以解决复杂工程问题为核心的综合切削实验教学改革
2021-04-06王进峰储开宇花广如邢迪雄
王进峰,储开宇,花广如,刘 欢,邢迪雄
(1. 华北电力大学 能源动力与机械工程学院,河北 保定 071003;2. 华北电力大学 工程训练中心,河北 保定 071003)
我国工程教育认证协会从2012 年开始受理国内高校的工程教育认证申请,近年来国内申请工程教育认证的高校日益增多,尤其在本轮“双万计划”建设中,是否通过工程教育认证可能是国家或省一流专业建设和验收的重要标准[1]。而在工程教育认证的12 条毕业要求中,对“复杂工程问题”的识别、分析和解决能力是最重要的能力。如何界定“复杂工程问题”呢?中国工程教育认证协会提出,复杂工程问题必须具备以下特征:①必须运用深入的工程原理知识及方法才可能得到解决;②涉及多方面的或有冲突的技术、工程和其他因素;③需要通过建立具有创造性的抽象模型才能得到解决;④不是仅靠常用方法就可以完全解决的;⑤工程问题中涉及的因素可能在专业工程实践的标准和规范之外;⑥问题相关各方利益不完全一致;⑦问题具有较高的综合性并包含多个相互关联的子问题。满足上述7 个特征中的至少3 个特征,才可认定为复杂工程问题[2]。各大高校在依据工程教育认证标准实施专业建设时,对这一要求有不同的体现方式。华中科技大学等高校按照工程教育认证标准梳理专业课程体系,建设以“发现、分析和解决复杂工程问题”为目标的专业课程体系[3-5];河北工业大学从实践教学体系方面进行改革和建设,将对“复杂工程问题”的识别、分析和解决能力的培养贯穿于认识实习、课程设计、毕业实习等整个实践教学体系[6-7]。大量改革实践表明,实践环节是培养大学生解决“复杂工程问题”最有效的途径[8]。为此,张进等研究了面向解决“复杂工程问题”的网络工程专业综合性实验项目的建设和改革[9];孔全存在凸轮设计课程实验教学环节研究了体现“复杂工程问题”的方法[10];杨培林研究了“机械设计基础课程设计”教学中培养学生“发现、分析和解决复杂工程问题”能力的途径和方法[11]。本文以机械类专业综合实验项目中的“切削加工参数优化”为例,介绍我校在实施工程教育认证建设过程中体现“复杂工程问题”的方法。
1 实验项目的现状及改进
“机械制造技术基础”是机械类专业的专业核心课,对切削力、温度、功率等切削要素的测量是该课程重要的课程实验内容。表面粗糙度测量是机械类专业另一门专业基础课“公差与技术测量”的课程实验内容。在目前的教学过程中,由于所属课程不同,这些切削要素的测量实验是相互割裂的,实验内容仅停留在认知性层面,不包括实验方案设计、协同分工合作等环节,使得任何一个单个的课程实验都不具备“复杂工程问题”的特征。为此,我们在梳理原实验内容基础上,设计了如下新的实验方案。
实验内容:①根据机电产品质量的五大准则TQCES,综合考虑质量、效率、成本等因素,确定实验目标,充分发挥团队作用,鼓励学生考虑并分析实验目标对社会、环境等的影响;②确定实验参数,包括切削参数、刀具几何参数、冷却液参数等,利用田口法进行正交实验方案设计;③熟悉数控机床和机械压紧式刀具的使用,掌握压电式测力仪、探针式粗糙度仪、红外热成像仪的使用方法;④进行切削实验,做好实验过程记录,收集实验数据并进行预处理,利用方差分析法对实验数据进行处理,针对不同优化目标进行切削参数敏感性分析;⑤利用MATLAB 软件或Minitab 软件建立各输出响应的经验公式,并预测最优切削参数组合。
实验任务:某新型材料切削加工性未知,为了探究其切削加工性,尝试设计实验方案,分析切削用量等参数对其加工质量、效率和成本的影响。
2 改进后的实验项目的实施步骤
教师在讲解实验目的、实验内容和实验任务后,要求学生按照以下步骤开展实验。
2.1 全面、准确理解实验任务
学生以5—8 人为一组。根据实验任务描述首先应该明确:①研究对象的切削加工性是未知的,也就是说针对加工质量、效率和成本等不同的目标要求,切削用量、刀具和切削液是未知的,需要小组成员协同合作,通过查阅资料确定实验方案;②研究内容是针对某新型材料,研究切削用量等参数对其加工质量、效率和成本的影响,经过小组讨论,可确定用加工精度或表面粗糙度作为衡量加工质量的指标,用材料去除率(MRR)作为加工效率的评价指标,用单位时间切削能耗(切削功率)作为加工成本的评价指标。其中,表面粗糙度可用探针式粗糙度仪进行测量,材料去除率可通过公式(1)计算:

式中,MRR 为材料去除率,单位为mm3/s;vc为切削速度中的主运动速度,单位为m/s;f为进给量,单位为mm/min;ap为切削深度,单位为mm。
切削功率可通过公式(2)计算:

式中,Fc为主切削力(单位为N),Ff为进给力(单位为N),vf为进给运动速度(单位为mm/min)。对于车削运动而言,进给运动功率相对于主运动功率很小,可忽略不计。
根据上述分析可知,作为输出响应,需要测量表面粗糙和切削力,研究的最终目的是寻找切削参数组合,使得表面粗糙度最小、材料移除率最大、切削功率最小。作为输入的研究对象的切削参数主要是切削用量(包括切削深度、进给量和运动速度三要素),当然根据对影响表面粗糙度、切削力因素的分析,可能需要考虑将其他切削参数作为输入参数。例如对车削而言,刀尖圆弧半径对表面粗糙度具有较大影响。因此在本例中,引入刀尖圆弧半径,与切削用量三要素一起作为切削参数。
2006年5月经国务院批准蓝印花布列入第一批国家级非物质文化遗产名录。吴元新先生通过整理、收藏上万件明清以来实物及图片资料以及上万件纹样纸版,出版了《中国蓝印花布纹样大全》藏品卷。然而,利用先进的信息化、数字化等技术手段感悟对非物质文化遗产—“蓝印花布”项目传承与保护的研究、开发工作却少之又少,尤其是利用图像数据库技术来对蓝印花布纹样进行管理则处于空白阶段。
该环节能够实现以下教学目的:①锻炼学生的团队合作能力,在团队合作中找准位置、发挥作用;②培养学生分析、识别复杂工程问题的能力;③培养学生的社会责任感,加深理解专业知识与环境、法律、社会、文化、健康等关联关系。
2.2 设计实验方案
学生通过“产品质量控制”课程的学习,已经掌握了田口法原理及正交实验设计法原理,此环节要求学生在此基础上通过查阅资料,确定各切削参数的水平,并设计正交实验表。假设指导教师指定某种材料,并规定了该材料加工结束时的表面质量等约束条件,学生通过查阅《切削用量手册》等资料,可初步确定切削参数水平,如表1 所示[12],4 因素4 水平16 组正交实验表见参考文献[13]。其中,εr为刀尖圆弧半径。

表1 切削参数水平表

图1 实验装置及测量过程示意图
一般给学生提供三种正交实验方案供选择,即3因素3 水平9 组正交实验、4 因素4 水平16 组正交实验、3 因素4 水平12 组正交实验。需要注意的是,正交实验组数的增加,意味着进行切削实验的时间增加。而各参数水平的取值则需要根据实验任务发布的材料力学性能,以及通过查阅知网期刊或者图书馆切削用量手册来确定[14]。
由于实验方案设计非常重要,实验指导教师将就此安排一次答辩,由各小组汇报所制定的实验方案,通过充分讨论决定后续实验工作。
该环节能够实现以下教学目的:①掌握田口法的基本原理;②利用田口法进行复杂问题建模,并设计合理的实验方案;③培养学生的开拓创新精神。
2.3 进行切削实验
切削实验装置及测量过程如图1 所示。实验所用机床需经指导教师确认,实验所用切削刀片由学生在考虑实验室现有实验装备基础上查阅资料确定。在实验过程中,实验室教师根据学生确定的实验参数水平表调整机床、安装工件和刀片,学生负责切削力测量和表面粗糙度测量。由于学生是第一次接触压电式测力仪和表面粗糙度仪,需要教师提前详细讲解测量仪器的安装过程、操作方法。考虑实验仪器的台套数及学生人数,为了提高学生的学习效率,我校开发了虚拟实验平台。在正式开始搭建实验平台前,学生可通过虚拟实验平台进行仿真操作,熟悉实验仪器和操作方法。
该环节能够实现以下教学目的:①掌握各种实验仪器的使用方法;②熟悉实验平台的搭建方法;③提高动手能力,锻炼实践技能。
2.4 实验数据处理
实验数据处理主要包括两部分内容,即切削参数的敏感性分析和切削参数优化。假定通过上述实验方案,进行切削实验、获得实验数据,并通过式(1)和式(2)计算出切削功率和材料去除率,如表2 所示[12]。通过方差分析法可进行各切削参数对表面粗糙度、切削功率和材料移除率的显著性分析。切削参数对表面粗糙度影响的方差分析结果如表3 所示。

