Aquatensid BW淬火剂在波音飞机铝合金薄壁件中的应用
2021-03-26于成功卢刚冯双芹穆强
于成功,卢刚,冯双芹,穆强
中航沈飞民用飞机有限责任公司 辽宁沈阳 110169
1 序言
水作为铝合金薄壁件常用淬火冷却介质之一,其弊端在于冷却速度大,会导致零件淬火后变形严重,后续校形困难,使零件尺寸超差而报废,进而造成巨大经济损失[1]。
Aquatensid BW淬火剂原液用水稀释后即可投入使用,根据不同的稀释比例,可获得介于油与水之间的任何冷却速度[2]。与水相比,聚合物淬火剂可均匀地打破蒸汽膜,避免形成气穴,降低最终的冷却速度,大大减少应力的产生,进而可以避免或减少工件铝固溶处理后出现的变形、翘曲,适用于各种铝合金件,如铸件、锻件、挤压件及轧制板件等的淬火[3]。Aquatensid BW 聚合物淬火剂与某些聚合物淬火剂相比,在同一浓度状态下,冷却速度略快,这样就可在较低浓度下使用而达到同样效果,更有利于节约成本,零件淬火时带出量也随之减少[4]。
目前,国外的飞机公司已经广泛采用聚合物淬火剂进行铝合金的淬火,国内的飞机公司基本还在使用水或油作为淬火冷却介质。波音公司使用聚合物淬火更加广泛,在波音公司的一个车间每年就可以节省60万美元的校正费用[5];成飞公司已成功使用UCONA代替水,大大减少了铝合金热处理变形和钣金件校正工时(50%以上);酒钢集团分公司使用PAG淬火冷却介质代替淬火油,每年降低成本87.98万元[6];国产C919大飞机、ARJ支线飞机对铝合金采用聚合物淬火的应用均作出了工艺要求。
本文通过对波音飞机2024、7075铝合金薄壁件在不同浓度Aquatensid BW淬火剂中的淬火效果、性能等进行研究,揭示了Aquatensid BW淬火剂适用于铝合金薄壁件淬火的最优浓度范围,为铝合金薄壁件聚合物淬火时浓度的选取提供参考依据。
2 试验材料及内容
2.1 试验材料
本次试验选取2024、7075铝合金板材,尺寸为150mm×100mm×1.0mm。此外,选取波音项目厚度为1mm的2024、7075铝合金两种材料典型薄壁件在不同浓度淬火剂中进行淬火。
