采用淬火压模控制薄壁齿轮的淬火变形
2021-03-26张宇庆
张宇庆
辽宁省抚顺市抚东机械厂 辽宁抚顺 113105
1 序言
随着科技的发展,一些传动机构的部分零件较以前的设计有所改进。部分零件采用薄壁的形式,这样的设计既可以减轻零件的重量,又可以减少零件传动中的功率损耗。但是,随之而来的问题就是为热处理过程增加了难度,例如,如何有效地控制淬火变形,保证后续机械加工的进行。
正如大家所知道的,机械零件在热处理过程中,由于组织应力和热应力的共同作用,极易产生各种形式的变形,而且零件的形状特点也易导致变形的产生。因此,要求从事热处理工作的技术人员在研究零件的变形时,必须充分考虑零件在热处理过程中组织转变的规律、零件的结构特点、工艺参数的选定、工装的选用及淬火设备[1]的使用情况等,找出影响变形的主要因素,并采取相应的措施,才能有效地减小或控制零件变形,以满足产品加工工艺的要求。
2 问题的提出
辽宁省抚顺市抚东机械厂生产的一薄壁齿轮,如图1所示。材料为20Cr2Ni4A钢[2],其化学成分见表1。技术要求:渗碳层深度为1.3~1.6mm,表面硬度≥60HRC,心部硬度为35~49HRC,端面翘曲≤0.25mm,内孔圆度≤0.25mm。
在原淬火工艺方案中,虽然考虑到了零件由于形状特点,容易产生翘曲的实际问题,但是忽略了零件的薄壁特点,只采用内孔加装淬火芯轴,控制内孔的圆度变化。由于该齿轮属于薄壁类零件,零件的薄壁未能得到有效控制,导致零件的薄壁处尺寸增大,即薄壁最外端的尺寸增大,零件的尺寸加大了0.8~1.0mm,甚至个别零件的增大尺寸达到了1.5mm以上。从外观尺寸来看,零件呈现“喇叭口”形状,且圆度达到1.0mm以上,严重影响到零件的后续加工,甚至因尺寸变化直接报废。
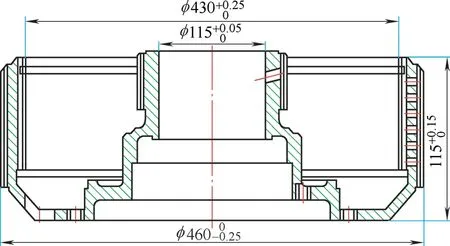
图1 薄壁齿轮

表1 20Cr2Ni4A钢薄壁齿轮化学成分(质量分数)(%)
3 原因分析
由于薄壁类齿轮零件产生了上述变形,因此给下一步机械加工带来了极大的困难,齿部加工因基准的变化,难以完成最终的精加工。
针对此种变形,我们分析其产生的原因主要有两点:
1)虽然在淬火芯轴的控制下,内孔的圆度得到了控制,但零件的薄壁处未加以限制,在淬火时,由于组织应力、热应力的作用而产生了畸变。
2)正因为薄壁处的畸变,零件的端面翘曲也有所增大。
为此,要控制零件薄壁处的畸变和端面翘曲的变化,就必须对零件的薄壁处和端面在淬火过程中加以限制,以保证此零件淬火过程中产生的变形在工艺要求范围内。
通过对零件变形的具体分析,零件薄壁处尺寸增大和端面翘曲度过大的原因,主要是淬火过程中未能采取行之有效的措施,对零件易出现变形的部位未加以限制。根据经验,此类零件在淬火时需要平放入淬火油中,以减少零件的变形。但是,其中有一个不可避免的因素出现,即零件在平放入淬火油中时,由于零件的各截面存在尺寸差,势必导致各部位冷却不均匀,从而出现热胀冷缩不协调的现象,因此造成零件薄壁处尺寸增大,而且操作不当及控制方法不合理,均会造成零件出现翘曲变形。若不采取必要的控制方法,就会造成零件的翘曲度增大,从而影响产品质量,造成损失。
4 热处理工艺、工装的改进及效果
综上所述,零件的热胀冷缩不协调,引起零件薄壁处的尺寸胀大。为了有效地解决此类问题,我们将工艺及工装进行改进,即根据零件结构特点和实际生产所使用的淬火设备状况,设计出如图2所示的淬火工装,对零件在整个淬火过程中易产生变形的部位加以限制,有效地控制零件各部位的冷却速度,保证零件的冷却均匀性,从而达到提高零件淬火合格率的目的。

图2 淬火压模工作示意
4.1 淬火模具的设计
为解决零件的畸变,根据零件形状的特点重新设计了淬火压模。该套淬火压模主要由外压模、内压模、下模、6块滑块、芯轴等组成,如图3~图7所示。
淬火压模中的滑块由螺栓联接在外压模上,外压模通过螺杆联接在淬火压床上。由于外压模联接在了淬火压床上,因此外压模在下落过程中,滑块沿着外压模内壁15°斜面移动,在内模压落在零件表面时,滑块刚好完成了移动并与零件的外圆相贴合,固定了零件的外圆尺寸,从而控制了零件淬火过程中的尺寸变化,实现了用淬火压模控制零件变形的目的。
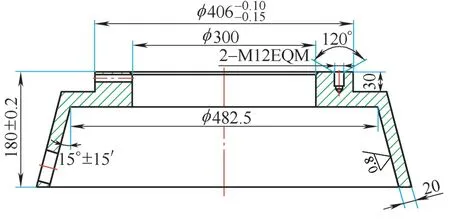
图3 外压模

