基于可编程控制器的海带自动打结机控制系统设计
2021-07-07夏中峰尚书旗王东伟何晓宁尹诗洋
夏中峰,尚书旗,王东伟,何晓宁,尹诗洋
(青岛农业大学机电工程学院,山东青岛 266109)
联合国粮食及农业组织2018年《世界渔业和水产养殖状况》[1]统计数据显示,我国海带养殖面积是47.3×103hm2,年产量为629.3万t,海带结平均单产20 kg/hm2左右,占世界养殖海带总产量的71%[2-6]。我国农业生产结构的调整和海带打结产业发展空间的不断扩大,使海带养殖总产量大幅提升,为我国带来巨大的经济效益,提供了大量的工作岗位,但也显露出越来越多的问题[7]。目前海带结全部是由人工打结而成,而海带多处于潮湿、多盐状态,工人手指长期接触海带,造成严重损伤,甚至出现手指变形和指甲脱落现象,因此,海带加工企业愈来愈难雇佣到娴熟的员工[8],劳动生产率逐渐下降,这成为制约海带结出口的主要因素。
目前海带自动打结机的市场尚属空白,本文研制一套适合企业的海带打结设备,为实现海带打结的智能化生产奠定技术基础。
1 系统结构及工作原理
1.1 海带打结方法
应用仿生学模仿海带徒手打结,分解动作如图1所示,可分为以下四个步骤:
(1) 夹取,右手两指夹取海带条送至左手四指上,将海带条平铺至四指上;
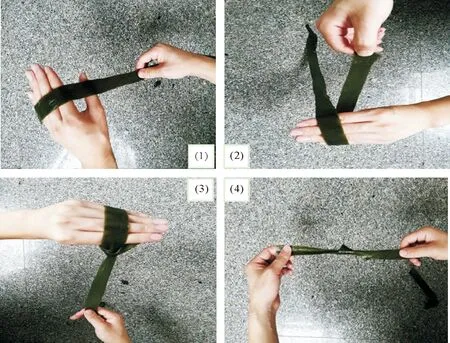
(1)夹取 (2)缠绕 (3)打结 (4)切断图1 海带徒手打结分解动作Fig. 1 Decomposition movement of manual kelp knotting
(2) 缠绕,右手两指将海带条围绕左手绕1.3圈至四指内侧,并使右手两指与左手四指保持一定距离;
(3) 打结,右手两指夹取海带条一端绕至左手无名指与中指间并夹紧,两手分别向相反方向运动,完成打结动作;
(4) 切断,两手夹住海带两端并在固定刀座上快速划过,海带被切断,海带结落入收集箱。
1.2 海带自动打结机结构与原理
