复合材料增材制造技术在直升机上的应用前景
2021-02-19郭步高吴东波
郭步高 吴东波 刘 根
(中国直升机设计研究所,江西 景德镇 333001)
0 引言
材料的研制与直升机的更新换代密不可分,而航空领域对材料的要求更为苛刻,除了轻质高强外,还需要良好的耐高温/低温、耐腐蚀以及抗疲劳等性能。自第三代直升机诞生以来,随着制造水平的稳步提升,传统的木质和金属结构件已逐渐被复合材料所取代,而机体结构复合材料的使用量也成为评价直升机技术水平的重要指标之一[1]。
目前,绝大部分复合材料都在使用传统的成型方法,较为常用的复材成型方法有手糊成型、喷射成型、模压成型以及RTM 成型等。其中,手糊成型历史悠久,其加工成本低,但精度和稳定性难以保持且效率较低。喷射成型损耗大且可控性差。模压成型及RTM 成型都需要昂贵的模具,不易制作外形复杂的零件[2]。
随着“工业4.0”时代的到来,个性化和数字化的生产模式孕育而生,在航空航天领域,复合材料成型技术发展迅速。随着增材制造技术在金属材料成型上的发展,越来越多的人将目光投向了复合材料。增材制造的核心思想是“离散-堆积”,狭义上来说,它是一种以激光、电子束以及电弧等为热源,熔化粉材、丝材,逐层堆积并形成实体的技术;广义上来说,任何逐层累积的加法制造都属于增材制造领域,这种新型成型方式不需要模具和铸锻设备,成型快且自动化水平高,理论上适合成型各种形状复杂的零件。针对直升机上各种复杂且数量众多的零部件,将增材制造技术引入复合材料成型领域可以有效地克服传统复材成型方式带来的弊端,此外,独特的成型方式在结构优化方面也有非常重要的作用。
1 复合材料在直升机上的应用现状
自1970 年以来,复合材料凭借其轻质高强、耐疲劳性好、减振性能好、电磁防护性能好以及可设计性强等优点逐渐提高了其在航空领域的使用率[1-3]。按照基体材料对复合材料进行分类,大致可以分为金属基复合材料、聚合物基复合材料以及无机非金属基复合材料。其中,树脂基复合材料的用量最大,达到90%以上。与传统的金属材料(例如铝合金、钢以及钛合金等)相比(如图1 所示),复合材料在比强度和比模量方面的优势比较明显。此外,复合材料在改善飞机机体结构、降低结构质量以及提高隐身能力等方面都有自己特有的贡献,而这些复合材料大多是由碳纤维、树脂、金属以及陶瓷等材料复合制成的结构材料。其中,碳纤维增强材料是复合材料领域的标志性产品,它提高了复合材料的可用性和强度。

图1 直升机常用复合材料与金属的比强度与比刚度
随着直升机研发设计水平及材料的发展,国内外直升机水平也得到了迅猛发展。从最初的活塞式发动机到如今的第三代涡轴发动机,材料从木质材料到全金属材料再到如今的复合材料,结构轻量化是目前直升机研发制造的热点。直升机与固定翼飞机最大的差异就是提供升力的方式不同,直升机特有的旋翼使它能够完成水平移动、垂直起落以及空中悬停等动作。旋翼作为直升机的关键部件,主要由桨叶(至少2 片)和桨毂组成,对桨叶的设计也有较高的要求,除去各种复杂气动要求之外,还需要满足疲劳、降噪和动力等方面的要求,这就对桨叶材料提出了较高的要求,而复合材料相比于传统的金属材料,其综合性能更好,与钛合金结构件相比,其质量分数减轻了30%。与铝合金结构件相比,其寿命提高了50%[4]。
