E-Gas气化技术渣水系统浅析
2021-06-08靳明亮周建欣
靳明亮,周建欣
(中海油惠州石化有限公司,广东惠州 516086)
1 概述
中海油惠州石化有限公司(简称惠州石化)煤制氢装置采用E-Gas气化技术,共设置3台气化炉,2开1备,3台气化炉共用1套渣水系统。E-GAS气化技术为两段式水煤浆气化炉技术,气化过程中产生的炉渣进入激冷室后,通过破渣机和减压设施进入渣水系统。在渣水系统进行渣水分离后,经处理后的渣水和细渣回用,粗渣外排。
渣水系统由碳回收设施、脱气罐、渣脱水设施、脱水缓冲罐、斜板沉降槽和渣水槽等设施组成(见图1)。碳回收设施由旋液分离器和干扰床组成,旋液分离器用于分出渣水中的大部分水,干扰床分级机用于分出粗渣中的未转化碳;渣脱水设施由3台渣脱水罐组成,周期性切换,满足正常渣脱水时间要求,分离后的细渣水进入斜板沉降槽处理回用,粗渣通过排渣皮带排至临时渣场;斜板沉降槽将絮凝下来的固体颗粒从渣水中分离,分离后澄清的渣水送入渣水槽循环使用,细渣输送回煤浆制备单元回收使用,提高总碳转化率[1-2]。
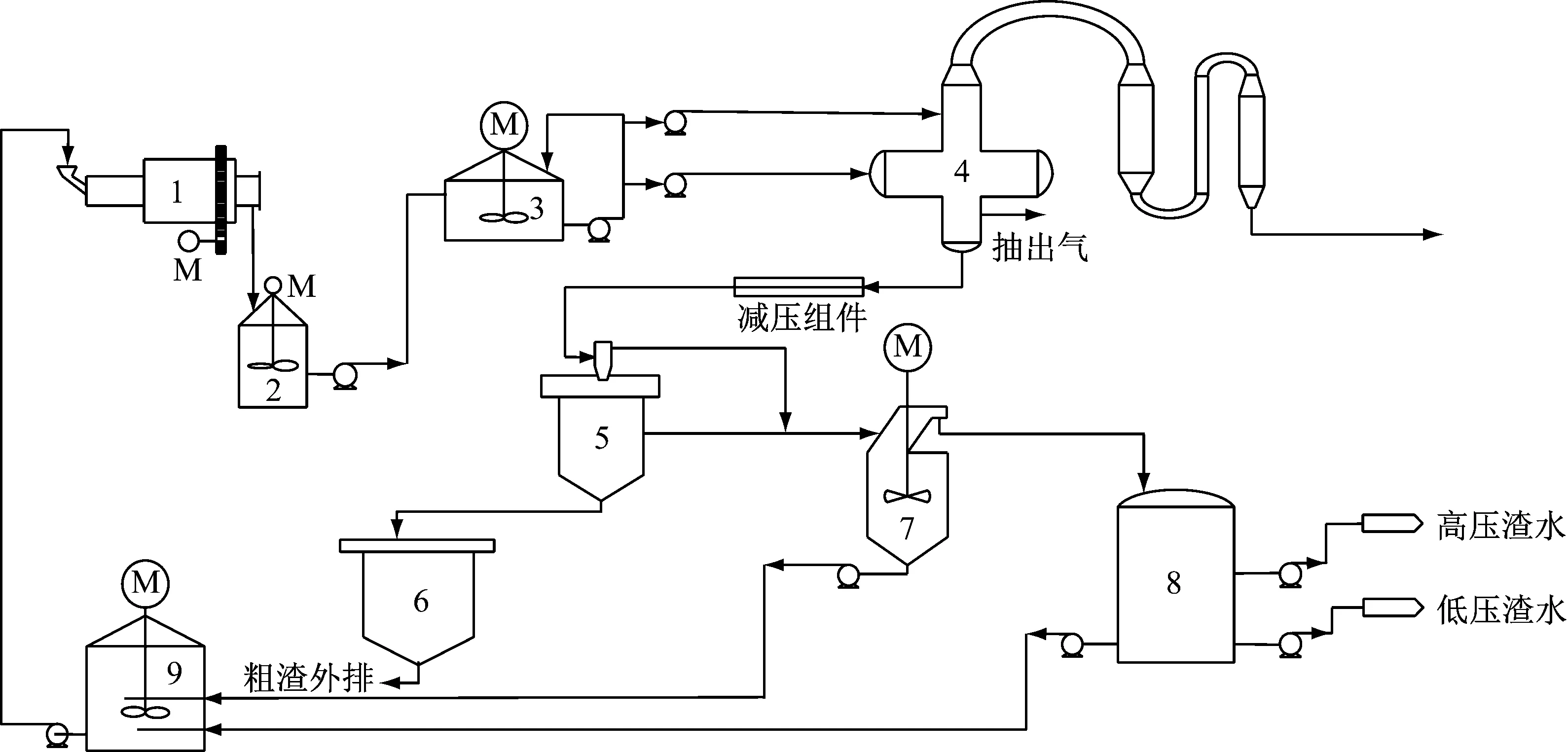
1—磨煤机;2—磨煤机出料槽;3—煤浆罐;4—气化炉;5—碳回收设施;6—渣脱水设施;7—斜板沉降槽;8—渣水槽;9—固体循环槽。
来自脱水缓冲罐、脱气罐、渣脱水罐的气体中含有硫化氢等有毒有害气体,这部分气体收集汇合后,通过排渣放空气风机送至硫黄回收装置进行无害化处理;来自斜板沉降槽、渣水槽的气体通过放空气风机送至蒸汽过热炉进行处理。
2 E-GAS气化技术渣水系统特点
目前,通用的液态排渣煤气化技术一般采用锁斗、捞渣机进行粗渣分离排放,通过三级或四级闪蒸技术配套沉降槽、压滤机进行细渣分离排放[3-4];相比较而言,E-GAS气化技术渣水系统采用比较独特的工艺技术。
2.1 破渣机配套漩涡水
在气化炉进行粗渣排放的过程中,破渣机上经常堵渣架桥且处理起来比较困难,比较通用的做法是通过锁斗冲压阀进行反冲洗操作,因锁斗冲洗水流量受限,效果不佳;采用的降低锁斗压力强制排放、锁斗泄压阀排放带渣等操作存在安全风险。E-GAS气化工艺中在破渣机上方设置漩涡水可以有效防止破渣机上方堵渣架桥。漩涡水大部分时间以较低流量进入破渣机上方,间断地调至大流量运行数分钟进行脉冲冲洗,防止堵渣。
从运行效果来看,漩涡水对防止破渣机上方堵渣架桥效果比较好,但需要考虑漩涡水流量的周期性变化对气化炉液位的影响;E-GAS气化工艺通过激冷室补水阀补偿液位控制,保证了气化炉液位的稳定。
为使通过破渣机后渣块粒度达到要求,防止堵塞下游排渣管线,E-GAS气化工艺破渣机为两级破渣工艺,渣先通过一级破渣机后再进入二级破渣机。
2.2 渣水减压设施
在E-GAS气化工艺中,气化炉燃烧室产生的渣进入激冷室,所有的渣随着渣水通过破渣机后进入减压组件,经过减压设施减压至常压后进行渣分离。减压设施按照1开1备进行布置,同时设有1条紧急排放管线,当气化炉激冷室液位过高时,紧急排放阀动作,渣水直接通过紧急排放管线排放。当减压组件退出运行后,使用高压渣水对减压组件进行冲洗,冲洗的渣水并入减压设施后的渣水系统,不需要就地排放。
