用于焊接缺陷检测的超声相控阵探测技术研究
2021-03-25王正发黄鑫
王正发,黄鑫
(1.东莞华医检测技术有限公司,广东 东莞 523808;2.广东睿超电子科技有限公司,广东 东莞 523808)
0 引言
在当前阶段下,随着我国各个领域对设备产品设计构造的升级和优化,制造工艺越来越复杂,因而对于焊缝的质量要求也越来越高,在这种背景之下,传统的焊缝缺陷检测方式由于其检测方式单一、数据精准度不足以及检测效率不高等问题,已经无法匹配现代设备的要求。而超声相控阵技术的出现则完美解决了对焊缝检测的问题,和传统的无损检测方法相比,其能够实现对焊缝区域全方位、全聚焦的成像检测,在很大程度上提升了对缺陷的检测质量和效率。
1 超声相控检测系统及原理
超声相控阵技术发端于相控阵雷达技术,在相控阵雷达之中,天线单元被按照一定的形状有序排列,通过调节每个单元发射电磁波的时间和幅度来控制雷达波束聚焦和扫描的区域。其中相控阵换能器是基于惠更斯-菲涅耳的原理被设计出来的,它能够通过对声波在发射或者接收过程中加入不同的延迟,来实现聚焦、移动等超声成像检测功能。我们常用的超声相控检测系统主要是由相控阵环能器阵列以及控制单元构成,其中换能器阵单元具有独立的发射和接收电磁波的控制模块,并且是按照一定的规则来进行排列的。超声相控检测系统的原理如图1所示[1]。
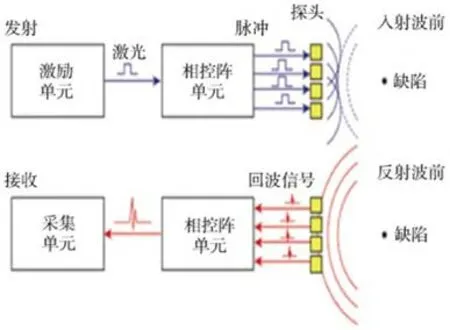
图1 超声相控检测系统原理
超声相控阵检测系统的工作原理为:当相控阵换能器处在发射状态之下,控制单元就会以一定的延时规律来控制超声波束的聚焦和移动方向,并通过对换能器内阵元发射时间的延时控制,来实现检测声束聚焦、移动等功能。相控阵换能器的接收和发射一样遵循上述延迟规律,并且同发射状态是一个能够相互转换的过程。使用超声相控阵检测时,声束在介质中是按照一定的规律进行传播的,在声束传播过程中,遇到存在缺陷时,声束的阻抗就会发生改变,并生成具有一定声强的反射信号。阵元在对缺陷点所反射回来信号进行一定处理之后,就能够增强信号,实现聚焦接收的目的。
2 焊接缺陷相控阵检测工艺分析
2.1 探头及楔块
超声相控阵探头是一种晶片阵列,可以通过对晶片激发时间的调节来控制声束焦点的聚焦和移动,依据探头内晶片排列阵型的不同可以将其划分为线阵探头和面阵探头。在实际应用中,我们经常使用的是频率为5M、晶片数量为64的线性探头,并为之匹配相应的楔块,在探头和楔块的连接处,要确保其能够完美地融合而不能够出现缝隙或者有气泡等现象,与此同时还应在进行检测的过程中保证探头楔块和被检设备表面能够实现良好、稳定地耦合,从而保证检测工作能够顺利进行[2]。
2.2 灵敏度检测
由于我国的超声相控阵检测技术发展较晚,目前在电力行业内还没有关于超声相控检测的相关技术标准,因此对于检测的灵敏度只能够参照传统的超声波检测标准。例如GB/T 4163-1984 《不锈钢管超声波探伤方法》(NDT,86-10)。对于检测灵敏度的校准则可参考GB/T 23905-2009《无损检测 超声检测用试块》中附录B所列出的方法。使用附录规定的RB-3试块来确定检测的灵敏度,足以证明在范围区域内声束在各个位置的检测铃灵敏度是一致的,这样就可以避免因区域内灵敏度不一而造成的漏检问题。
2.3 焊缝工艺
对于焊缝缺陷的检测首先应确定设备的焊接方法和形式,并应知晓焊缝的具体成因。在我国工业化生产中,工厂所采用的焊缝多为自动焊,具有较好的焊缝成型;而对于体积、重量较小的设备,在进行现场安装时,多采用手工焊接,因而在对焊缝进行检测之前应对焊缝的具体形成以及其可能对检测所造成的影响进行分析,以保证检测结果的准确度。
2.4 扫查方式
