菲迪亚K211机床电主轴无法高速旋转故障分析与处理
2021-02-27李军锋
李军锋
昌河飞机工业(集团)有限责任公司 江西景德镇 333002
1 序言
我公司一台菲迪亚K211高速加工中心采用FIDIA C20系统,使用的是GAMFIOR E13799型号的电主轴,功率为27kW,最高转速为24 000r/min。电主轴采用PARVEX伺服驱动控制,使用旋转变压器作为速度检测元件,该类型电主轴类似于同步电动机,需要调整机械角度与电气角度重合,电主轴才能保证最大扭矩输出。
2 故障现象
菲迪亚K211高速加工中心更换备用电主轴后,在0~2 000r/m i n内能正常旋转,当转速>2 000r/min时,电主轴无法旋转,机床出现“Spindle Drive Fault”报警,无法正常使用。
3 故障分析及处理
该电主轴是经过修理的备用电主轴,在0~2 000r/min内能正常旋转,当转速>2 000r/min时,电主轴无法旋转,如图1所示。从故障现象上看,可能存在机械和电气等方面的问题。
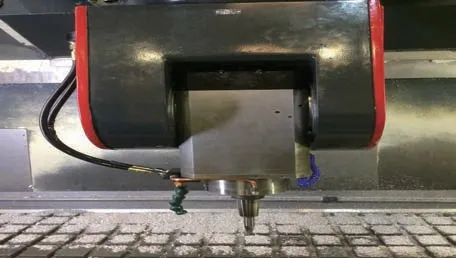
图1 菲迪亚K211高速加工中心电主轴
3.1 机械故障导致电主轴无法高速旋转的可能性
该电主轴采用直联主轴,中间没有齿轮或其他减速机构,其基本结构如图2所示。影响电主轴无法高速旋转的原因可能是电主轴轴承损坏。
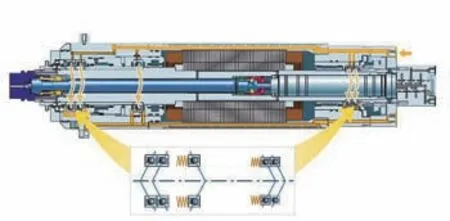
图2 电主轴基本结构
对于电主轴轴承损坏的可能性,我们用标准检验直棒检测电主轴近端跳动为0.005mm(电主轴出厂此项精度要求为≤0.008mm);检测电主轴远端跳动为0.010m m(电主轴出厂此项精度要求为≤0.015mm);检测电主轴端面跳动为0.005mm(电主轴出厂此项精度要求为≤0.010mm),如图3所示。并且手动旋转电主轴,电主轴转动灵活,无异响,因此可以排除电主轴轴承损坏的可能。
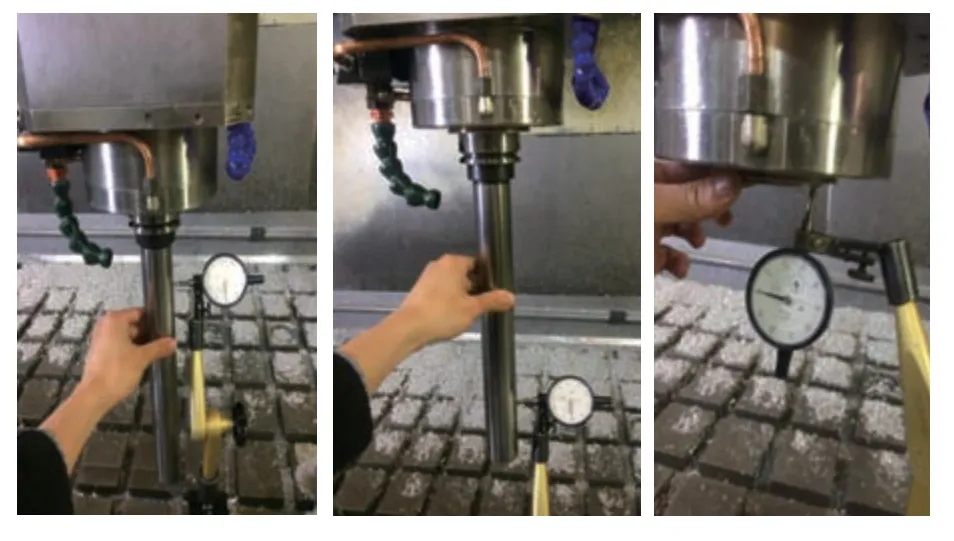
图3 电主轴精度检测
3.2 电气故障导致电主轴无法高速旋转的可能性
电气故障导致电主轴无法高速旋转的可能性有:①电主轴动力电缆有问题。②电主轴控制单元PARVEX伺服驱动存在故障。③电主轴旋转变压器角度不对。