表1是Aquatensid BW淬火剂(原液)特性数据。Aquatensid BW淬火剂由聚烷基撑乙二醇(Polyalkylen Glycols)、羧酸混合物、胺类(非肿胺)、杀菌剂、非铁重金属减活化剂及水组成。最佳使用温度为25~45℃。淬火剂温度最高不能超过60℃,如果淬火剂温度超过60℃,则应使其冷却至40℃以后,才能进行下一批工件的淬火。

表1 Aquatensid BW淬火剂(原液)特性数据
2.2 试验内容
(1)Aquatensid BW淬火剂槽液配置 为适用不同材料的热处理,依据波音规范BAC 5602,本试验将规定聚合物的体积浓度≤22%,选择水以及5%、10%、15%、22%浓度的聚合物进行试验。在试验过程中,从浓度最低(5%)的聚合物开始配制和试验,随后是10%、15%、22%浓度的聚合物。每次聚合物淬火槽淬火后重新测量聚合物的浓度,重新调制槽液,保证在整个试验过程中的聚合物浓度的变化都控制在0~-2%。
生产现场可使用便携式折光仪测定淬火剂浓度。测试方法:打开折光仪前部镜片上的盖板,取一滴溶液滴在镜片上后合上盖板,对着光亮处通过目镜观察,记录观察到的明暗处的刻度读数值,然后用该读数乘以系数2.0即可得到Aquatensid BW淬火剂的浓度百分数。
(2)Aquatensid BW淬火剂冷却速率测试 使用Ivf Quenchotest冷却速度测量仪对不同浓度的淬火剂进行冷却速率测量。
(3)热处理工艺及测试 试片的热处理工艺按表2进行。试片在水以及5%、10%、15%、22%Aquatensid BW淬火剂中进行淬火。淬火前,淬火剂温度35℃,试片的淬火转移时间≤10s。作为对比,另选取80℃的水温进行试验。所有试验件及工件的淬火方式均为立式淬火。为确保浓度均匀,在淬火和取样之前应搅拌淬火剂,必须持续不断地循环直到淬火结束。研究表明,通过控制淬火剂浓度、温度及搅拌速度可有效控制工件的变形[2,7-9]。在淬火后,为去除黏附在试片和料架上的淬火剂薄膜,在被搅拌的冷水中浸洗至少10min,待试片干燥后进行时效处理。
