钳工锯削技术提高的方法探讨
2021-06-16
(无锡技师学院,江苏 无锡 214100)
0 引言
在技工教学中,钳工操作是以手工在台虎钳上进行的,主要练习的是划线技术、锉削技术、锯削技术、打孔和装配调试等技术。锯削技术关系到整个钳工加工过程的效率,在以往的教学中,二年级以后锯削训练就不再单独考核了。但是,有的学生由于这项技术基础较差,在完成整个加工工件时虽然一直努力在做,但完成工件的速度总比别人慢,且完成效果不佳。在教学过程中,发现很多高年级学生在完成工件的进度上差距很大,分析原因是有些高年级的学生常常忽视锯削的基本功训练,造成起锯不正、锯缝歪斜,每次加工工件要留2~3 mm的余量,而锯削水平高的同学仅留0.3 mm的余量,差距甚大,由此可见锯削技术关系到整个钳工加工过程的效率。锯削技术虽然重要但不是最后一道工序,实习课程中无法直接评分。为了提高学生的锯削技术,应从以下几方面着手,一是让学生重视,提高思想认识;二是营造共同学习的氛围,树立学习目标;三是传授合理的方法,完成教学目的。
1 让学生重视,提高思想认识
根据无锡市关于技工院校工匠精神教育课教学实施指导建议为贯彻落实人力资源社会保障部《技工院校工匠精神教育课教学大纲(试行)》(以下简称《大纲(试行)》),用好部编通用教材《工匠精神读本》,保障课程顺利实施,取得实效,特提出工匠精神教育课教学实施指导建议。
2016年3月5日,李克强总理在第十二届全国人民代表大会第四次会议上所做政府工作报告中提出:“要鼓励企业开展个性化定制、柔性化生产,培育精益求精的工匠精神。”
借助读本,鼓励学生在执着专注、精益求精上下功夫,以锯削技术为切入点,提高钳工技术,在教学上力争创新进取,让学生学起来有兴趣、有动力、有方法。学生通过学习,思想认识得到提高,实习课中认真练习。
2 营造共同学习的氛围,树立学习目标
锯削技术练习往往没有办法使学生都具有持久性,有些学生做完工件后也不会单独再去练习,因此,教学中采用一年级的锯削图纸,让学生一有机会就进行锯削练习,给予加分、给予鼓励,整个班级的锯削练习,形成了你追我赶的氛围,学生的兴趣得到提高。而完成锯削任务的时间也不是太长,学生也不会感觉太过乏味。
3 传授合理的方法,完成教学目的
根据平时训练的教材《钳工实训》指导学生掌握锯削方法:(1)锯削的准备。选择较为合适的锯弓,要质量可靠、牢固,锯条安装以后不易松动。(2)锯条的安装。手锯向前推时,才起切削作用,因此锯条安装时,一定要注意锯齿应向前倾斜(图1a),否则装反了(图1b)就不能正常的锯削。(3) 工件的夹持。工件应夹在台虎钳左边,便于操作。伸出钳口不宜过长,以免锯削时产生振动。工件一定要夹紧牢固,避免锯削时工件移动或使锯条折断。夹紧力量要适当,防止工件变形及损坏已加工表面,如图2所示。
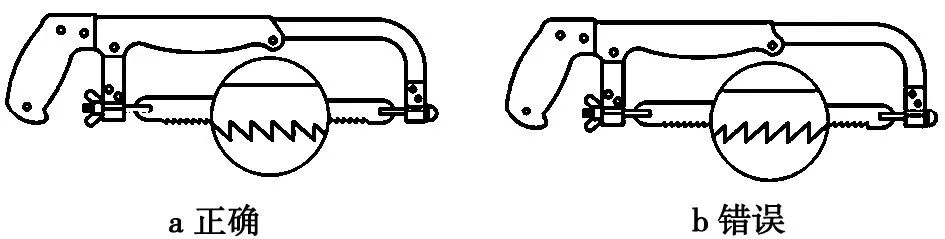
图1
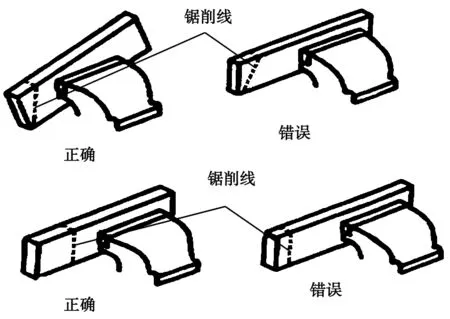
图2
4 锯削姿势及要领