基于可编程逻辑控制器(Programmable Logic Controller,PLC)的海带自动打结机自动输送装置由海带打结缠绕装置[9-10]、海带切断装置以及PLC控制系统组成,具体结构如图2所示。显示屏位于电控箱上端。控制箱主要包括控制系统的核心控制器PLC、驱动器和直流电源开关等元器件。将编辑好的控制程序进行检查、编译、联机到PLC控制器的存储器中。自动打结原理如下:
(1)将切好的海带条放在并排设置的10列U形槽型板上,通电之后,程序自动执行,夹取夹手与打结夹手锥形夹同时运动至同一水平线上,压海带轮通过摩擦U形槽型板传送海带条,光电传感器定位海带条的初始位置。
(2)当海带条前端到达指定位置时,夹取夹手夹住海带条前端,围绕打结夹手锥形夹进行360°缠绕动作,此时,夹取夹手、打结夹手锥形夹和物料进给U形槽型板相互间保持18 cm的距离和一定角度(由控制器控制夹取夹手摆动角度),使海带条具有一定的拉紧力,防止其脱落。
(3)当夹取夹手与打结夹手锥形夹呈90°时,夹取夹手停止运动,缠绕动作完成,此时夹取夹手围绕打结夹手锥形夹缠绕1.3圈,海带条形成一个封闭“Q”形环。
(4)打结夹手锥形夹夹住海带头,切断夹手夹住海带条的尾端,打结夹手锥形夹与切断夹手相互反向用力并拉紧,形成一个完整的海带结。最后,由切断夹手上的切刀剪断海带尾部部分,海带结自然落入收集箱。
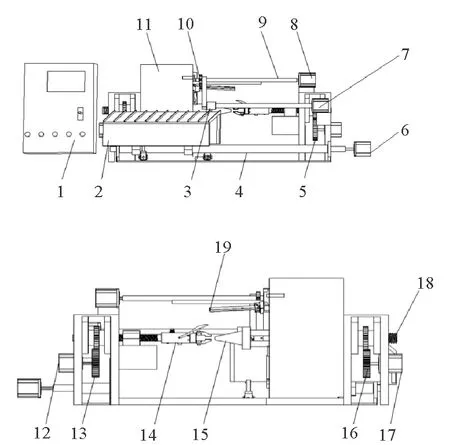
1.配电箱 2.物料进给U形槽型板 3.压海带轮 4.丝杠Ⅰ 5.标准直齿圆柱齿轮 6.步进电动机Ⅰ 7.步进电动机Ⅱ 8.步进电动机Ⅲ 9.连杆 10.铰链齿轮 11.滑环 12.步进电动机Ⅳ 13.切断标准齿轮 14.切断夹手 15.打结夹手锥形夹 16.打结标准齿轮 17.伺服电动机Ⅰ 18.打结丝杠 19.夹取夹手图2 基于PLC的海带自动打结机Fig. 2 Kelp automatic knotting machine based on PLC
1.3 关键工作部件结构与控制策略
1.3.1 缠绕装置结构与控制
