一种便携式管端除锈装置
2021-03-29党亚茹
党亚茹
摘 要:在热交换器制造过程中常见碳钢换热管管端外表面清理不干净或管端清理后较长时间未组装又生锈,换热管焊接前处理方式不好会导致其焊接及胀接质量差,直接影响产品质量。本装置具体为一种便携式管端除锈装置,涉及能源及化工行业热交换器碳钢及低合金钢换热管管端除锈工具领域。
关键词:换热管管头 除锈
背景技术:为了保证热交换器管板与换热管焊接及胀接质量,在换热管焊接及胀接前,需对换热管管头外壁一定范围内进行除锈及打磨处理。行业内现行有两种打磨方式:一种是将换热管逐根送入专用的打磨机床,其缺点是热交换器换热管数量大,转运费时费力且效率不高,且需要购置专用打磨机床,设置专用机台,成本较高;另一种是直接使用角磨机蝶型钢丝轮逐根打磨管头,此方法操作需要人工转动角磨机,且不能保证打磨均匀,严重者更会影响换热管壁厚尺寸公差,影响产品质量。
本装置的目的在于提供一种便携式管端除锈装置,无需再靠手工周向转动角磨机实施打磨,只需要将换热管插进装置内,开动角磨机电机,即可完成均匀打磨整个换热管外表面的工作,该装置小巧轻便,换热管装卸方便,便于手工操作,即解决上述背景技术中效率低下,打磨不均匀等问题。
为解决上述问题,本装置提供如下技术方案:一种便携式管端除锈装置,其结构包括外套、第一套筒、第二套筒、外部套筒、钢刷、ABS 衬套、复位弹簧、第一限位板、第二限位板、紧钉螺钉及其他紧固件;该装置主体材质为铝合金。其特征在于:以角磨机为动力,通过外部套筒及第一套筒、第二套筒传递扭矩,使装配在第二套筒上的钢刷高速转动,以达到换热管管头除锈目的;通过滑动外套,使第二套筒中的半圆形结构伸入外套内表面的调整槽,导致第二套筒的Z型弹簧片弹起,使得条形钢丝刷所在内径产生径向变化,以实现快速装卸换热管的作用。其具体特征如下:
本装置是一种便携式管端除锈装置,包括连接套筒,连接套筒的一端上连接有第一套筒,连接套筒的另一端上连接有驱动装置,驱动装置驱动连接套筒旋转的旋转轴线与连接套筒的中心轴线在同一直线上;第一套筒远离连接套筒的一端上连接有第二套筒,第二套筒内表面上均布有用于除锈的钢刷;第二套筒包括两个弧形钢刷座,钢刷均布在弧形钢刷座的内表面上,两个弧形钢刷座沿第二套筒周向的两侧边均通过弹性装置相连;
本装置还包括张合装置,两个弧形钢刷座均设置在张合装置内,一端通过第一限位板与第一套筒相连,另一端上设置有第二限位板,第一限位板套接在第一套筒上,第二限位板中心处设置有管道穿过孔,管端穿过孔的中心轴线与第一套筒的中心轴线及第二套筒的中心轴线均在同一直线上。其中,张合装置包括外部套筒,所述外部套筒套接在第一套筒和第二套筒外,第一套筒靠近连接套筒一端的外圆周面设置有限位凸台,第一限位板套接在第一套筒上并沿轴向卡合在限位凸台上;外部套筒包括两个相互扣合的弧形第一外套和弧形第二外套,弧形第一外套和弧形第二外套扣合后形成中空柱状的外部套筒,弧形第一外套和弧形第二外套沿外部套筒周向的两侧边均为阶梯方式连接。第二套筒的周面上设置有环台,外部套筒的内表面上设置有环槽,环槽与环台对应设置,环槽靠近连接套筒的侧壁倾斜设置;当环台滑入环槽,第二套筒的两个弧形钢刷座径向张开,当环台从环槽内滑出,第二套筒的两个弧形钢刷座径向回缩。
第一套筒與第二套筒相连的一端设置有环形燕尾槽,第二套筒的两个弧形钢刷座与第一套筒相连的一端上设置有弧形燕尾,所述弧形燕尾和环形燕尾槽匹配相连。
