国产600MW水轮发电机磁轭T型切向键焊缝裂纹分析及处理
2021-07-13吴涛陈育红唐渊
吴涛 陈育红 唐渊


摘要:转子被称为水轮发电机组的心脏,其装配质量直接影响整个机组的安全稳定运行。构皮滩发电厂#5机转子磁轭T型切向键焊缝开裂的现象,影响到机组安全、稳定运行。通过分析了焊缝开裂的原因,并提出了具体的技术修复措施及采用加强支撑筋板的解决方案。通过实验运行后机组运行工况优良。对其它电站同类型机组切向键焊缝裂纹分析处理工作,具有一定的借鉴作用。
关键词:水轮发电机组转子磁轭;切向键;裂纹;支撑筋板
引言
构皮滩发电厂#5发电机为东方电机厂设计、研发、制造,发电机采用具有立轴半伞型结构,型号为SF600-48/13850。转子主要由转子中心体、圆盘式转子支架结构、磁轭和磁极组成。圆盘式转子支架由中心体和分瓣扇形支臂在工地组焊成整体,支臂下部设制动环板。转子磁轭采用优质高强度钢板(DER500)冲片迭压而成,采用分段结构,分上、下两段,段间用间隔块隔开,每段用高强度螺杆35CrMo把合成整体。同时还设置16个加强键增加磁轭的整体性,将两段连成整体。磁轭与转子支架采用热打键的连接方式,在转子支架上均匀设有16个大立筋,用16对磁轭键固定以及若干调节键调整大立筋与磁轭键之间的间隙。转子磁轭还设置上下各16对切向键传递扭矩。
1 切向键焊缝开裂现象
1.1转子磁轭下部切向键焊缝开裂情况介绍
构皮滩发电厂在2020年8月、10月对#5发电机重要金属部分进行转动部分中,检查人员发现转子磁轭下部T型切向键与搭块焊缝间焊缝出现裂纹,裂纹靠近切向键侧。经与主机厂家沟通确定方案后,打磨清除裂纹,作增大焊脚处理。
2021年汛前检修时检查发现转子磁轭下部切向主键与搭块焊缝间焊缝再次出现裂纹,包括10月进行处理后的切向键。其中共16件搭板,焊缝均出现不同程度的开裂,其中有2件搭板母材出现裂纹,如下图1a所示。搭板厚度20mm,材质为16Mn。两侧径向焊缝为10mm角焊缝,切向焊缝为14mm深单侧坡口焊缝,焊脚为10mm。
1.2 转子磁轭上部切向键焊缝开裂情况介绍
#5发电机A修于2021年11月22日作115%过速试验,在机组发电机转动部分检查时发现,发电机转子磁轭上部切向键搭板焊缝存在裂纹(下部切向键焊缝检查无异常),已延伸及部分搭板母材,共有11处。通过仔细检查11部位,发现裂纹在驱动侧,部分切向主键下侧向转子内圆侧发生倾斜外移,见下图1b所示。
2 存在的安全隐患
发电机转子磁轭切向主键搭板及转子支架焊缝裂纹有以下3点安全隐患:
2.1机组频繁启停切向主键搭板焊缝裂纹会逐渐增大,甚至与转子支架分离,完全失去传递扭矩的作用,影响转子的动力不平衡性,严重会导致磁轭与转子支架产生周向位移及磁轭与磁极的径向位移,进而造成转子失稳及“扫膛”等重大事故;
2.2切向主键搭板焊缝全部裂开后,存在脱落的风险,高速撞击推力油槽,导致推力轴承及其附属设备损坏或风洞内其它设备受损;
2.3切向主键搭板焊缝全部裂开后,导致转子支架在高速旋转中承受巨大的不平衡力,易造成转子支架受到不可逆转的损伤。
3 切向键焊缝开裂原因分析
3.1 转子磁轭下部切向键焊缝开裂
3.1.1 构皮滩发电厂水轮发电机组属调峰调频的大型机械设备,在汛期调峰调频工作需求情况下,机组频繁启停,经常会处于低负荷或者靠近振动区域的负载下运行,机组振动非常大,以及停机时的超高线速度,对转子的运行状态有一定的不利影响。并且转子在运转中,切向键作用是传递主要的扭矩并承受磁轭离心力及热膨胀力的影响产生裂纹。
3.1.2 焊缝开裂位置为切向主键与搭块间轴向限位焊缝(搭块与转子支架间焊缝未发现异常),原焊缝焊材为普通焊材,焊材延伸率偏小,机组投产已12年之久,该焊缝易发生疲劳开裂。
3.2 转子磁轭上部切向键焊缝开裂
3.2.1 转子磁轭切向主键在机组升速和降速的过程中均为驱动侧承压,过程中磁轭因膨胀和收缩,在磁轭切向主键与副键之间存在相对滑动或趋势,存在较大的摩擦力,其作用重心与磁轭切向键搭板有较长的力臂,形成力偶,该力偶最终由搭板与转子支架焊缝承受,该侧焊缝受交变应力影响,导致疲劳裂纹。