打结缠绕装置结构如图3所示,伺服电动机通过标准圆柱齿轮驱动丝杠,电动夹手锥形夹安装在丝杠上,并由伺服电动机驱动其前后移动。电动夹手和伺服电动机安装在深沟球套筒上,并和安装在套筒里面的打结夹手锥形夹相互配合完成夹取动作,套筒中间开有直径约为67 mm的中心孔,电动夹手焊接在深沟球轴承上,便于夹取、缠绕海带。
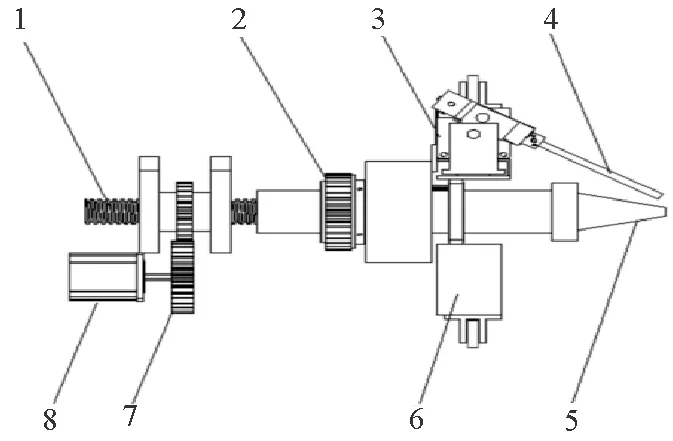
1.打结丝杠 2.缠绕标准圆柱齿轮 3.夹取伺服电动机Ⅱ 4.夹取夹手 5.打结夹手锥形夹 6.铅块 7.打结标准圆柱齿轮 8.伺服电动机Ⅰ图3 缠绕装置结构Fig. 3 Structure of winding device
通过编写PLC主程序控制,采用慢速前进、快速收回运动方式,推动丝杠连接的电动锥形夹前进,调动丝杠的前后移动位置,根据海带厚度使用驱控一体、夹持力稳定的电动夹手完成海带缠绕动作,其目的是防止海带表面营养钵体“甘露醇”的损坏。这种打结缠绕方式可以实现精准、快速打结缠绕,有效提高成结率。
1.3.2 切断装置结构与控制
切断装置结构如图4所示,主动齿轮I与从动齿轮Ⅱ安装在丝杠装置上,丝杠安装在由并排放置的两个深沟球轴承上,在丝杠右端顶部位置安装一个电动夹手,并在电动夹手中心位置连接一个电动切刀,其目的是在完成1.3.1节缠绕动作后,夹住并切断海带条尾端部分,使海带结落入收纳箱。
PLC控制程序编程时,需要调用PLC属性参数,在步进时序顺控指令的配合下,设计海带打结切断控制程序。采用多个基准定时器,通过软件分析各输出状态,达到时序控制,实现全自动打结工序。
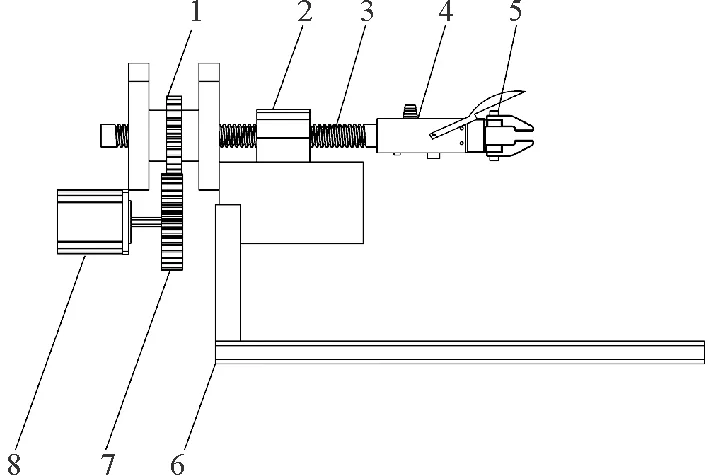
1.主动齿轮I 2.滑动轴承 3.切断丝杠 4.切断夹手
2 PLC控制系统硬件设计
2.1 系统组成及工作原理
本设计以PLC为控制核心,利用控制技术、人机协作技术、远程遥控技术进行开发,PLC控制系统核心部分由硬件与软件两部分构成。硬件主要包括PLC、人机界面(触摸屏)、伺服电动机、EFG-8电动夹手(NPN型)、24 V直流电源、起始开关、滑环、步进电动机、YBLX-ME型行程开关、漫反射光电传感器等。系统通过人机界面设定海带打结的作业参数,3个电动夹手和电动机有机结合,确保海带打结准确,并可通过传感器识别海带结、计算打结数量,传送到人机界面。系统硬件组成及其电气控制原理如图5、图6所示。
