夹层玻璃炸裂原因及控制措施
2021-05-06于洋贾鼎伟张薇李子豪
于洋 贾鼎伟 张薇 李子豪
(1. 中国建材检验认证集团秦皇岛有限公司 秦皇岛 066004;2. 国家玻璃质量监督检验中心 秦皇岛 066004)
0 引言
随着社会进步与工业科技的不断发展,玻璃中间层材料也在不断的变化,为了满足社会需求,通过改进夹层玻璃的生产工艺来提高生产效率、使能源达到更高利用率,随之一些新的生产技术也不断发展,如真空层压、快速熔合射频层压等技术。
1 夹层玻璃生产工艺
夹层玻璃是由一层玻璃与一层或多层玻璃、塑料材料夹中间层而成的玻璃制品,是通过高压釜、间歇式或者是连续式真空层压,及现场浇注以及快速熔合射频层压技术加工完成的。
夹层玻璃生产中最关键的是使用高压釜层压技术生产玻璃夹层,整个生产工艺流程较为复杂,首先要选择合适的PVB胶片,其次对于合片室的环境也有一定的要求,还涉及到如合片方式、高压釜内玻璃的操作技术、玻璃片清洁度、预热预压等。夹层玻璃结构图1所示。
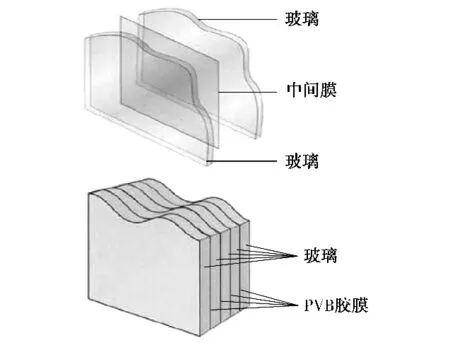
图1 夹层玻璃的合成
1.1 合片工艺
合片应在符合工艺要求的合片室里进行:①洁净度必须高,洁净度应净化至十万级;②工作人员应具有和净化条件相适应的服装及工具;③合片室温为(25±2)℃,相对湿度约为25%;④上下两层玻璃夹层之间应对齐,并且叠差也不超过约1.5 mm;⑤PVB胶片和玻璃夹层之间应保持洁净。
在符合工艺要求的合片室内,将清洁后的玻璃平放,选择合适宽度的PVB胶片,将PVB胶片在玻璃上铺开展平,放上另一块玻璃,并将玻璃的外片和内片对整齐。因为PVB胶片会出现热收缩,这就需要在合片的边缘留有一定余量,一般为2~5 mm,在切裁的时候要保持刀片倾斜,不能拉扯胶片。修边时刀片切不可与玻璃接触,以免所产生的玻璃微粒导致加工后边部产生汽泡。在整个合片过程中都要保持玻璃以及胶片表面的清洁度,以确保合片后的夹层玻璃中无绒毛和其他点状缺陷。当胶片和玻璃合片合好后,将玻璃套上真空橡皮圈进行密封,通过冷抽将合片中的空气抽出来,冷抽的时间应大于5 min,以确保空气排除干净。
1.2 预压预热工艺
合片工艺完成后就要对合好的玻璃进行预压预热。目前夹层玻璃预压预热操作设备主要有预压预热箱、传动型立式预压预热机和传动型卧式预压预热机三种。预压预热箱因操作简单、成本低、耗能低,可自行进行加工制作,应用比较广泛,但工作效率低,不能适应大规模、大批量的产业化生产。后两种工作效率高,更适合大规模生产。立式预压预热机放置玻璃时为立放,相对卧式预压预热机对玻璃抽真空时对玻璃的弧度影响较小,窝式预压预热机由于玻璃为平放,在玻璃自身重力和抽真空压力的作用下,会对玻璃的弧度产生一定的影响,对比来说卧式预压预热机更适合于大规格玻璃的生产。
操作时将抽真空用的硅胶套套在玻璃的边部,先对玻璃进行冷抽,保证冷抽的时间不低于5 min,再将玻璃放到预压预热机传动台上,摆放玻璃时要平稳牢固,支点要合适,保证玻璃预热预压时不变形,预热预压机的温度设定在120~150 ℃,真空压力设定为 0.09~0.1 MPa。
1.3 高压釜内工艺
生产夹层玻璃的最后一个步骤就是高压釜内工艺。将预压预热后的玻璃放入高压釜内进行恒温高压处理,让胶片和玻璃片粘得更好更牢固。将预压预热后的每个半成品玻璃进行逐片隔离,垂直放置在高压釜内的台架上,关闭釜门并对釜内进行升温和充气加压,使内部气压达到0.75 MPa左右,温度达到130 ℃左右,恒温保持。这时玻璃与胶片边部已经粘合,再次对釜内进行二次充气加压,当压力达到1.2 MPa时停止加压,使压力一直保持平衡,釜内恒温恒压保持1~1.5 h后再把釜内的温度降低到50 ℃左右,然后排气降压,直至釜内空气全部彻底排出后,将玻璃从釜内取出。最后就是对制作好的玻璃进行检查,将玻璃周围多余的胶片切除掉,对于不合格的玻璃进行挑选,将一些含气泡和脱胶的玻璃挑选出来进行补修或对其重新进行高压高温釜内操作。
