机械零件平键键槽对称度便捷式检测仪的设计
2021-08-23刘建
刘 建
(贵州农业职业学院,贵州 贵阳 551499)
1 平键键槽对称度现有的检测方法
平键键槽对称度(图1)的检测,是一个看似简单的精度检测问题,但长期以来,生产现场无法有效地检测,这是平键键槽加工中存在的困扰。当前常用的几种检测方法是:

图1 平键键槽对称度
a.在偏摆仪上用顶尖定位,用百分表靠在平键上,通过换算比较尺寸进行检测。这种方法检测效率太低,键槽自身尺寸误差又是测量理论误差,所以该方法不适宜批量生产。
b.用三坐标检测仪检测。这种方法检测效率低下,检测设备成本太高,必须专人检测,也不适宜批量生产。
c.用平键键槽对称度游标尺检测。这种方法同样存在检测定位误差的问题(键槽自身尺寸误差即理论定位误差,键槽定位面太小,定位不可靠),检测精度不稳定,操作技术要求较高,现在很少使用。
d.用专用检测工艺装备配合百分表、游标尺等进行检测。这种方法首先结构比较复杂,检测效率高,属于零件专用检具,主要是没有通用性。
孔类平键键槽对称度的检测,也存在同样的问题。
由于平键键槽对称度现有的检测方法都存在一些生产现场不易操作性,导致如前面所述存在的问题,下述测量仪“键槽对称度便捷式检测仪”包括轴上键槽检测仪和孔类键槽检测仪,解决生产现场检测问题。
2 轴上键槽对称度检测仪结构设计
如图2、图3所示:2是千分尺测微头(标准件)、3是千分尺测微头活动支座、4是千分尺测微头固定支座、5是固定测量头带滑导、6是活动测量头带滑条、7是压板、8是测量头张开楔块、9是测量头张开楔块压紧螺钉、10是工件定位压紧螺钉、11是测量头退松弹簧,上述元器件由紧固件连接组成检测仪。1是被检测工件。12是测量仪对正调整块(图4),轴上键槽检测仪初始精度调整方法(图5)。

图2
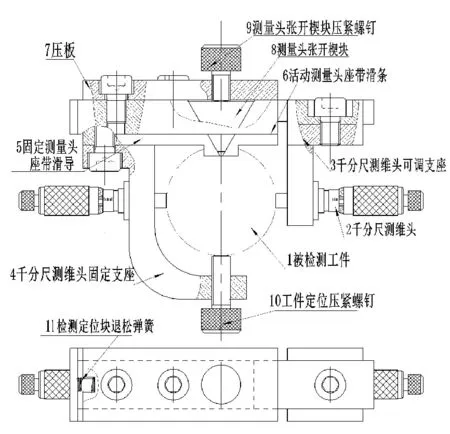
图3

图4

图5
检测仪测量头和测量仪对正调整块应该延轴向有一定的长度,才能确保测量仪能可靠定位。
检测时,活动测量头带滑条6的滑条可在固定测量头带滑导5的滑导中滑动。固定测量头带滑导5和活动测量头带滑条6,被测量头张开楔块8在张开楔块压紧螺钉9的推压下张开,两测量头靠实被检工件键槽两侧面,起定位作用,再旋转工件定位压紧螺钉10,适当压紧被检工件,使被检工件键槽可靠定位在检测仪测量头上(因为键槽加工工艺,键槽侧面与键槽底面是垂直状态),再用两个千分尺测微仪测量被检工件母线的位置尺寸,两个千分尺测微仪读数之差,即被测工件键槽对称度实际误差。当旋转退回测量头张开楔块压紧螺钉9时,测量定位块退松弹簧11自动拉回活动测量头带滑条6,测量头张开楔块两斜面始终与两测量头上面的斜面接触,确保其稳定性。
检测仪初始精度的调整方法与对称度检测方法相近(如图5所示),调整指标是千分尺测微头支座的固定位置,适当放松其固定螺钉就能方便调整,调整至两千分尺测微头测量读数一致,此时检测仪理论上是零误差状态。

检测操作步骤及原理
每一标准尺寸规格的平键,都应该有相应规格的检测仪,但该检测仪又必须能检测相应范围的直径,但千分尺测微仪的测量杆直径一般只有6~8 mm,对于直径大于50 mm的各规格键槽,无法达到相应范围全部直径的检测,所以对于直径大于50 mm的对应键槽检测仪,其千分尺测微仪支座应该根据尺寸要求进行可调整设计(图6),松开高度调整螺钉就可以调整千分尺测微仪支座高度位置,同样松开宽度调整螺钉就可以调整千分尺测微仪支座宽度位置。也可以按直径大小增加相应的检测仪规格,这样每一标准尺寸规格的平键,就有几种不同尺寸范围的千分尺测微仪支座。