表2 实验数据

表3 切削参数对表面粗糙度影响的方差分析
根据表3 数据,通过查询F 检验临界值表可知,在95%的置信区间F1,3 为10.128,所以对表面粗糙度而言,上述4 个参数都为显著性因素,其对表面粗糙度的影响都应予以考虑。从贡献度来看,4 个切削参数对表面粗糙度的影响程度依次为f>rε>ap>vc。即对该新材料而言,为了降低表面粗糙度值,应首先调整进给量,其次是刀尖圆弧半径。同理可以得出,切削参数对切削功率的影响程度依次为f>ap>vc>rε。根据式(1),切削参数对材料去除率的影响程度为f=ap=vc>rε。
通过进行切削参数对响应变量的方差分析,能够实现以下教学目的:①提高学生使用工具软件Excel或 Minitab 的水平;②锻炼学生的数据处理能力;③培养学生分析复杂工程问题能力,为后续提出有效解决方案提供依据。
在了解切削参数对各项应变量的影响程度后,进行数据处理的第二项内容,即进行切削参数优化,找出在4 因素4 水平形成的256 种参数组合中有可能出现的最小表面粗糙度、最大材料去除率和最小切削功率。为此,将表2 中的表面粗糙度、切削功率和材料去除率,按照切削参数水平汇总求平均值,如图2所示。

图2 按切削参数水平的平均粗糙度值
从图2 可以看出,对刀尖圆弧半径而言,其最小粗糙度出现在第3 水平;对切削深度而言,最小粗糙度出现在第1 水平;等等。因此,最小的表面粗糙度可能出现在A3B1C1D1的参数组合下。同理可以获得,最大材料去除率可能出现在A1B4C4D4,最小切削功率可能出现在A4B1C1D1。通过以上分析,学生能够懂得针对不同的切削参数优化目标,最优的切削参数组合并不一致。
这部分数据处理工作能够实现以下教学目的:①提高学生使用工具软件Excel 进行数据处理和作图的水平;②锻炼对复杂工程问题的分析能力;③培养学生分析并解决“复杂工程问题”的能力,为后续提出有效解决方案提供依据。
2.5 建立经验公式,进行参数预测
根据表2 数据,利用MATLAB 或Minitab 建立表面粗糙度的经验公式为:

为了验证该经验公式的预测精度,将表2 的16组实验数据带入公式(3)中,如表4 所示。
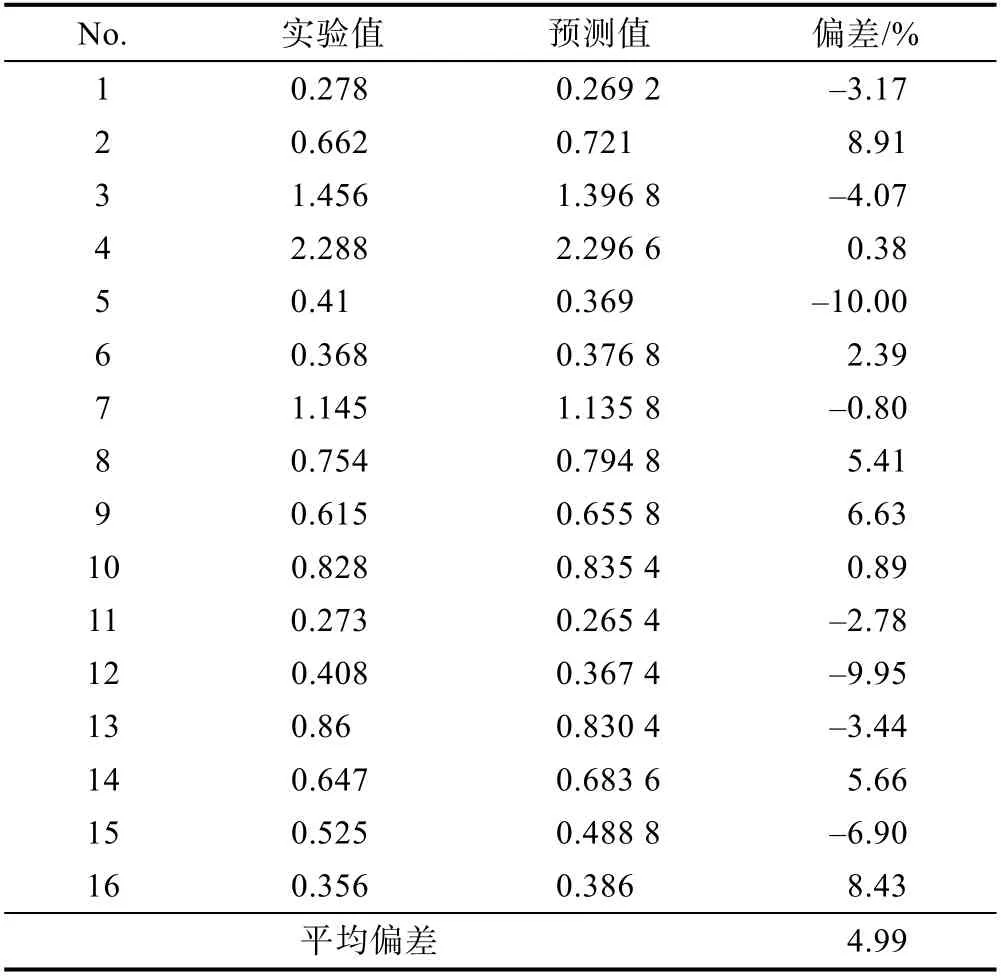
表4 经验公式的预测值及预测偏差
从表4 可以看出,经验公式(3)具有较高的预测精度,而为了获得最小表面粗糙度值,需要对公式(3)进行求解。利用MATLAB 工具箱的遗传算法功能对公式(3)进行求解,可得最优参数组合为A3B4C1D4,在此参数组合下,最小表面粗糙度为0.113 μm。以此类推,可以分别获得切削功率和材料移除率的经验公式,并进行最小切削功率和最大材料移除率的预测。
该数据分析工作可实现以下教学目标:①锻炼学生使用工具软件Minitab 或MATLAB 进行数据处理的能力;②培养学生分析并解决“复杂工程问题”的能力,为后续提出有效解决方案提供依据。
3 实施效果
根据以上描述,该综合切削实验经过改革后,具备了机械工程领域“复杂机械工程问题”的特征,如表5 所示。
改革后的该综合切削实验,在2014 级、2015 级、2016 级机械设计制造及自动化专业进行了实施。在实验准备、实验过程和实验数据处理及分析过程中,较为深入地贯彻了“复杂工程问题”理念,综合运用了数学、物理、工程图学和计算机技术,将“复杂工程问题”从抽象问题建模为具体的数学模型;通过查阅资料,利用田口法设计了实验方案,利用虚拟仿真实验平台,快速掌握了测量仪器的使用,搭建了实验平台;利用Minitab 或Excel 软件,完成了对新型材料切削参数的敏感性分析;利用Minitab 和MATLAB 软件完成了最优切削参数预测。在整个实验过程中,充分锻炼了学生运用基本理论和基础知识,并利用工具软件识别、分析和解决机械工程领域“复杂工程问题”的能力,覆盖了工程教育认证多项毕业要求,符合工程教育认证标准。

表5 “复杂工程问题”特征分析
4 结语
根据工程教育认证标准关于识别、分析和解决“复杂工程问题”的要求,通过对综合切削实验进行教学改革,打通了原来割裂的“机械制造技术基础”和“公差与技术测量”课程实验。在识别、分析和解决“复杂工程问题”过程中,综合考虑了工程知识、经济管理和社会责任等因素,锻炼了学生的工程应用能力,提升了学生在经济、健康、文化、环境和社会责任感等方面的认知。初步应用表明,改革以后的综合切削实验有效提高了学生对“复杂工程问题”的解决能力,达到了机械工程教育专业认证的毕业要求。
