基于PLC的工业机床自动控制系统设计
2021-06-26李烈熊
李烈熊
(福建船政交通职业学院,福建 福州350007)
可编程逻辑控制器(Programmable Logic Controller,PLC)是一种适用于工业环境的数字运算操作系统,在操作系统内采用可编程存储器,实现逻辑运算、顺序控制、定时、计数和算术运算等操作指令的高效执行,通过数字式或模拟式的数据输入和输出来控制不同类型的机械设备及生产过程。尽管PLC产品的应用较为广泛,但是目前我国工业自动化程度依然较低,导致在利用PLC进行逻辑关系优化时,传统继电器的使用并不能实现自动化控制[1,2]。同时传统工业机床自动控制系统在加工速度方面有待提高,可见当前技术已不能满足企业生产过程中的实际控制[3]。因此,利用PLC技术,对整个控制系统程序进行修改和优化,在节约控制时间的同时缩减控制成本,在实现控制工业机床自动系统的基础上,提高系统的运行效率,从而提高企业生产效率,通过
实验证明所设计系统具有一定的市场前景。
1 系统硬件设计
首先对工业机床自动控制系统的硬件部分进行优化,主要包括电源设计、传动电路设计以及PLC控制器的选取,所设计的工业机床自动控制系统的控制原理如图1所示。

图1 控制原理图
1.1 电源设计
需根据工业机床的运行要求以及自动化控制设计的相关标准,来优化系统电源电路[4-6]。在设计过程中,采用220 V伺服变压器对电路进行设置,结合伺服驱动模块,合理调节电压值,同时在接触器进行供电时,使用110 V控制变压器,并通过整流器实现整个供电电路的运行。其中,有两条电路采用220 V电压,这两条电路的作用是为工业机床自动控制系统的电气箱冷却机和直流继电器持续供电。至此,完成了电源电路的优化。
1.2 传动电路设计
在优化传动电路时,需要合理定位机床中心直线坐标,同时需要合理提供切削机床的供给量,并在半闭环控制模式的基础上,完成对传动电路的设计。在半闭环控制模式中,工业机床自动控制系统能够获取准确的产品数据信息,从而合理把控数控机床的操作位置[7,8]。利用半闭环控制方式能够在一定程度上提高工业机床刀具在进行零件加工时的准确性和高效性,从而进一步保障工业机床控制系统的顺利进行。
1.3 PLC选型
在进行工业机床自动控制系统设计时,选用三菱9-312作为系统所需的PLC产品,这款产品性能好、扩展性能全面,具有较强的针对功能。在系统实现自动化控制的过程中,共涉及12个输入端口和9个输出端口,为了系统顺利完成I/O的输入与输出,设计I/O输入分配表和I/O输出分配表,详细信息如表1和表2所示。
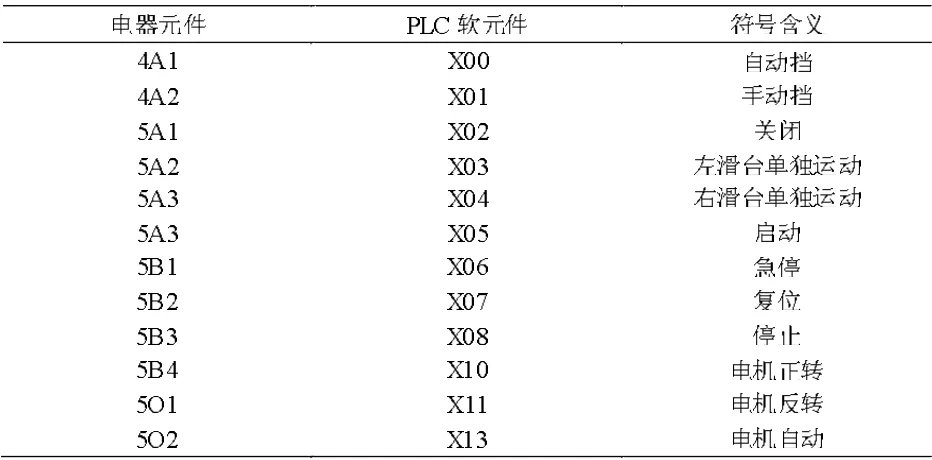
表1 I/O输入分配表