图6
2 孔类键槽对称度检测仪结构设计
如图7、图8所示:孔内键槽对称度便捷式检测仪结构,1是定位块组件(图9),2是辅助压力弹性件、3是检测尺寸部位,4定位块辅助压力弹性件,5机构体,6挡板,7被检测孔。

图7

图8

图9
如图9所示:定位块组件,其结构由两块定位基准块和扩张定位楔块组成,检测时两侧面直接和键槽两侧面接触定位,两侧面分别与左右圆孔两侧母线间的尺寸之差,即对称度实际误差(见图8检测尺寸3)。
同样孔类键槽对称度检测仪定位块组件延轴向也有一定的宽度,才能确保定测量仪可靠定位。
如图10所示:机构体组件,由机构体和挡板组成。将定位块组件安装在机构体内部部,用挡板盖住,就完成了整体结构。
图10
检测时,固定放置工件使键槽在孔下方,先将定位块组件中的扩张定位楔块向上抬起,在定位块辅助压力弹性件挤压下,定位块组件厚度变窄,可以将对称度检测仪直接放进被检孔内,定位块组件定位部分放进键槽,辅助压力弹性件从上压住对称度检测仪,使定位块组件底部靠实键槽底部。这时将定位块组件中的扩张定位楔块向下压,使其自锁不能滑回,完成定位。用内径千分尺、游标卡尺等量具测量定位块组件两侧面分别与左右圆孔母线间的尺寸,并记录所测量尺寸,该两尺寸数据之差即键槽实际对称度误差,若是检测小型的孔键,可用圆柱销塞规检测。定位块组件靠紧键槽后,其上方有散开的趋势,由定位块辅助压力弹性件挤压消除这个趋势。拆除时向上抬起扩张定位楔块,直接取下。
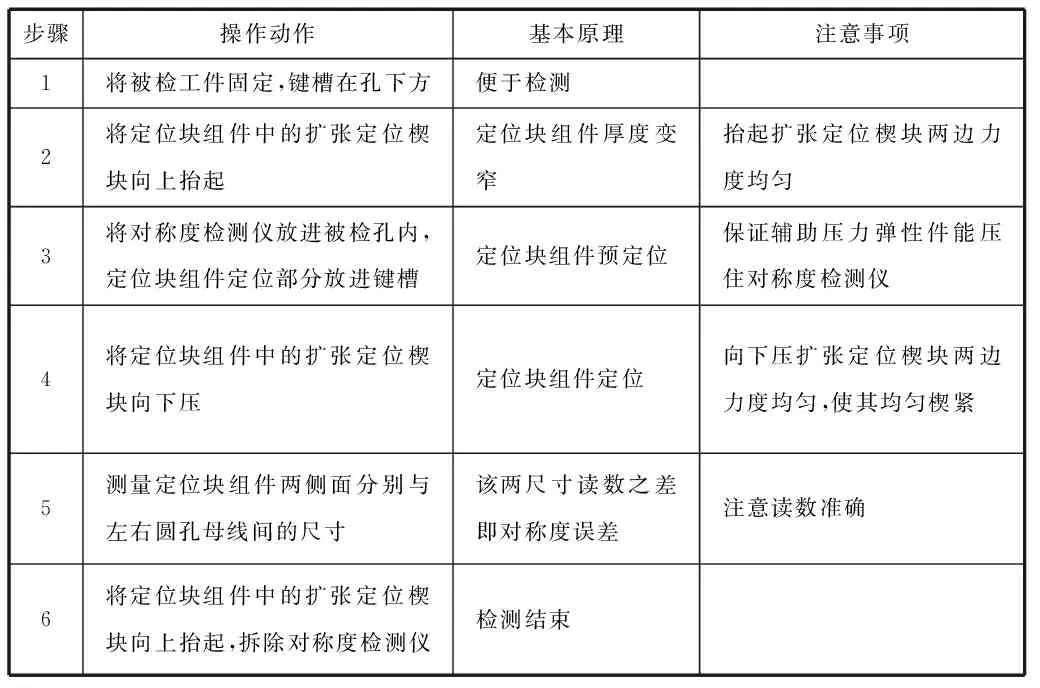
检测操作步骤及原理
同样每一标准尺寸规格的平键,都应该有相应规格的检测仪,为了使检测仪能检测相应范围各尺寸直径,可以更换辅助压力弹性件,根据直径大小更换辅助压力弹性件,确保辅助压力弹性件能压住键槽检测仪。
3 检测仪的精度调整与校检
按计量法要求,两种“键槽对称度便捷式检测仪”使用前都应该按时经过计量检测部门的检校,轴上键槽检测仪需校检项目为:(1)标准对正调整块对称度误差和两侧平行度误差,(2)两千分尺测微头精度,(3)与键槽侧面接触的两测量头测面的平行的误差,(4)两测量头底面与两测量头测面的垂直度误差。孔类键槽检测仪需校检项目为:(1)定位块组件两侧面的平行度误差,(2)定位块组件两侧面分别平面度误差,(3)定位块组件两侧面与底面的垂直度误差。
