承压设备用焊接材料标准对比研究
2021-08-25孙凡雅
孙凡雅
(中国石油大庆石化公司,黑龙江大庆 163000)
0 引言
承压设备作为特种设备之一,其所使用的焊接材料,应具有更高的技术要求。做好承压设备技术标准化、完善相应的技术准备工作是非常必要的。
1 承压设备用中外焊接材料的国家标准
焊接材料的国家标准代表了各个国家焊接材料的普遍水平。中国焊接材料标准与世界各国相比是较为齐全的。中国较为完善的焊接材料标准为我国承压设备用焊接材料行业标准的编写做好了铺垫。
1.1 焊条国家标准
美国、日本、欧洲作为工业体系十分先进的国家及地区,其焊接材料的国家标准也更为先进、齐全,在世界范围内具有很强的影响力。其中,欧洲标准对国际标准影响更大,很多欧洲标准在产生后很快就成为国际标准。此外,日本对中国出口焊材量最大,品种也较为丰富,因而日本国家标准对我国焊材国家标准也有较大影响。我国焊条国家标准的编制过程中,较多地参考了美国在此方面的相关规定。另外,我国埋弧焊用不锈钢焊丝和焊剂的国家标准的编制是以日本为主要参考对象。中外焊条国家标准对比见表1。

表1 中外焊条国家标准对比
1.2 焊丝国家标准
焊丝国家标准主要有两类:一是冶金系统编制的、市场能充分供应的GB/T 14957—1994、GB/T 14958—1994 和YB/T 5092—2005,二是以美国国家标准为基础编制的GB/T 81108—1995。中外焊丝国家标准对比见表2。
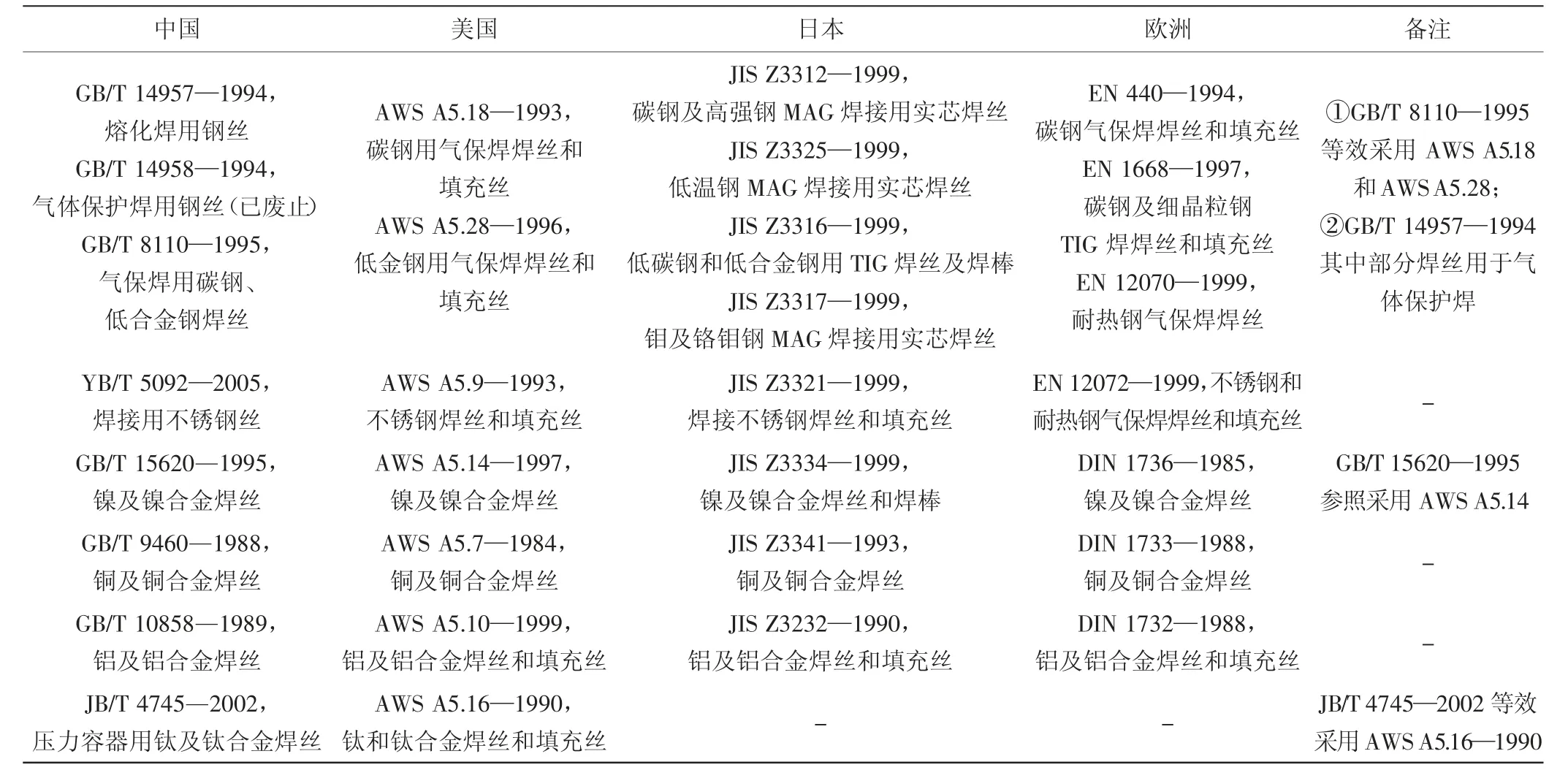
表2 中外焊丝国家标准对比
1.3 我国焊接材料标准缺陷
与美、日等国家的焊材国家标准进行对比分析,可发现中国的焊材国家标准还存在一些缺陷和不足之处。
我国焊丝国家标准是针对常见焊接方法制定的、具备通用性、普遍性的焊丝标准,并没有针对不同焊接方法专用焊丝制定专门的国家标准。在此方面,日本将焊丝国家标准划分得更加细致,如TIG(Tungsten Inert Gas,非熔化极气体保护电弧焊)用焊丝标准、MAG(Metal Active Gas Arc Welding,熔化极活性气体保护电弧焊)用焊丝标准等,而我国国家标准中并未严格区分这两种用途。
我国焊材国家标准中,没有区分焊丝与填充丝,缺少专门的焊丝与填充丝标准。焊丝与填充丝的技术要求和化学成分存在区别,前者可充作填充丝,但后者在一些情况下不能作为焊丝使用。国际上,美国和日本实现了焊丝与填充丝标准的区分。
1.4 承压设备对焊接材料的要求
焊接材料国家标准是对焊材的通用性要求,本身具有普遍性。承压设备作为特种产品,对焊材有专门的特殊要求,通用的焊材国家标准无法满足承压设备的制造及安全需要。
中国编制的承压设备焊材标准,对承压设备焊材技术要求进行了详细规定。而国外是将焊材国家标准作为产品最低技术要求,各家生产商则利用高技术要求的产品样本,来满足特种设备需求。
2 中外焊接材料对比