图4 内压模
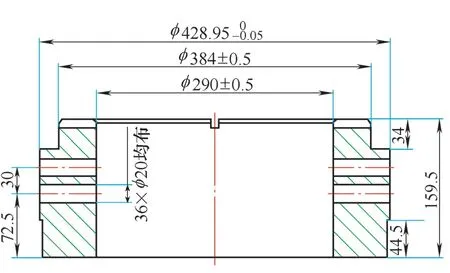
图5 淬火下模

图6 滑块
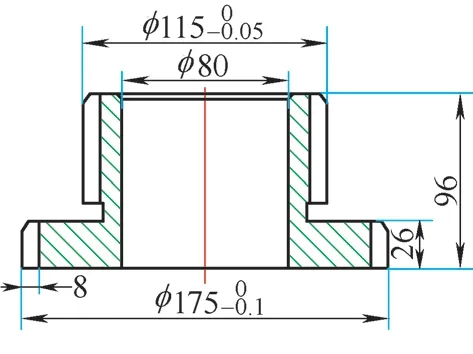
图7 芯轴
淬火压模的具体工作步骤:
1)将滑块联接在外压模上,并保持滑块始终处于自由状态,不得有卡滞现象。
2)将外压模、内压模联接在淬火压床上,并提升至规定高度,将淬火压床的控制按钮调至自动位置。
3)将下模、芯轴安装在淬火压床的工作台上。
4)以芯轴定位,零件放置在下模上。
5)按动淬火压床上的控制按钮,内外压模同时下落,当内压模落在零件表面上时,安装在外压模上的滑块刚好与零件外表面贴合,外压模落在工作台上,这时外压模与零件形成了封闭空间,此时喷油阀工作,在封闭空间充满淬火油,零件完成淬火工作。
4.2 淬火压模的使用效果
在淬火压床上进行淬火时,淬火压床的压力可以根据淬火时出现的不同情况适时地进行调整,使零件在淬火过程中始终处于压力淬火的状态。由于零件的形状和尺寸承受着淬火压模的限制,制约了零件在淬火过程中出现的翘曲度,从而保证了零件的翘曲度能够控制在所要求的范围内。
由于淬火工序采用此种淬火压模,原来薄壁处的尺寸变化得到了控制。通过测量圆度能够控制在0.25mm左右,“喇叭口”现象未再出现;φ115mm的内孔由于芯轴的作用,圆度也能够控制在0.2mm左右,大大提高了零件的淬火合格率。
5 工艺分析及体会
薄壁类零件截面差较大,其变形规律为内孔缩小和端面翘曲变形,是在各种复杂应力综合作用下产生的结果[3]。因此,有必要采取有效地控制措施,限制或减少零件的尺寸变化,使之能够满足下一步的机械加工要求。
通过薄壁零件的淬火生产实践,得到以下体会:
1)解决零件薄壁处尺寸的变化,就要对薄壁处的尺寸变化加以限制。根据零件的形状和我公司淬火设备的特点,将淬火工装加以改进,外压模的内壁设计成15°的斜面。
2)根据淬火设备的特点,将滑块的一端设计成15°的斜面,使之与外压模的内壁尺寸相吻合。
3)在加工15°的斜面时,零件的表面粗糙度要控制在比较高的加工精度上,如Ra=0.4~0.8μm,这样滑块在沿外压模内壁下落过程中,就不会出现卡滞现象。
4)在淬火下模的端面加工出36个凹槽,滑块侧面加工6个孔,这样的设计有利于零件在淬火过程中淬火油的循环流动,从而增强了淬火油的冷却性能,提高了淬火油的冷却能力,同时也可以保证零件表面的淬火硬度能够达到图样的技术要求。
5)将滑块加工成6块,并均匀地安装在外压模上。这样外压模在下落过程中,可以避免滑块移动时出现卡滞现象,保证滑块完全贴合在零件外圆上,从而限制了零件外圆尺寸的变化。
引起零件变形的主要原因是冷却时由于在截面差、热应力和组织应力的综合作用下,使零件的薄壁处尺寸胀大,呈现“喇叭口”现象。
原来的淬火工艺方案中,零件在淬火过程中产生的各种应力得不到有效限制,故不能满足工艺的技术要求。而当采用淬火压模进行淬火时,由于零件在淬火压床的压力作用下,可以最大限度地限制零件的变形。这种强制的作用,可以使相互应力趋于平衡,限制了零件翘曲变形现象的发生。
此外,渗碳层的碳浓度梯度的变化、金相组织,以及操作的平稳性等都会影响零件的变形。在实际生产中还要严格控制各种渗剂的流量,使渗层的浓度梯度更加平缓地向心部过渡,并较平缓地与心部原始组织结合[4],从而避免出现过陡的碳浓度梯度,影响产品的使用性能。
6 结束语
薄壁类零件在进行热处理操作(尤其是淬火过程中)时,一定要根据零件的结构特点,并结合图样要求,认真地进行分析、论证,找到其容易出现变形的部位,并根据实际生产情况,采取有效的工艺方法及防护措施,将零件的形状畸变、尺寸变化控制在工艺要求的范围内,从而更好地保证生产的顺利进行。