3.2.2 从结构上分析,限位切向键支撑筋板细长,径向宽度不足(未延伸至轉子支架上环板)承力高度方向刚度太弱,造成受磁轭热胀冷缩的交变应力【1】影响,导致搭板与转子支架之间焊缝裂纹延长。
3.2.3 从焊缝开裂情况分析,原磁轭切向键搭板焊缝可能存在焊接起弧缺陷。
3.2.4 在汛前检修时,已对下部16对切向键焊缝进行气刨清根打磨,并将其所有角焊缝焊脚尺寸增加15mm以上,下部焊缝强度得到有效增强,但机组在运行,上部切向键所承受的交变应力使焊缝薄弱处内部产生裂纹。并且机组检修时,机组各部应力得到有效释放后,经过多次开停机试验及115%过速试验时,切向键和搭板应力水平、交变应力幅更高,导致焊缝裂纹加大并有效体现。
4 切向键焊缝裂纹处理措施
4.1 转子磁轭下部切向键焊缝开裂
4.1.1对下端16个转子磁轭切向主键焊缝进行气刨清根打磨,并在搭板短边增加坡口,如下图2所示。并将其裂纹已整条贯穿搭板的母材气刨割除后更换新的搭板(Q345B),搭板与转子支架焊接使用507焊条,与键焊接处使用316L焊条,焊缝根部使用φ3.2 焊条打底,每道焊后使用风铲锤击清渣,起收弧应错开直角部位,切向主键与搭块焊缝焊脚增大至15-16mm;
4.2 转子磁轭上部切向键焊缝开裂
4.2.1 将所有搭板与转子支架上环板开裂焊缝进行打磨清根,直至裂纹消失。
4.2.2 采用507焊条重新焊接,在焊接起始位置清根并加焊处理,经PT 探伤检查无任何缺陷,PT 探伤检查标准按 ASME 第Ⅷ卷附录 8 进行。
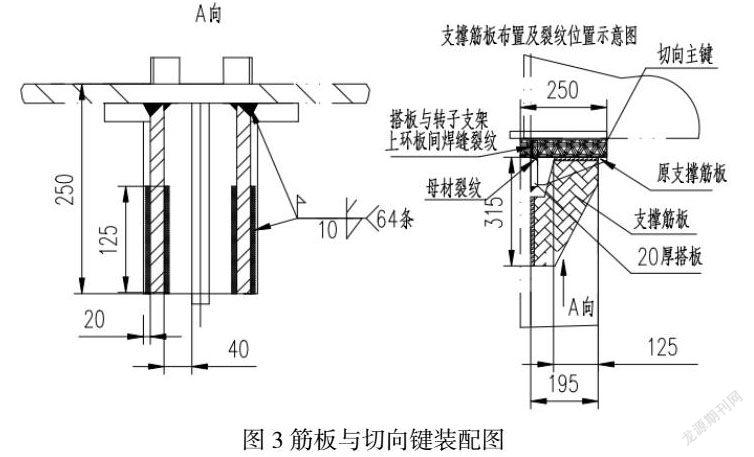
4.2.3 支撑筋板的装配:按照设计图纸,装配支撑筋板,筋板与切向键和上环板间隙均匀,且控制“贴合越严密越好”,必要时进行打磨调整,错口不大于1mm,垂直度不大于1mm,合格后搭焊固定。考虑检修周期及原切向键长度已足够,切向主键不考虑作复位处理,这样可以使所有切向键受力不变,且基本均匀。
4.2.4对未裂纹处原切向键搭板焊缝,进行焊接起弧位置加焊处理, 确定出补强焊缝的区域,将该区域进行打磨露出金属光泽,经PT 探伤检查无任何缺陷,PT 探伤检查标准按 ASME 第Ⅷ卷附录 8 进行。
4.2.5 焊接前,应彻底清理去除补焊区域及支撑筋板位置处40mm范围内的油、锈、油漆等有害杂质。
4.2.6 焊接顺序:首先对支撑筋板立焊缝进行立向上焊接,焊接顺序采用多道分段退步焊【2】,宽度不允许摆动,减少变形。并且焊接正反面筋板板时要正反面轮流焊,不可将焊角一次焊完。采用同样顺序焊接筋板与上环板的横焊缝。除第一层和最后一层焊缝外,其他焊缝以锤击方式消除应力【3】。
5 结语
通过对#5发电机转子磁轭切向键焊缝裂纹原因进行分析处理,并根据按 DL/T 507-2014《水轮发电机组启动试验规程》【4】要求进行115%过速试验、甩25%及100%负荷停机全面检查转动部分,检查无异常。
本文以构皮滩发电厂#5发电机转子在生产运行中出现问题,并对所出现的问题进行了原因分析及制定了相应的处理措施,消除了设备的重大缺陷,解决了机组运行中的安全隐患,为机组的安全稳定运行提供了可靠保障,确保了构皮滩发电厂#5水轮发电机组的长期稳定运行,为企业创造了巨大的经济效益,为企业的发展做出了贡献。
同时对其他电站同类型机组起到警示作用,严格按照《防止电力生产重大事故的二十五项重点要求》制定相应反措,并對该部位进行定期与系统检查,及时消除隐患,及对其它电站同类型机组切向键焊缝已出现裂纹分析处理工作,具有一定的借鉴作用。
参考文献
[1]郭红喜,水布垭水电厂发电机转子变形浅析.湖北水利发电,2009年第3期
[2]王广成、张海英、何万成,白云300MW发电机转子支臂裂纹分析与处理.华北水利水电学院学报,2003 年6月第24卷第2期
[3]洪德超, 转子支架中心体内筋板开裂问题处理.防爆电机, 2017年第二期
[4]《水轮发电机组启动试验规程》:DL/T 507-2014[S]