运行减压设施先减压再分离,有效降低了气化框架的高度,但在运行中需要重点关注渣水对管线的冲刷磨损。
2.3 碳回收设施
减压后的渣水排入碳回收设施,在碳回收设施中进行粗渣、细渣的两级分离。碳回收设施主要由旋液分离器和干扰床组成。细渣和大部分水在旋液分离器中进行第一次分离,顶流送至斜板沉降槽处理,粗渣和少量水进入干扰床分选器进行第二次分离,细渣进入斜板沉降槽,粗渣进入渣脱水罐。
碳回收设施可以回收部分残碳,有利于后续的粗渣排放,但也存在不足,当旋液分离器和干扰床底部排渣口故障时,大量粗渣直接进入下游,堵塞管线、设备,严重时可导致装置整体停工。为避免碳回收设施故障影响装置整体运行,碳回收设施可以在线切出检修。
2.4 粗渣排放设施
碳回收设施底部排出的粗渣水进入渣脱水罐进行沉降分离,顶部的细渣水进入沉降槽处理,粗渣脱水后排放。
粗渣排放设施设有3台渣脱水罐(A、B、C),正常运行时,A渣脱水罐备用,B、C渣脱水罐循环进行收渣、脱水、排渣、注水、收渣工作。渣水在渣脱水罐中进行沉降分离,脱水完毕后的渣通过排渣皮带输至临时渣场。渣脱水罐具体切换时间由运行气化炉产渣量决定。
2.5 斜板沉降槽
细渣水进入斜板沉降槽,在斜板沉降槽里渣水和絮凝剂作用实现细渣和水的分离,含细渣的底部水送至固体循环槽回用,溢流渣水进入渣水槽回用。斜板沉降槽由混合罐和斜板沉降槽组成。斜板沉降槽搅拌器为变频控制并设有扭矩保护,当检测扭矩达到设定值后可以提升电机启动,增加排料流量。
斜板沉降槽相比煤化工行业通用的普通沉降槽来说,占地面积大大减少,2台处理能力为1 200 t/h的斜板沉降槽,总占地面积约400 m2。
2.6 细渣水回用
E-GAS气化工艺将斜板沉降槽底部含细渣水送至固体循环槽进行储存,再通过固体循环泵送至磨煤机制备水煤浆。生产现场无煤化工行业通用压滤机流程时产生的酸性气,也无细渣产生,改善了装置现场作业环境,同时也节约了细渣处理费用。
2.7 渣水放空气集中处理
E-GAS气化技术渣水系统实现密闭操作,产生的放空气分类进行处置;碳回收设施、粗渣处理设施产生的酸性气中硫化氢和氨含量相对较高,酸性气统一收集后通过风机送至硫黄回收装置统一处理;斜板沉降槽、固体循环槽、渣水槽的放空气通过风机送至蒸汽过热炉处理。放空气的分类回收处理有效改善了现场作业环境。
3 运行情况
惠州石化煤制氢气化装置自2018年8月气化炉投运以来,渣水系统运行基本正常。因气化渣水具有高硬度、高碱度的特性,渣脱水罐脱水筛网结垢趋势明显,脱水不畅导致渣中水含量高且排渣不畅,必须通过定期的高压水枪清洗来恢复性能。
4 结语
E-GAS气化技术渣水系统不同于国内其他煤化工项目,从目前运行情况来看,其布置紧凑占地面积小、三废排放量少,环保效果明显;作为新工艺,长周期运行效果有待进一步考验,系统的优化运行还需要继续探索。