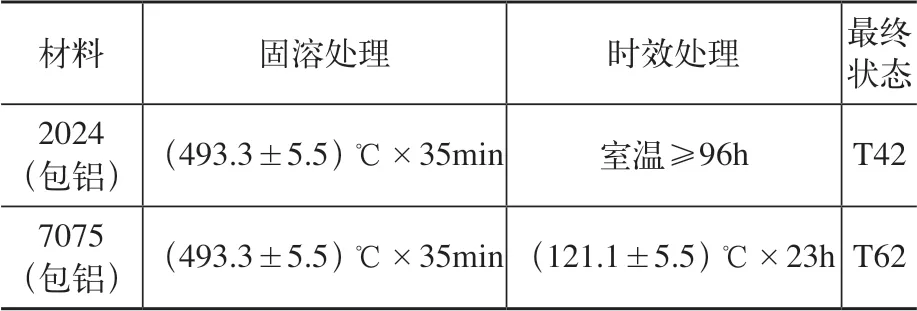
表2 热处理工艺
热处理后的工件需要进行硬度测试(按BAC 5650)、拉伸性能测试(按ASTM B557)和包铝层扩散试验(按BAC 5602)。
(4)热处理变形量检测 铝合金板材经过固溶处理后,按照图1所示从左到右进行变形量检测,可获得高度方向的变形量以及单一方向的变形量变化趋势。
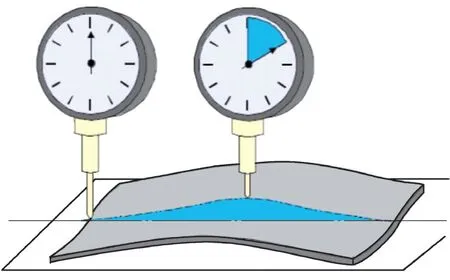
图1 变形量检测
3 试验结果与分析
3.1 不同浓度淬火剂黏度
按照ASTM D445测定稀释溶液的黏度,表3是35℃条件下Aquatensid BW淬火剂的浓度与折光仪读数、黏度的对照表。随着淬火剂浓度增加,黏度也增加。
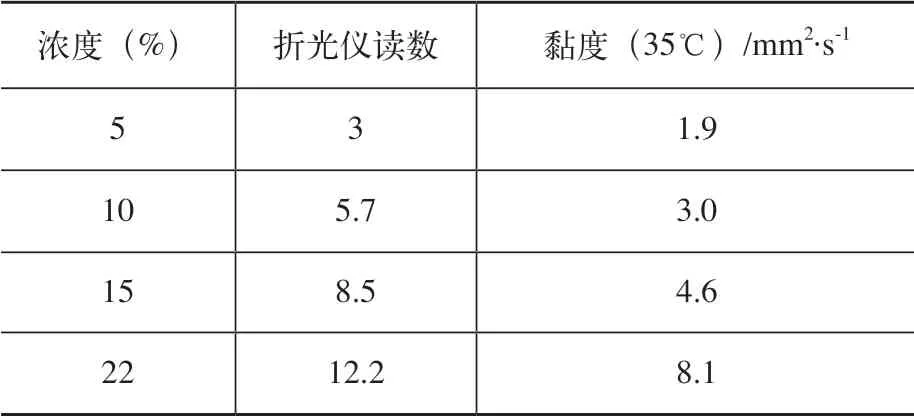
表3 Aquatensid BW淬火剂的浓度与折光仪读数、黏度的对照
3.2 冷却性能
图2是在35℃条件下,不同浓度Aquatensid BW淬火剂及水的冷却曲线。采用Ivf Quenchotest(冷却特性测试仪)进行测定,探头的初始温度为500℃。第I阶段是膜态沸腾阶段,此时工件刚进入淬火剂中,瞬间在工件表面产生大量的蒸汽形成一层蒸汽膜附着在工件表面,工件本身的热量通过蒸汽膜进行传递,传热效率较低,因此工件的温度变化不大,Aquatensid BW淬火剂此蒸汽膜阶段持续时间不超过1s。有研究发现[2,10],在聚合物溶液中蒸汽膜阶段很短,有的甚至不出现蒸汽膜阶段,直接进入泡沸腾阶段;第II阶段是泡状沸腾阶段,此时工件表面逸出的气泡量较大,导致工件表面的蒸汽膜破裂,工件与淬火剂的热交换骤然变大,工件的冷却速度骤增,随着淬火剂浓度增加,工件冷却速度逐渐减小,泡状沸腾持续的时间增加,这是因为聚合物的浓度越大则其黏度也越大,那么富集在工件表面的聚合物膜层就越厚,相应地聚合物水溶液的冷却速度变小;第III阶段是对流阶段,此时工件表面的温度降至淬火冷却介质沸点以下,沸腾现象消失,此时的工件是以对流的方式继续冷却,并且此阶段的冷却速度变化最为平缓。