中外焊材对比主要是各级标准对比,国家标准是针对焊材做出通用的、普遍的、基础性要求,而产品样本可视作企业产品标准。对比各国焊材技术水平,一般是参照焊材厂产品样本上的产品牌号,其上有各厂的技术要求,这些要求大多高于国家标准。本文以四川某焊接材料生产公司A、天津某焊材制造公司B作为中国代表产品:A 厂以生产电焊条、焊丝、焊剂为主,产品样本中将承压设备用钢焊条技术条件单独列出;B 厂有200 余种焊材产品,焊条产量位于国内前列。同时,选取国外3 家有代表性的焊材公司,分别是美国HOBART、日本神户制钢所和瑞典ESAB 公司,这3 家公司均为世界知名厂商,焊材质量、技术、产量都位于世界前列,产品也已在中国市场内广泛流通。因焊材特性较多,此处只分析熔敷金属化学成分及力学性能,并将其中外标准进行对比。
受时代影响,我国承压设备用焊材统一牌号沿用至今,这是中国独有的,国内焊材生产、使用相关人员对其也较为熟悉。但在市场经济影响下,统一牌号受到冲击,一些焊材厂对此进行了修改,外资企业则另有自己的牌号规定。
中美低合金钢焊条国家标准中,均包含带有“-G”的型号,这是对不属于该标准体系范围焊条的另案处理。若焊条金属化学成分中,某一合金元素达到“-G”型号规定范围,即可将此焊条归类为“-G”。带“-G”型号的焊条对硫、磷含量不做要求,也不规定熔敷金属冲击韧性。
总体来看,碳钢焊条、不锈钢焊条的熔敷金属化学成分及性能,各国标准、各厂牌号间基本相同,不同之处在于焊接工艺、使用范围等方面。但在低合金高强度钢焊条上,国际差异较大,各国标准、各厂牌号间各有不同,其使用范围、焊接工艺性能等方面也存在较大差异。此外,低温钢焊条,国内外标准也存在很大不同,国内以锰、镍为主,国外焊条则会加入钛、硼元素,以获取低温韧性。
对比国内两家公司和国外3 家公司的焊条牌号,并进行分类统计分析后可知,日本神钢焊条低氢型药皮焊条高达67%,交直流两用的低氢型药皮焊条占总量61%,此种焊条焊接工艺性较强,受到焊工的广泛欢迎,且有利于环保。美国HOBART 低氢型药皮焊条为82%,交直流两用占总量31%,与日本神钢差距非常显著。中国两家公司交直流两用焊条较少。
日本焊条国家标准规定了弯曲试验相关内容,而中、美、欧洲均未要求做弯曲试验。欧洲提出了熔敷金属抗拉强度的上限值与下限值,我国标准较欧洲更为严格。
3 对我国承压设备用焊接材料的展望
我国承压设备用碳钢焊条、低合金强度钢焊条品种较少,与美、日相比,钛铁矿型、铁粉氧化铁型等相对少见。就国际行业发展趋势而言,承压设备焊材的实际需求多种多样,我国应在承压设备焊接要求的基础上,适当扩大焊条渣系范围,增加焊条种类。
属于“-G”型号的焊条,国内已在合金化体系技术上进行焊条的研发,产品也投入工业化生产,并获得了良好的反响,部分企业标准可与国际知名厂商比肩,但总体来看,熔敷金属中磷含量还需进一步减少。
为适应承压设备的长输管道建设,我国应加快开发并完善低氢型药皮焊条、定位焊专用焊条等。同时应推广低尘焊条、耐吸潮焊条,以加强劳动保护,提高生产效率。
我国承压设备低温钢焊条牌号较少,相对落后于国际水平。就低合金耐热型焊条而言,国内外合金体系相同,合金成分、力学性能差距较小,但国产铬钼钢焊条与日本产品依然存在一定差距。
国际上不锈钢焊条的合金化体系,各国间几乎没有差异,但在耐腐蚀性能、焊接工艺等方面有一定区别。瑞典ESAB 公司生产的不锈钢焊条,均有铁素体数标识,且具有较好的操作性能。国内不锈钢焊条应改善操作性能、熔敷金属抗裂性能,开发高效不锈钢焊条。
4 结语
通过对比承压设备用焊接材料的中外标准,分析美国、日本和欧洲的焊材国家标准,总结我国焊材特点,指出了中国焊材标准的不足,对未来承压设备用焊材发展进行了预测。