2 玻璃合片后出现的质量问题
玻璃在合片以后,可能会因为本身是多层真空热压生产而出现炸裂、弧度差较大、边缘含有气泡、边缘卷缩、中间层夹杂物等问题,无法达到夹层玻璃的使用要求。造成炸裂的主要原因有:
(1)由钢化玻璃引起的炸裂
钢化玻璃是经过热处理后的玻璃。其特点是在玻璃表面形成压应力层,并具有特殊的碎片状态。在使用钢化玻璃进行合片时,由于钢化玻璃本身质量问题,如气泡、爆边、划伤、夹杂物等缺陷或者玻璃中硫化镍的存在,通过高温高压工艺,在内应力的作用下就很容易发生自爆现象。玻璃中存在的硫化镍如图2所示。
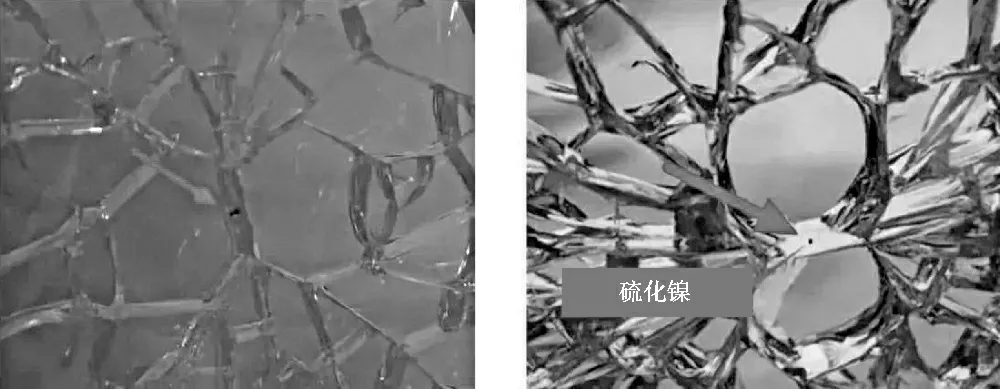
图2 玻璃中存在的硫化镍
(2)由热弯工艺造成的炸裂
热弯玻璃是由平板玻璃通过加热软化再退火工艺形成的曲面玻璃。在玻璃的热弯过程中,由于退火过快,过快的降温速度,会导致玻璃由于温度梯度而产生内应力,造成后期成品玻璃的自爆。在玻璃热弯成型的过程中由于加大外力来促进玻璃成型,应力不均匀也会使成品玻璃出现炸裂。
(3)合成夹层玻璃的过程中产生的炸裂
外片玻璃和内片玻璃在进行合片时放置的位置没有完全重合,玻璃中间的粘结层就会产生内应力,由于内应力的作用就会使玻璃出现自爆现象;在高压釜中,应尽量避免玻璃与金属物的接触,否则玻璃也会很容易出现炸裂;降温排气时,降温速度过快也会导致玻璃爆炸;在合片过程中如果固定玻璃片边缘夹子的力度过大也会出现玻璃炸裂问题。
(4)其他原因
玻璃合片完成后,在安装时也会出现炸裂现象,这是由于在安装时,安装玻璃的弧度和安装位置的弧度不吻合,对其强行安装,外力作用过大,就很可能当场出现炸裂现象,或在使用一段时间后炸裂。
3 预防措施
为预防夹层玻璃自爆,采取以下措施:
(1)原材料的选择
在合片前,应对玻璃质量进行检查,观察有无气泡、爆边、划伤、夹杂物等缺陷;检查平整度是否符合要求;观察PVB胶片有没有树脂中带入的线头及膜成型后因静电吸附的线头以及黑点、金属丝、晶点、气泡、夹杂物等其他缺陷。胶片中含有气泡等其他缺陷也会导致玻璃发生炸裂。夹层胶片要尽量密封保管,如胶片已经开封,要对周围环境的温度和湿度进行24 h控制,保证胶片所处的温度为18~25 ℃,湿度为20%~30%,应尽快使用。
(2)使弧度更吻合
外片玻璃和内片玻璃在进行合片时放置的位置经常达不到完全重合,建议在外片玻璃和内片玻璃上的相同部位用记号笔标上相同的标志,以期达到完全重合。减少因为重合问题出现的自爆。
(4)减少边缘脱胶
胶片脱落会导致玻璃发生炸裂现象,所以要控制玻璃边缘的脱胶病变现象。为了避免胶片出现病变还要对其进行封边,一般都需要采用专用的夹层玻璃封边涂料对夹层玻璃的边缘进行涂饰,同时,为避免边缘脱胶和气泡将会逐渐向内部扩展,玻璃不要露天保存,包装运输时用塑料布对玻璃包覆,这样玻璃边缘的脱胶病变现象才会有所控制、减少,因此产生的玻璃自爆现象也会得到一定程度的控制。
4 结语
夹层玻璃在人们的生活中扮演着不可或缺的角色。由于中间层树脂的不断发展、玻璃种类的增多、玻璃应用领域的扩张,使得夹层玻璃的生产工艺也在不断的发展与进步。为满足当今时代的需求,结合使用先进的工艺技术,用更有优势的新技术来取代传统技术是当今社会的发展趋势,选择能耗低、成本低、高效率的工艺技术,夹层玻璃的未来发展领域才会更加广阔、美好。