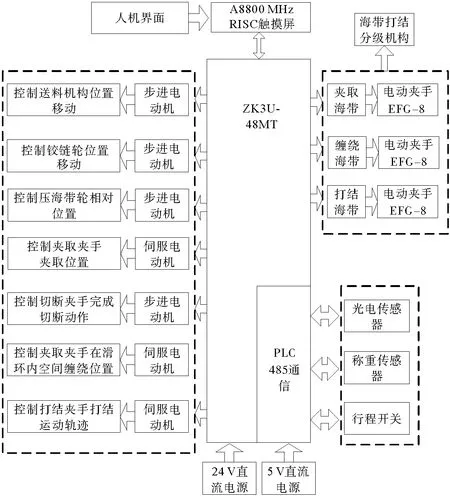
图5 PLC控制系统组成Fig. 5 Composition of PLC control system
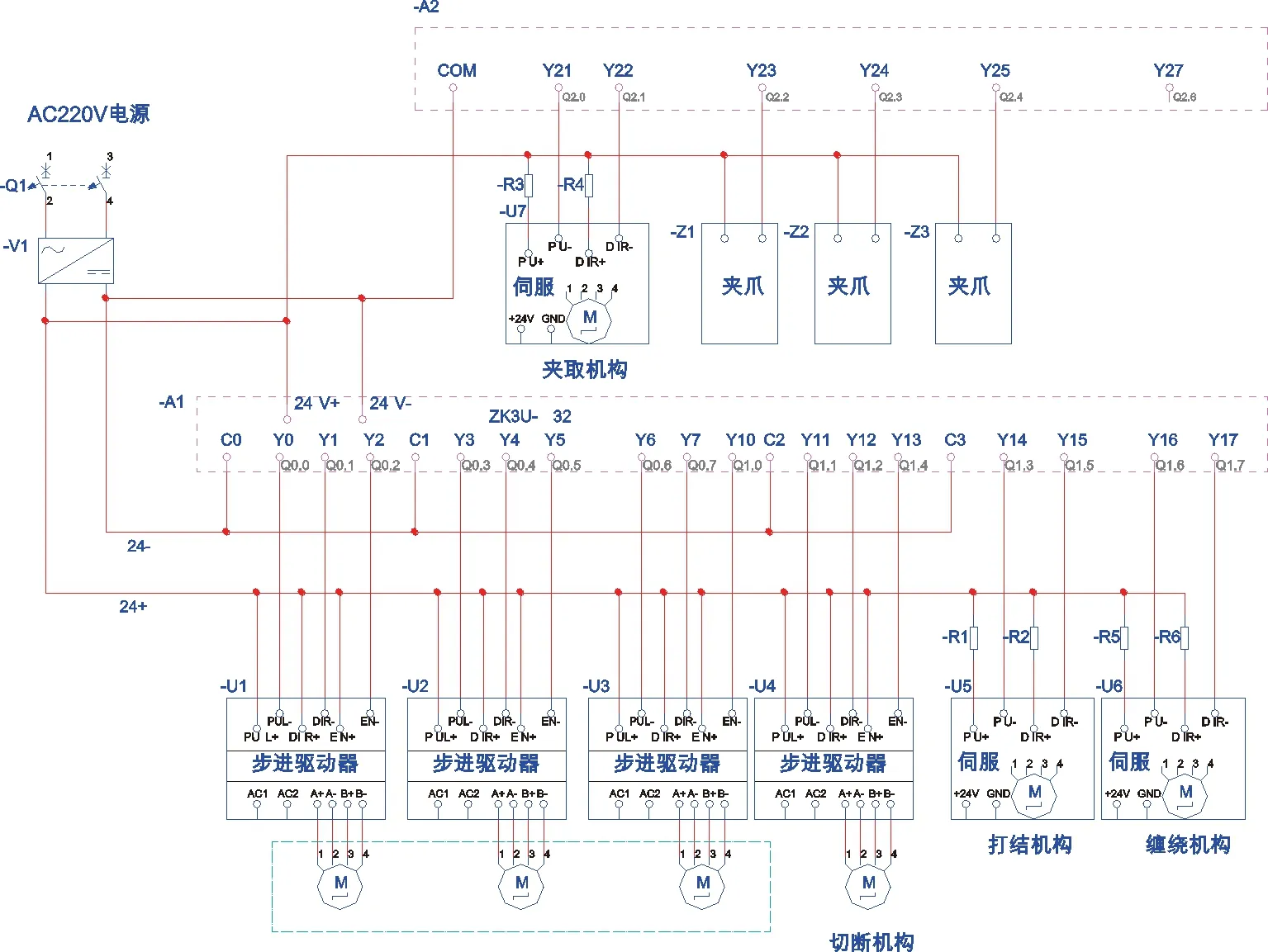
图6 海带自动打结机电气控制原理Fig. 6 Electric control principle diagram of kelp automatic knotting machine
在现场操作控制中,还包括打结部分的极限位置、压轮、打结、缠绕、移动、伸缩电动机、夹持电动机、锥形夹电动机、切断电动机等的控制参数。具体的输入输出参数对应关系如表1所示。
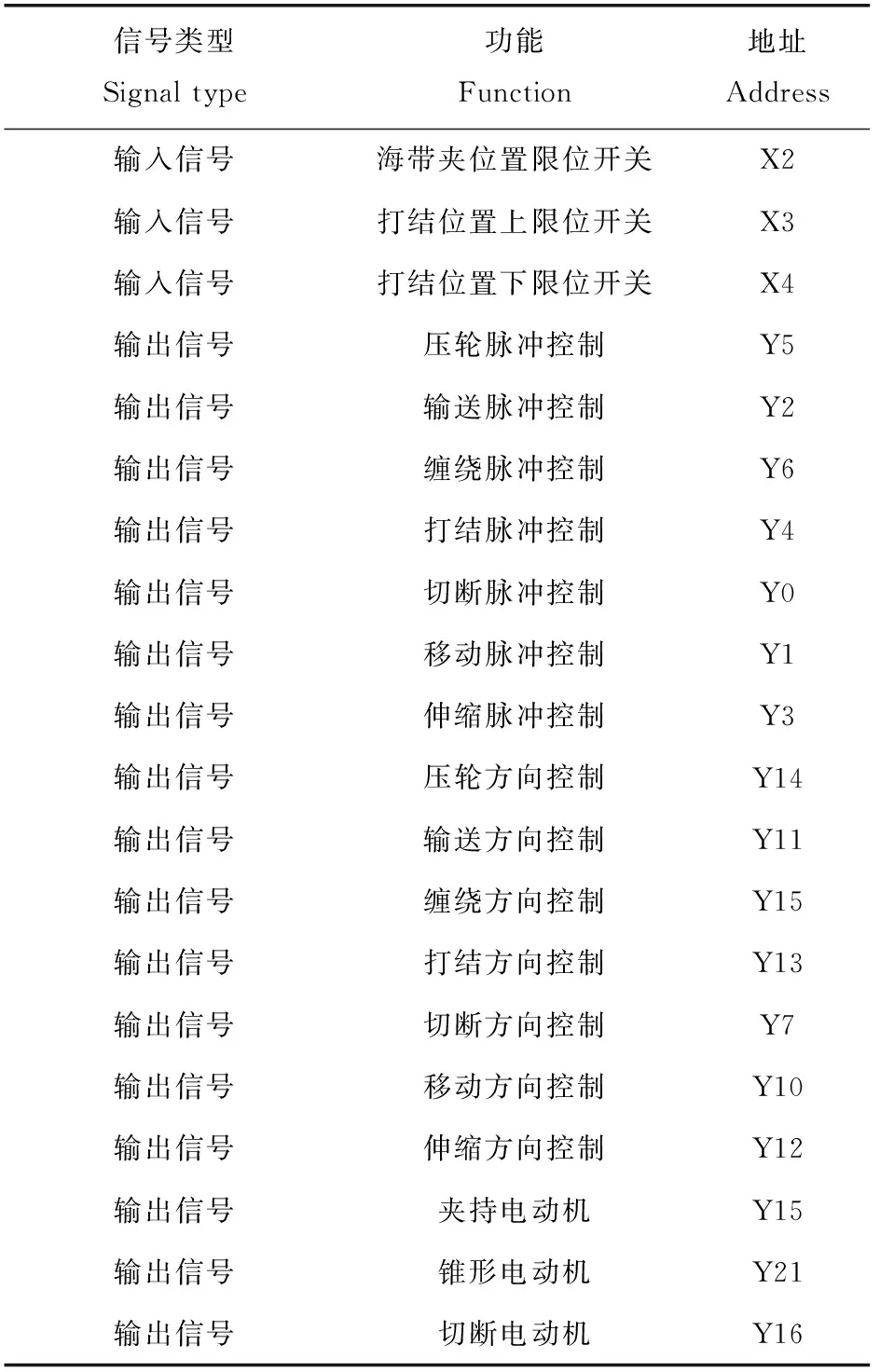
表1 PLC的输入输出信号定义Table 1 Definition of PLC input and output signal
从表1可以看出,触发输入信号共3点,触发输出信号共17点,选用的PLC点数应大于系统实际使用的点数,所以本系统选用中达优控公司的ZK3U-48MT型PLC,该PLC满足开关量的输入输出需求及系统需求。另外,该PLC包括10个模拟量输入、1个RS232通信端子接口、2个模拟量输出及1个RS485通信端子接口,可以直接与触摸屏通信,不需要自定义通信协议,方便调试。
2.2 硬件选型
2.2.1 PLC 控制器
PLC是工业环境中一种面向用户采用数字运算操作的电子系统装置,是集通信装置、互联网、大数据以及自动化控制系统于一体的微型控制器。PLC工作时,外部电子器件连接到PLC内部存储器中,将输入信号进行处理,产生的输出信号通过电子装置控制机械动作。
本设备选用的ZK3U-48MT型PLC是一种高性能、低成本、低功耗的微处理器,与传统PLC相比,该PLC硬件资源更为丰富、价格更为低廉。图7和图8分别为ZK3U-48MT型PLC原理和外观图。
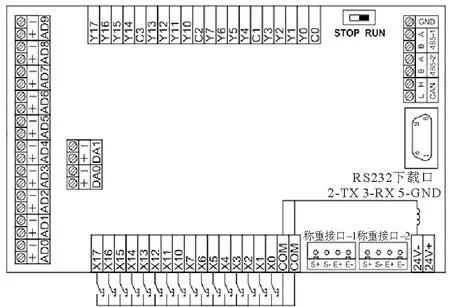