环台设置为两个,滑槽对应环台也设置为两个。
第二套筒的两个弧形钢刷座的内表面上均设置有两个燕尾状钢刷安装槽,所述燕尾状钢刷安装槽内均匹配连接有燕尾状钢刷安装底座,所述燕尾状钢刷安装槽沿第二套筒周向均布;
用于除锈的钢刷固定设置在燕尾状钢刷安装底座上。
外部套筒靠近连接套筒的一端的内壁上沿外部套筒轴向设置有两个限位槽,两个限位槽关于外部套筒的中心轴线呈中心对称设置,所述限位槽和第一套筒上的限位凸台对应设置,限位槽内均设置有一复位弹簧,所述复位弹簧的一端与限位槽底部相抵,另一端与限位凸台远离第一限位板的一面相抵;
当环台滑入环槽,复位弹簧压缩,当复位弹簧复位,环台从环槽内滑出。
第一套筒内设置有ABS衬套。
第一套筒与连接套筒相连一端均为阶梯状,第一套筒与连接套筒匹配相连,并通过若干个穿过第一套筒和连接套筒的紧定螺钉固定相连相连。
驱动装置为角磨机,角磨机主轴与连接套筒固定相连,且角磨机主轴的中心轴线与连接套筒的中心轴线在同一直线上。
弹性装置为Z形弹簧。
在外部套筒上沿长度方向加工两个个长圆孔,长圆孔连通外部套筒和第二套筒之间的区域,使用前注入润滑油脂以便在外部套筒和第二套筒之间增加润滑效果,外部套筒外表面采用滚花加工工艺,增大摩擦系数,防止滑动,操作方便,第一限位板和第二限位板均为圆环形板,第一限位板和第二限位板外径与外部套筒的外径相同,第一限位板的内径比外部套筒内径小6mm,第二限位板的内径与钢刷转动后形成的圆的内径相等。如图1 所示,ABS 衬套左端设置T型端口,便于定位及夹紧,内径与换热管外径保证1mm间隙,用来实现换热管的进一步定位,防止其与装置内表面接触,保护装置不受损伤。
连接套筒为左端封闭的圆筒形结构,在其封闭的左端端面加工直径为14mm的孔,用以固定角磨机主轴,采用M12螺母固定。连接套筒左端50mm处圆周方向均布加工3个U型槽,方便拧紧角磨机主轴螺母。所述连接套筒的作用是通过更换不同规格长度,以满足不同长度换热管管端的清理工作。
将角磨机主轴插入本装置连接套筒左端的孔内,通过六角螺母、弹簧垫片进行可靠紧固。然后向角磨机一侧拉动外部套筒,复位弹簧压缩,环台滑入环槽内,第二套筒的两个弧形钢刷座沿径向张开,插入待打磨的换热管管端,松开外套,在复位弹簧的作用下,外部套筒复位,环台从环槽内滑出,在Z型弹簧的作用下,钢刷夹紧钢管,启动角磨机电源开关进行打磨除锈作业,并根据需要打磨长度,沿换热管轴向移动本装置即可完成。打磨完毕后,关闭角磨机电源,再次向左侧拉动外部套筒,取出换热管管端。
附图说明
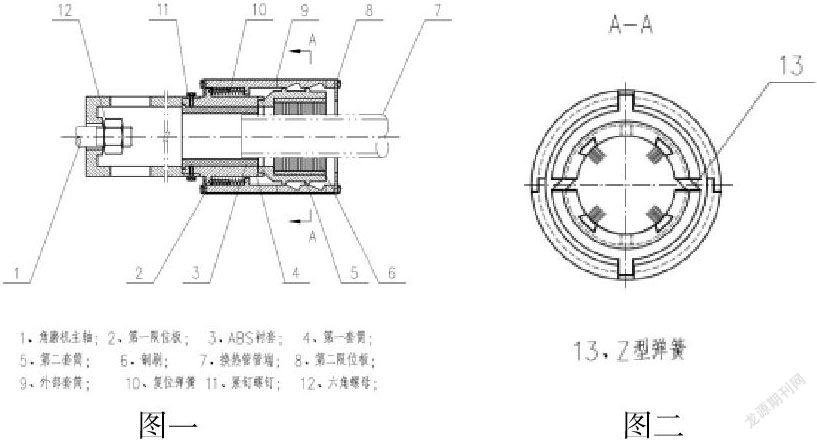
图1 为本装置正视结构示意图。
图2 为本装置A-A的装配侧视图。
附图标记:1-角磨机主轴,2-第一限位板,3-ABS衬套,4-第一套筒,5-第二套筒,6-钢刷,7-换热管管端,8-第二限位板,9-外部套筒,10-复位弹簧,11-紧钉螺钉,12-六角螺母,13-Z型弹簧。
本装置结构简单,使用方便,通过手持驱动装置即可对换热管管端进行打磨除锈,不需要将堆放好的换热管移动至专用支架台,节省时间、成本、人力、物力,除锈效率高;其次,由于热交换器管板厚度不等,需要清理管头的长度各不相同,本装置通过更换不同规格长度的连接套筒,可满足以上清理要求,仅需要前后移动装置即可,相比之前的人工转动角磨机方便很多;再者,本装置对换热管管头打磨均匀,能保证换热管外径尺寸公差,从而提高焊接接头及胀接结构产品质量。