电主轴动力电缆有问题导致电主轴无法高速旋转的原因有:电主轴动力电缆接头接触不良,接触电阻增大或电主轴动力电缆三相两两之间电阻不平衡。这两种情况都会导致电主轴电流减小,从而导致电主轴能旋转,但无法高速旋转。检查电主轴动力电缆的接头,发现动力电缆接头紧固良好,无松动、烧蚀现象,因此排除电主轴电缆接触不良的可能性。用万用表检查电主轴动力电缆三相两两之间电阻值均为0.8Ω,且三相均对地电阻无穷大。因此排除电主轴动力电缆有问题导致电主轴无法高速旋转的可能性。
如果电主轴控制单元PARVEX伺服驱动存在故障,IGBT性能下降,内阻增大,那么PARVEX伺服驱动还是能够进行逆变,输出电流,但是由于内阻变大,输出电流将变小,就无法满足电主轴高速旋转。由于现场不具备检测IGBT性能条件,我们就对其PARVEX伺服驱动进行新备件更换测试,测试结果表明电主轴还是无法高速旋转。因此也排除电主轴控制单元PARVEX伺服驱动存在故障的可能性。
将电主轴后端盖拆卸,在电主轴末端能看到旋转变压器,松动固定旋转变压器的3个固定螺栓,旋转变压器就可以沿圆周方向移动,注意不需要拆除螺栓,通过旋转电主轴就可以调整旋转变压器的角度,如图4所示。

图4 电主轴旋转变压器拆卸
电主轴旋转变压器角度调整具体方法如下。
第一步,在机床系统里安装用于调整此类型电主轴电气角度所需要的Parvex Motion Explorer(PME) 软件,该软件原本属于使用软盘安装,由于机床系统升级后,无法使用软盘,可以将软盘disk1~disk5的内容拷贝到硬盘上,注意一定要存放在C盘根目录下,然后启动disk1中的install软件,一直到安装完成。
第二步,软件安装完成后,在程序中有Parvex Motion Explorer名称,开启该软件,出现图5所示窗口。
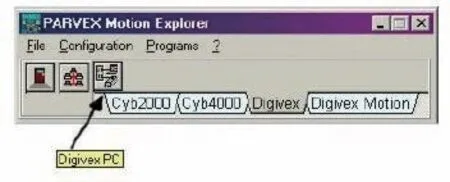
图5 起始界面
第三步,建立PME软件与电主轴PARVEX伺服驱动通信。由于该机床CNC控制台主机上只有一个COM口,而力士乐坐标轴驱动、PARVEX电主轴伺服驱动都是使用COM口进行通信,正常情况下,COM口被IIB板引出的COM线占用,当需要对电主轴进行参数调整时,需要将IIB板的COM线拔除。
注意:COM口不允许带电拔插,容易烧坏端口,需要关机断电后,再进行拔插。再将PARVEX电主轴伺服驱动的C O M线连接到菲迪亚主机的COM口,一定注意这个COM口不是在IIB板上,是在计算机主机的COM口。当电缆连接正确,COM口设置正确(根据实际主机上COM口位置设定),传输率设置为9 600B。当以上条件满足后,在图1所示起始界面上,单击选择连接PC的图标后,出现图6所示界面。

图6 启动界面