握锯方法是右手满握锯柄,左手拇指压在锯背上,其余四指轻扶在锯弓前端,将锯弓扶正(图3)。起锯时,从工件远离操作者的一端起锯称为远起锯;从工件靠近操作者身体的一端起锯,称为近起锯。一般情况下采用远起锯较好。起锯时来回推拉距离要短,压力要轻,这样才能尺寸准确,锯齿容易吃进。近起锯主要用于薄板。为使起锯的位置准确和平稳,起锯时可用左手大拇指挡住锯条的方法来定位。

图3
工作时,站立要自然,便于用力,以适应不同的锯削要求,锯削时力量要适当,右手控制推力和压力,左手主要起扶正作用,压力不要过大。手锯推出是为切削,要施加压力,回程时不加压力,以免锯齿磨损。工件将要锯断时,压力一定要小,避免产生危险,伤及手指。
锯削时,手锯的运动形式有两种:一种是直线运动,如锯薄型工件和锯缝底面要求平直的槽;另一种是小幅度的上下摆动式运动,手锯推进时右手下压而左手上提,回程时右手上抬,左手自然跟回,这种运动方式操作自然、省力,可减少切削时的阻力,提高锯削效率,锯削运动大都采用这种运动方式。锯削运动速度一般为40次·min-1左右,锯软材料速度可适当快些,锯硬材料需慢些。
当锯偏时校正注意事项。校正过程中,左手用力不宜过大,以免锯条发生崩裂、失控,造成人身伤害。 校正时,锯弓的行程应该增大但频率不能太快。锯缝歪斜过大时,不可强行校正,可采用二次起锯法进行校正,否则应放弃,从另一端起锯。
5 锯削时常见的质量问题及产生原因
通过学生实际操作,发现学生在锯削准备、锯条安装、工件夹持、锯削姿势及要领、起锯方法都很好,但是还是会出现偏差,垂直度不正确、锯缝歪斜等现象。经过仔细分析发现有以下原因。首先,以往关注的是锯弓的平直度和垂直度,但仅仅看锯弓是不够的。锯削中锯条的垂直度控制很重要,锯削过程中锯条要与被切割工件的上平面保持垂直。在实训时应指导学生多关注锯条的垂直度,并及时检查锯缝的直线度,取得较好的效果。其次,测量方法要更新,要借助角尺来配合测量锯缝的直线度。在实践中学生多注重检查锯缝的直线度,经过教学实践发现,锯条的直线度也要时时检查,方法是用角尺测量锯条与平面的垂直度。最后,要保持锯条不歪斜,需要经过大量的练习来巩固,要克服锯弓的偏差来调整锯削动作。
总之,锯削的成功在于有效预防,也就是在锯削过程中能够严格按照锯削的操作要求进行操作,时刻注意锯缝的变化,及时调整锯条的方向,尽可能通过一次锯削达到锯削要求。锯缝歪斜的预防与校正难点在于校正,对于辅助手的力量、锯弓行程及校正点的选择,这些技巧都需要勤于练习,最终在操作中熟练掌握。
6 结语
钳工专业知识要理解和记忆,而技能需要用心去练习。通过学习《工匠精神读本》学生更加用心去学习钳工专业知识,在实训中学生掌握了正确的锯削方法效率明显提高。以前学生锯削时留的锉削余量要在2 mm以上,认为多留点锉削余量很保险不会把尺寸锉小,殊不知这样会增加锉削的时间,工件完成的速度很慢,当面临考试就比较慌张,最后没有时间去细修间隙和调整完善整个工件。经过锯削的基本功训练,学生锯削时留地锉削余量为0.5 mm,这样锉削时就很从容,工件完成的质量得到提高。
(04)