因此,淬火冷却介质的冷却速度变化为v水>v5%>v10%>v15%>v22%。
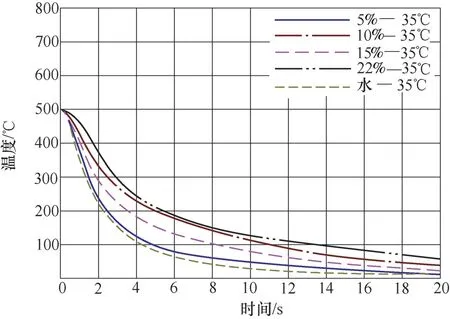
图2 35℃不同浓度Aquatensid BW淬火剂及水的冷却曲线
3.3 板材变形量分析
图3是1m m厚的2024和7075铝合金板材在35℃、80℃水中以及不同浓度Aquatensid BW淬火剂中淬火后,板材高度方向的变形量。由图3可以看出,2024铝合金板材的变形方式为单边翘曲,7075铝合金板材的变形方式为中间凸起。2024铝合金板材在水中淬火后的平均变形量约为2mm,7075铝合金板材在水中淬火后的平均变形量约为6.5mm,其中在80℃水中淬火后板材的变形量最大。板材在Aquatensid BW淬火剂中的变形量均小于1mm,在10%及15%浓度淬火剂中淬火后的变形量最小。黏附在工件表面的淬火剂可以有效破坏水的蒸汽膜,从而可以保证在固溶(淬火)冷却过程的开始阶段就能得到均匀冷却,均匀且快速的冷却能够有助于减小工件冷却过程产生的内应力,并能够有效保证工件得到良好的均匀固溶效果。
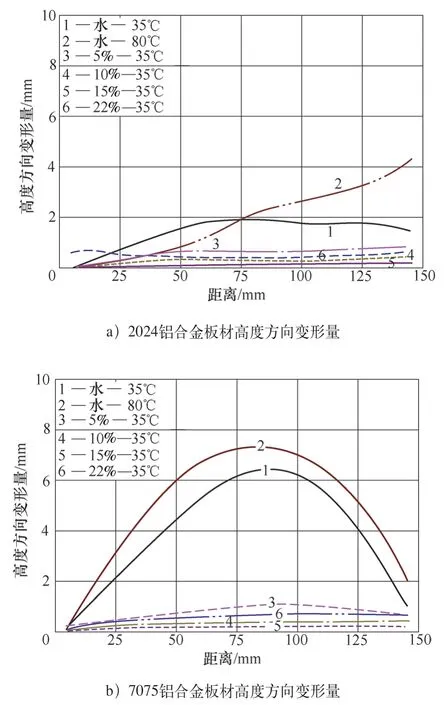
图3 2024、7075铝合金板材高度方向变形量
3.4 典型件变形量分析
图4是厚度为1mm典型的2024及7075铝合金钣金工件在不同浓度Aquatensid BW淬火剂中的变形量情况以及淬火后的变形形式。由图4可以看出,工件淬火后的变形方式为两端翘曲变形。2024铝合金工件在35℃的水以及5%、10%、15%、22%Aquatensid BW淬火剂中的平均变形量分别为15mm、5.8mm、5mm、5.6mm、8mm,工件在10%及15%浓度淬火剂中的变形量较小,其中在10%浓度淬火剂中的变形量相对于在水中的变形量减小66.7%。