钢印标识,用户按标识安装即可。但用户如果对联轴器进行国产化,即没有《对齿表》又没有标识,联轴器将无法安装,此时需要根据联轴器的相关尺寸,通过计算生成《对齿表》,以此作为安装依据,方能顺利完成联轴器的安装(表1)。

表1 某型号熔融泵联轴器《对齿表》节选 mm
该表采用穷举法,通过计算公式将熔融泵侧内齿套与减速器侧内齿套同向窜动的齿数进行组合,计算出每一对组合得出的Δt 数值,生成《对齿表》。在联轴器安装时,根据测量及计算得出的Δt 值,在《对齿表》中可查到熔融泵侧内齿套和减速器侧内齿套需要窜动的齿数。以某公司某型号熔融泵为例,Δt 值共5550 组。
假定联轴器在联接套与两侧内齿套的铰制螺栓孔完全对正的情况下,此时Δt 应为0(±0.08)mm,以此为起点,同方向分别窜动减速器侧内齿套以及熔融泵侧内齿套,窜动不同的齿数就会得到不同的弧长差,通过ST的倍数进行修正,就可得到相邻孔之间的最小中心距即Δt。

式中 Z1——减速器侧内齿套齿数,个
Z2——熔融泵侧内齿套齿数,个
C1——减速器侧内齿套窜动的齿数,个
C2——熔融泵侧内齿套窜动齿数,个
d2——联接法兰铰制螺栓孔孔心圆直径,mm
说明:①通过电子表格建立公式可以算出每一个组合的Δt值;②测量销应装在孔心距较大的2 个铰制螺栓孔之间,计算出的Δt 值应<ST/2,如果计算出的Δt 值>ST,则应进行修正,修正公式为Δt=K×ST-Δt 的计算值,K=Δt/ST(四舍五入取整数倍)。
6 对齿调整方法
若计算得到的Δt=0(±0.08),则可以直接安装联接套与熔融泵侧内齿套之间的铰制螺栓,否则按以下工序进行。
(1)拆除量销和上部联轴器的联接套。
(2)如果Δt>0,调整时将减速器侧和熔融泵侧内齿套从各自鼓型齿套上拆下,均按工作方向,根据Δt 计算值在《对齿表》查出两侧内齿套需要窜动的齿数,各自窜动相应的齿数重新安装(图7b);如果Δt<0,调整时将两侧内齿套从鼓型齿套上拆下,按工作反方向,根据Δt 计算值在《对齿表》查出内齿套需要窜动的齿数,各自窜动相应的齿数重新安装(图7c)。

图7 内齿套与联接套相对位置
(3)再次安装联接套、铰制螺栓以及其他部件。
(4)拆除减速器输入轴锁紧装置和转子固定装置。
(5)添加耐高温润滑脂,至此联轴器安装完毕。