表2 I/O输出分配表
至此,完成对工业机床自动控制系统的硬件设计。
2 系统软件设计
2.1 工业机床控制参数设计
在完成工业机床自动控制系统硬件的基础上,对其软件部分进行优化,首先设置工业机床控制参数。改变PLC内部存储器中的原始参数,将实际的机床参数与工业机床参数说明表上的型号一一对应,并在PLC控制工业机床自动系统中,设置30个工业机床的储存量,至此,生成工业机床参数说明表。在机床宽度为20 m的情况下,工业机床参数说明表中所存储的机床数量为30个,机床型号分别为1号~30号,每个机床所对应的参数为TAB~TAB+30,计算机在选取机床TAB值时,均能正确选取到对应的机床型号,而实际的机床则被虚拟的计算机地址所代替。基于上述过程,通过结合工业机床的系统参数以及驱动参数,有效避免了机床自动化控制过程中容易发生的位置错误故障。
2.2 机床自动控制方式选择
利用T指令对机床自动控制方式的选择进行优化。首先采用T指令对系统编程所产生的控制参数进行调配,得到指令T01、T02……T030,分别对应1、2……30型号的工业机床,当工业机床自动控制系统接收到T指令后,便指导PLC选取机床自动控制方式。在进行控制方式选择的过程中,PLC内部计数器在1~30号工业机床之间相继转换,通过扫描PLC内的转换过程,识别正确的机床型号。由此可见,在选择机床自动控制方式时,通过采用T指令扫描PLC的方式,对T指令进行转换编程,从而完成对机床自动控制方式的选择。
2.3 基于PLC实现工业机床自动控制
在完成扫描PLC产品内的转换过程后,将转换后的机床型号重新编号,并存储在三菱9-312中,当工业机床自动控制系统执行下一个指令T时,对转换后的机床进行检索,整个检索流程如图2所示。

图2 TABLE流程图
通过图2可以看出,在实现机床控制转换之后,即可得到一个TAB+计数器的参数描述方式,这种方式能够更加有效地展示出工业机床运转过程的参数信息,从而实现工业机床的自动控制。至此,完成了基于PLC的工业机床自动控制系统设计。
3 对比实验
为了研究基于PLC的工业机床自动控制系统的应用性能,将此次设计的工业机床自动控制系统作为实验组,选取两个传统工业机床自动控制系统(文献[7]设计的系统和文献[8]设计的系统),作为对比实验的对照1组与对照2组。
3.1 实验准备
选取韧性较高、强度适中的工程塑料作为实验材料,以模拟实际机械手臂的加工材料。除了工程塑料外,实验还用到了三维运动机械、空气压缩机、电脑设备、刀具台以及可编程控制器等设备。在实验过程中,将机床自动化系统装置的三芯电源插头安置在电源电路中,为机械手臂装置的加工提供电量。确保准确连接各个实验设备,打开电源开关,对整个加工过程进行编译。基于上述设定,分别运用三种系统完成对机械手臂的自动控制,并记录相关数据以供结果分析。
3.2 实验结果及分析
采用基于PLC的工业机床自动控制系统与传统工业机床自动控制系统对机械手臂进行加工,记录相同时间内三种系统下的加工速度,得到加工速度的对比结果如图3所示。

图3 不同系统下的机械手臂加工完成度
通过分析图3可知,三种系统的加工曲线均呈现上升趋势,在91s时,基于PLC的工业机床自动控制系统进行加工机械手臂的完成度高达100%,率先完成了对机械手臂的加工。在同一时刻下,文献[7]设计的系统进行机械手臂加工的完成度为67%,而文献[8]设计的系统进行机械手臂加工的完成度仅达到55%。通过对上述数据可知,基于PLC的工业机床自动控制系统的加工速度最快,由此可见,运用本文设计系统进行工业机床自动控制具有一定的高效性。
结束语
本文通过采用PLC技术,有效解决了传统工业机床自动控制系统所出现的加工速度慢的问题,从而改进工业加工自动控制系统的整体性能。基于PLC技术,分别从硬件设计和软件设计两方面,对工业机床自动控制系统进行优化,通过实验结果分析可知,所设计系统在一定程度上可以有效优化传统工业机床控制系统的应用性能,使其逐渐被PLC所替代,继而满足现代工业控制对于高度柔性的需求。PLC技术的应用为我国工业机床自动化控制的发展奠定了良好基础。