与传统的超声波检测需要不断地移动探头相比,相控阵检测只需要调整好探头楔块前面与焊趾之间的距离,并确保探头的检测范围能够覆盖整个区域即可纵向移动来对焊缝区域进行检测。在实际应用中,可以采用定位磁条来固定探头的位置,同时为了保证检测的质量和精准度,应对探头安装编码器,并沿着焊缝的轴线进行平行移动。
3 焊缝超声相控阵探测技术的应用
随着超声相控阵检测技术的不断成熟和更新,其已经在各个领域内被广泛应用于各种焊接缺陷的检测,例如航空航天行业内的薄铝板摩擦焊缝探测、化工行业中的奥氏体不锈钢缺陷检测以及管道焊缝检测等。利用超声相控阵探头来对焊缝处进行探伤和检测时,可以借助装有超声相控阵探头的机械扫查器来精确定位探头的移动轨道,实现高效率、高精准度的探伤检测[3]。
在对焊缝进行超声相控阵探测时,还可以使用衍射波时差技术来对焊缝缺陷进行检测,通过选择两组相邻的阵元来作为一个阵元组,其中一组作为发射组,另一组作为接收组,在保证两组压电元件之间间隔一定距离的前提下,调整相控阵的方向对被检测设备的焊缝处进行扫描。在实际当中这种方式常被用于海岸、海上的管道环焊缝的检测,其所遵循的标准为美国的ASTM E1961-1998标准。在进行探伤检测时,通过将发收技术和脉冲反射技术相结合来使用,可以有效提升检测的速度和效率,并能够生成直观、清晰的探伤图像。
4 超声相控探测焊缝缺陷情况分析
4.1 焊缝缺陷数据图像分析
在对焊缝缺陷进行超声相控阵扫描检测后,我们通过相关的数据和图像可以看出,在缺陷信号上面呈现出了一段红色(如图2图像所示),并且在其下方没未能产生正常的回波信号,这就说明在这一显示段内回波信号出现了中断,再结合在对焊缝扫描中产生的图像形态,就足以证明在这一区域内存在着融合不全或者没有焊透等情况。此外在对焊缝扫描的过程中还出现了类似堆积的回波信号颜色显示,如图2所示,在结合图像的具体形状和其在扫描过程中出现的位置,我们可以推断出焊缝处可能存在着气孔或者裂纹的情况。

图2 焊缝未焊透和焊缝裂纹显示
4.2 焊缝缺陷回波信号分析
经过上述对焊缝相控阵检测图像初步分析之后,我们再充分将扫描和检测数据对图像进行进一步的分析。相比于其他信号,图2所显示出的红色回波信号高度非常高,且在它的附近并没有产生任何其他信号,再联系上述所得出的分析结果进行综合分析,我们可以得出图中所显示出来的红色信号为焊缝处未焊透的回波信号表征[4]。此外,在图2中我们还可以看到有一组呈现出高低不平状态的回波信号,并且在来回移动探头时会出现信号切换的现象,结合上述分析,我们可以推断出这种回波信号时焊缝处裂回波的表征。
4.3 焊缝缺陷判定情况
在对焊缝具体缺陷数据图像以及超声相控阵信号进行分析后,我们可以把它以更为直观的表格形式呈现出来,以便于对其进行总结和归纳。具体如下表1所示。

表1 超声相控阵检测焊缝缺陷分析表
通过对焊缝超声相控阵检测图像和数据的分析,我们可以得知,不同的缺陷类型在使用超声相控阵检测时所显示出来的图像以及回波信号是不一样的。并且在对焊缝进行缺陷部分检测时,超声相控阵检测技术不仅表现出来了高度的灵敏度,并且还具有很高的可靠性[5]。最后,对于图像和信号的分析以及总结,可以帮助我们更好地认识不同缺陷所表现出来的特征,从而可以为我们日后更加高效和高质量地进行超声相控阵检测打下良好的基础,同时也有助于将该项技术继续推广出去[6]。
5 结语
综上所述,相较于传统的超声波检测技术,超声相控阵检测系统在对于焊缝无损检测方面表现出了巨大的优势,其具有检测精度高、图像及数据便于存储、设备灵活便携等诸多优点,从而使得其能够在新型材料检测、压力容器探伤以及航空航天等多个领域被广泛应用。超声相控阵检测技术未来必将会取代传统的检测方式成为新的业界潮流,因此我们只有不断加强对于超声相控阵检测技术的开发和研究,才能够在最大程度上发挥出该项技术的优势,从而为我国现代工业装备和产品的质量保驾护航。