7075铝合金工件在水以及5%、10%、15%、22%Aquatensid BW淬火剂中的平均变形量分别为15mm、10mm、6mm、7mm、8mm,工件在10%及15%浓度淬火剂中的变形量较小,其中在10%浓度淬火剂中的变形量相对于在水中的变形量减小60%。黏附在高温工件表面的聚合物膜,可以有效地降低在200~500℃的范围内从工件表面到流体冷却介质的热流量,从而降低了工件的内应力,实现减少和控制工件固溶(淬火)冷却变形的效果。
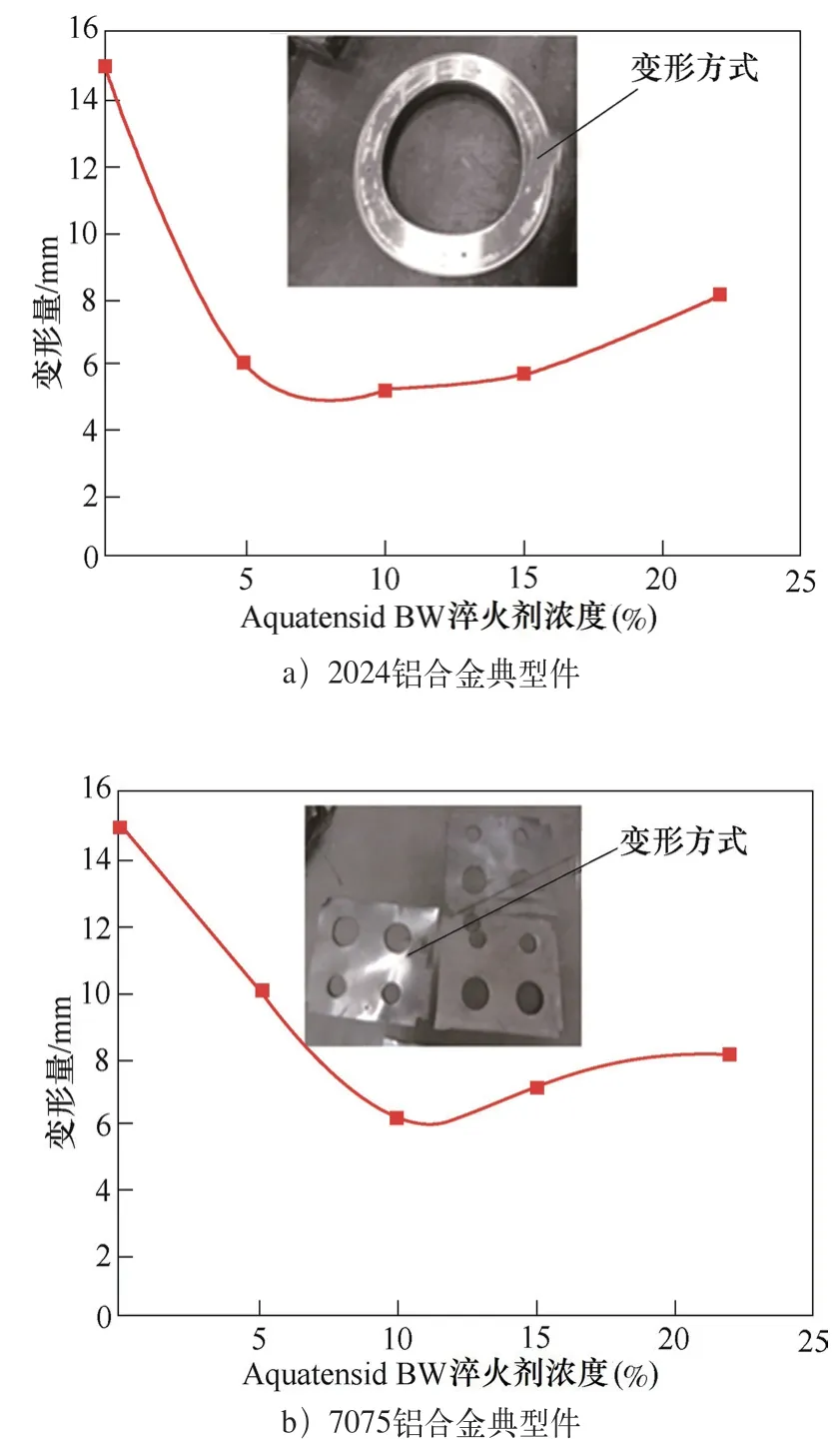
图4 典型工件变形量
3.5 力学性能
图5是2024、7075铝合金经不同浓度Aquatensid BW淬火+时效后的拉伸性能。板材经过固溶+时效处理后,在10%及15%浓度淬火剂淬火后材料的抗拉强度最优,但相对在其他浓度的淬火剂中淬火变化不大。2024铝合金经10%、15%Aquatensid BW淬火剂淬火后材料的伸长率较大,比经水淬的板材分别高18.3%、13.9%,比经15%Aquatensid BW淬火的板材分别高19.7%、15.2%。7075铝合金经10%、15%Aquatensid BW淬火剂淬火后材料的伸长率较大,比经水淬的板材分别高18.4%、46.4%,比经15%Aquatensid BW淬火的板材分别高20.3%、48.8%。在10%~15%浓度内淬火剂的淬火效果最好,材料的拉伸性能最优,其主要原因是当高温铝合金工件浸入Aquatensid BW淬火剂时,由于受热脱溶的聚合物具有良好的润湿性,会黏附在高温工件表面。10%~15%浓度的淬火剂黏附在1mm板材上的聚合物厚度是最适中的,此时板材与淬火剂的热交换最稳定,保证了工件冷却时过冷度的稳定性,这样材料的组织会更加均匀,因此材料的综合性能会更优异。
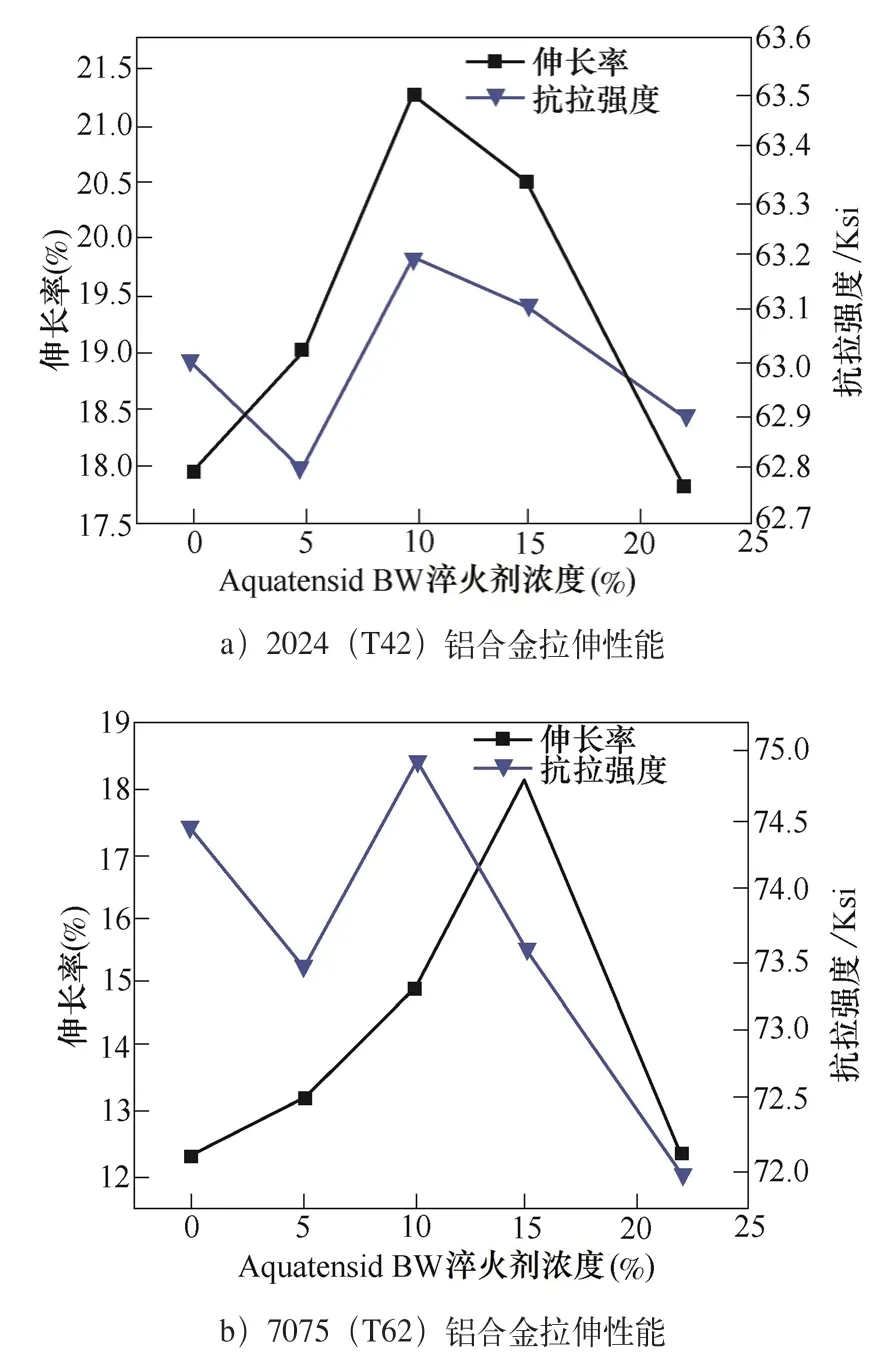
图5 经不同浓度Aquatensid BW淬火+时效后的拉伸性能