图7 ZK3U-48MT型PLC原理图Fig. 7 PLC principle diagram of ZK3U-48MT type
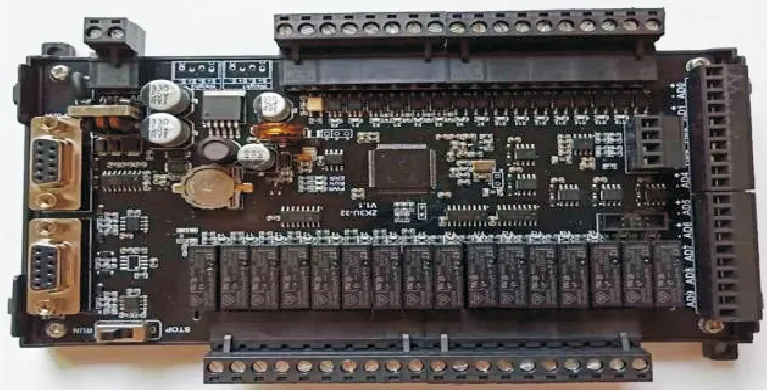
图8 ZK3U-48MT型PLC Fig. 8 PLC outside view of ZK3U-48MT type
2.2.2 ZK3U-48MT型PLC输入接线
ZK3U-48MT型PLC接线方式分为漏型输入和源型输入。漏型输入是将S/S端子与24 V端口短接,输入时输入端子与高电平短接,信号形成回路,从而将信号输入到PLC。源型输入是将S/S端子与0 V端口短接,输入时输入端子与高电平短接,信号形成回路,将信号输入到PLC。本文选用漏型输入接线法,接线如图9所示。
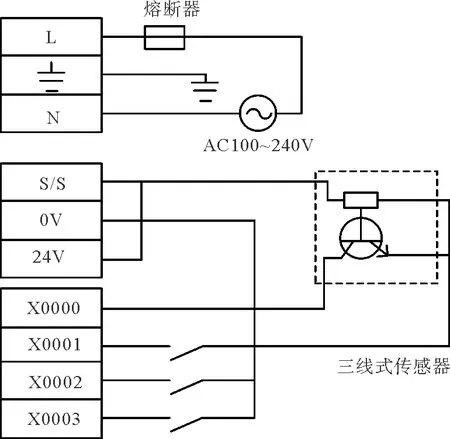
图9 PLC漏型输入接线Fig. 9 PLC leakage type input wiring
2.2.3 ZK3U-48MT型PLC输出接线
ZK3U-48MT型PLC输出接线如图10所示,采用晶体管输出、光耦绝缘,可驱动直流负载,响应时间快。当程序中的相应软元件Y0触点得电时,Y0和COM端口之间形成电流回路,即电源驱动负载构成回路进行工作。
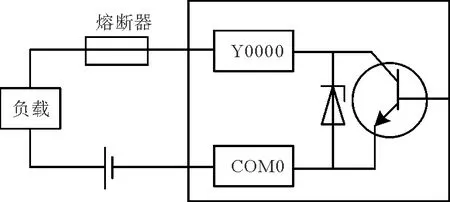
图10 PLC输出接线Fig. 10 PLC output wiring
2.2.4 人机界面
人机界面选用深圳市中达优控科技有限公司生产的S700A型触摸屏,可通过MPI/PPI通信电缆与PLC进行连接,其CPU为A8800 MHz RISC[11],程序下载为USB SLAVE B型接口,通信端口有RS232、RS485、RS422三种。该触摸屏采用7.0TFT 250 cd/m2高亮度液晶显示屏(900像素×580像素)[12-13],为4线精密电阻网络(4H)的触摸屏,预装YKHMIV3.3组态软件,具备强大的图像显示和数据处理功能。图11为触摸屏实物照片。