第四步,在启动界面上,单击菜单中的Connection菜单,会出现提示菜单,问是否读取驱动中的参数,选择“是”后,出现读取参数进度提示界面,等待参数读取完成,期间不要做其他动作,如图7所示。
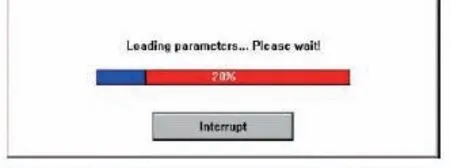
图7 读取参数进度提示界面
第五步,当连接成功后,菜单中的Connection选项会变成Disconnection,说明连接成功,然后在Parameters→Resolver→ Adjustment,对旋转变压器角度进行调整(见图8)。
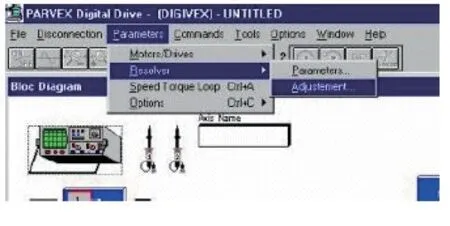
图8 校准旋转变压器菜单选择
第六步,单击Adjustment菜单后出现以下界面,选择Start按钮,进入校准界面,旋转OK按钮退出此界面,如图9所示。
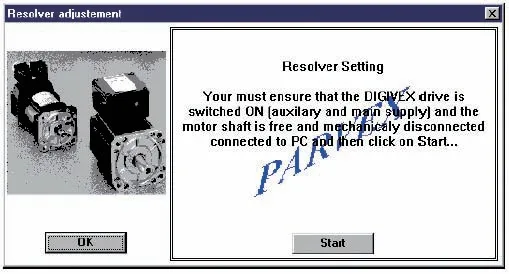
图9 是否进行旋转变压器校准界面
第七步,选择Start按钮后,出现图10所示界面。

图10 旋变调整界面
第八步,进入此界面后,就可以对电主轴的旋变角度进行调整,具体做法为:单击ON按钮,电主轴会旋转一下,用于将电主轴机械角度定住,这时电流会达到80A左右,一定要在机床上电的情况下,单击ON按钮。保持ON的状态,调整旋转变压器的定子线圈角度,直到内圈与外圈的两条红线重合,角度显示在0.1°以内,如图11所示。
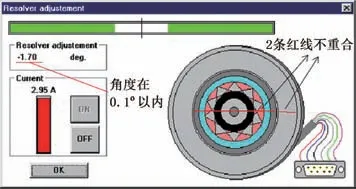
图11 旋变角度调整
第九步,单击OFF按钮,转动电主轴上的刀柄让外圈红线移动120°左右,手离开刀柄,单击ON按钮,这时电主轴会慢速转动,直到内外2条红线重合,角度显示在0.1°以内。如果角度显示过大,重复第八步操作,直到刀柄转动120°后,单击ON按钮后,角度也自动回到0.1°以内。
第十步,单击O F F按钮,转动电主轴上的刀柄,让外圈红线移动-120°左右,重复第九步操作,直到刀柄转动-120°后,单击ON按钮,角度也自动回到0.1°以内。
通过以上电主轴旋转变压器角度调整,使电主轴机械角度与电气角度重合后,测试电主轴高速旋转功能正常,能达到最高转速24 000r/min,且电主轴温升正常,电主轴可以正常使用。
4 结束语
对于电主轴无法高速旋转故障,进行故障排查时,要从机械、电气等方面进行分析,列出可能导致问题出现的各种原因,然后分别对各自的可能性进行排查,才能最终找到故障原因,排除故障,取得比较好的效果,使机床恢复正常运行。