图6是经不同浓度淬火剂淬火后,2024(T42)及7075(T62)铝合金板材的包铝层扩散值分布。由图6可以发现,经10%、15%Aquatensid BW淬火后材料的包铝层扩散最小,经水淬后材料的包铝层扩散最大。因此,适当的淬火剂浓度可以减少包铝层的扩散,材料的耐蚀性有所提高。
图7是经不同浓度淬火剂淬火后,2024(T42)及7075(T62)铝合金板材的硬度值统计。BAC5946中对规格为1mm的2024(T42)及7075(T62)铝合金板材的硬度值要求分别为≥57HRB和≥76HRB,经过不同浓度淬火剂淬火后进行时效的材料硬度值均满足要求。

图6 2024(T42)及7075(T62)包铝层扩散值

图7 2024(T42)及7075(T62)铝合金板材的硬度值
4 结束语
1)35℃条件下Aquatensid BW淬火剂的浓度越高,黏度也越大。从500℃开始测量不同浓度的Aquatensid BW淬火剂冷却速率,其冷速变化为v水>v5%>v10%>v15%>v22%,即淬火剂浓度越高,冷却速度越慢。
2)规格为1m m的2024和7075铝合金板材在35℃、80℃水中以及不同浓度Aquatensid BW淬火剂中淬火后,2024铝合金板材的变形方式为单边翘曲,7075铝合金板材的变形方式为中间凸起,板材经过不同浓度淬火剂淬火后,板材高度方向的变形量均<1mm,浓度在10%和15%时,板材在高度方向的变形量较小。
3)2024及7075铝合金典型工件在10%及15%浓度的Aquatensid BW淬火剂中的变形量较小,其中在10%淬火剂中淬火后工件的变形量相对于在水中的变形量分别减小66.7%、60%。
4)当Aquatensid BW淬火剂的浓度为10%及15%时,2024(T42)及7075(T62)铝合金的拉伸性能及硬度值最优,并且包铝层的扩散最少,所有的性能均满足波音规范要求。
5)厚度为1mm的铝合金工件使用Aquatensid B W 淬火剂进行淬火,推荐使用的浓度范围为10%~15%。