图11 S700A型触摸屏实物Fig. 11 Physical object of S700A type touch screen
2.2.5 接近开关
接近开关主要用于限位,以防止系统故障时工作台受到触碰而造成损失。本次设计所选用的电感式接近开关(图12)主要由开关电路、放大输出电路、振荡器三部分组成。当金属目标接近振荡器产生的交变磁场时,金属内部会形成涡流,导致振荡衰减,直至停振。因此,当接近开关检测到执行机构靠近时,能够自动切断脉冲进给程序,使伺服电动机停止运动,保护工作台。

图12 电感式接近开关Fig. 12 Inductive proximity switch
2.2.6 伺服电动机
电动夹手夹取、缠绕海带整个行程为520 mm,要求在1 s内完成一个夹取、缠绕的往复动作,最大夹力为0.48 N。根据以上需求,采用杭州翼志科技有限公司生产的一体式直流伺服电动机,型号为57AIM15,其特点为低噪音、低振动、高速定位、高可靠性,可根据自行设定的目标位置在PLC上进行比对,通过发送脉冲控制,提供方向信号与正交脉冲[14],且具有欠压、过压、堵转、过热保护等功能。该电动机的额定功率为50 W,额定转矩为0.48 N·m,额定转速为2 000 r/min。
2.2.7 步进电动机
打结与切断海带过程中,丝杠的行程为100 mm,最快输送速度是88 mm/s,最大负载是0.56 kN。根据以上需求,采用江苏美睫逊机电有限公司生产的直流步进电动机,型号为RYSS57-SD。该电动机集成总线通信控制,具有接线简洁、不丢步、低温升、高转矩、高转速、低成本、维护方便等优点,是一款性价比极高的运动控制产品。其额定功率为100 W,额定转矩为0.92 N·m,额定转速为1 500 r/min[15-16]。
2.2.8 湿度传感器的选择
湿度显著影响海带打结效率与缠绕精度,因此,湿度传感器是一个核心元件。本文采用福建Firm威力公司的ASH12型数字湿度传感器(图13),它具有响应快、抗干扰能力强等特点,能够满足系统要求。
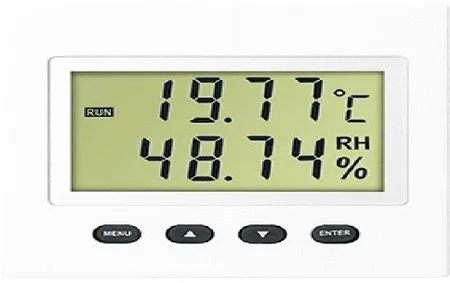
图13 湿度传感器Fig. 13 Humidity sensor
3 PLC控制系统主程序设计
3.1 程序流程设计
系统上电后,操作人员可以根据指示进行操作。每次进入相应模式时,必须进行一次复位指令,以确保执行的精度。待机时,人机界面显示主页面欢迎界面,进入后可选择手动模式和自动模式。手动模式下,可手动设置电动机和夹手动作,控制精准定位,以进行精度定点操作[17-20]。自动模式下,只需按下启动按钮,系统就会自动进行打结。主控制流程如图14所示。
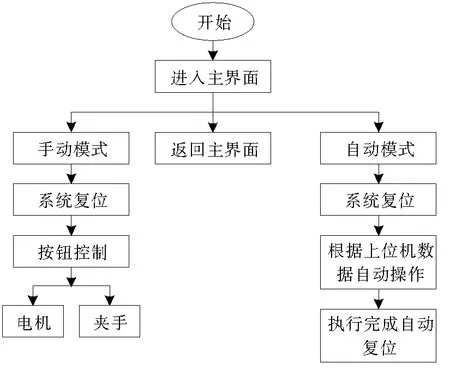
图14 主控制流程Fig. 14 Main control flow chart
3.2 触摸屏界面设计
触摸屏界面采用YKHMI V3.3软件绘制[21-23],可显示产量及厚度检测。若运行故障,故障灯点亮;若电机状态、打结速度状态、夹持状态、启动控制状态均为“准备就绪……”,可按下启动按钮启动系统。选择手动模式,进入手动操作界面,用户可根据具体情况进行设置和调试。
4 试验验证
为了检验所设计的海带自动打结机控制系统的合理性与正确性,进行了验证试验。试验地点在山东省威海市文登开发区威海佳润农业机械有限公司,试验时间为2019年6至8月,海带条共计800条,试验样机的驱动系统采用24 V直流电压供电。
首先将切好的海带条放入U形槽型板,验证样机在自动送料、自动打结、自动缠绕、自动切断环节中各机构间的协调性与确定性。结果表明,成结率超过90%。成结率与海带本身的柔韧性、张紧度有一定关系,此外海带条的长度、厚度也会影响成结率。试验表明,海带条长50~60 cm较为适宜。海带条太长,会有剩余;海带条太短,则不能进行下一次打结。因此,本机相关机构部件仍需调整,以进一步完善。
5 结束语
设计了基于PLC的海带自动打结机控制系统,对海带条打结进行了自动夹取、缠绕、打结及切断,并对各部分的功能原理和设计进行了详细的阐述,验证试验说明该设计合理。后期将根据试验结果进一步完善系统结构,使其自动化程度更高、性能更加稳定可靠。该设计能够满足市场对海带自动打结机的需求。