机体作为直升机的基础结构,可以将各类部件连接到一起,主要包括驾驶舱、座舱、发动机舱、尾梁及尾翼等部件,虽然在承载方面没有过高的要求,但需要重点关注结构刚度及抗坠毁能力[5]。复合材料可设计程度较高,可以满足多种复杂结构的要求,例如目前复合材料蜂窝夹层结构常用于制作曲面罩体,操作简单,可实现一体化成型的目标。对于不同部件的具体性能要求也不相同,这样才能凸显复合材料可设计性强的优点。除此之外,部分起落装置和机体内部的座椅、框架等也使用了复合材料。
20 世纪中后期,随着材料水平的进步,复合材料和合金也逐步在直升机中应用[6]。其中,美国涌现出许多著名直升机,例如中/重型运输机CH-47“支奴干”,其机身为半硬壳结构,而驾驶舱、机舱及旋翼为金属结构,复合材料占比约为10%。自诞生以来,该直升机经历了多次改型,由金属旋翼转变为玻璃钢旋翼,未来还将使用先进的碳纤维复合材料;UH-60“黑鹰”在主桨上采用了Nomex 蜂窝芯以及复合材料蒙皮,尾桨则由碳纤维复合材料构成。此外,驾驶舱门、整流罩等曲面结构也是由玻璃纤维等复合材料组成;苏联的米-28“浩劫”的复合材料占比达到了机体质量的25%;法国“海豚”的机身使用树脂基复合材料的比例也达到了25%。从20 世纪90 年代开始,各国第四代战机陆续诞生,第四代战机大面积使用了复合材料和新材料,只在某些关键部件使用金属构件,有效地提高了直升机的性能,也加快了飞机的飞行速度。为了应对21 世纪的战场,美国RAH-66“科曼奇”也采用了大量复合材料,复合材料的占比达到50%以上。与国外的设计理念和技术水平不同的是,我国的直-20 使用了大量的复合材料,在旋翼系统上使用了5 片先进复合材料桨叶及钛合金主桨毂;此外,主机身及内部结构上也使用了很多复合材料,复合材料的使用面积占全机的50%以上。除了军用直升机以外,民用直升机在近几年也取得了许多进步。2010 年3 月,国产大型民用直升机AC313 首飞,起飞质量达13 t,复合材料的使用面积占全机的50%。其中,旋翼系统采用了先进的复合材料桨叶,拥有较高的疲劳强度,可以延长使用寿命。空客H160 作为首架机身完全采用复合材料的民用直升机,其机身更轻,除了降噪和高承载外,在抗腐蚀和抗疲劳方面的性能也很好。目前,直升机上复合材料的使用量可达50%~80%(如图2 所示),复合材料在直升机上的大规模应用已成发展的趋势。
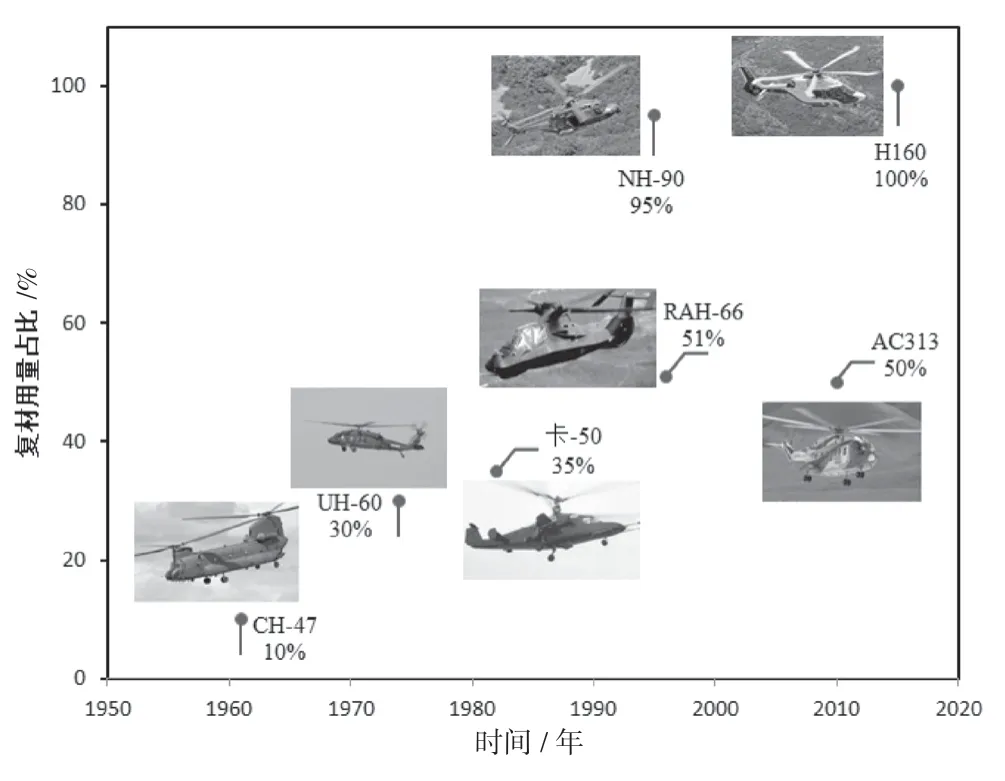
图2 军用、民用主要直升机机型复合材料占比
2 复合材料增材制造技术的研究进展
根据原材料的不同,可以将增材制造分为金属、有机和无机非金属;根据原材料的不同形态,可以将增材制造分为粉末(送粉/铺粉)和丝材(送丝);根据热源的不同,又可以将增材制造分为激光、电子束、电弧和光等,如图3 所示。在增材制造方式中,能够用于制造复合材料的主要有熔融沉积技术(FDM)、选区激光烧结技术(SLS)、光固化立体成型技术(SLA)以及直接墨水书写技术(DIW)。其中,SLS 与金属的选区烧结相似,主要应用于金属基复合材料,用热源(激光、紫外线、电子束以及电弧等)对复合材料粉末进行选区烧结,一层结束后再刮入下一层,逐层累积,从而得到实体。而FDM 所需要的材料为丝材,SLA 和DIW 所需要的材料为溶液。
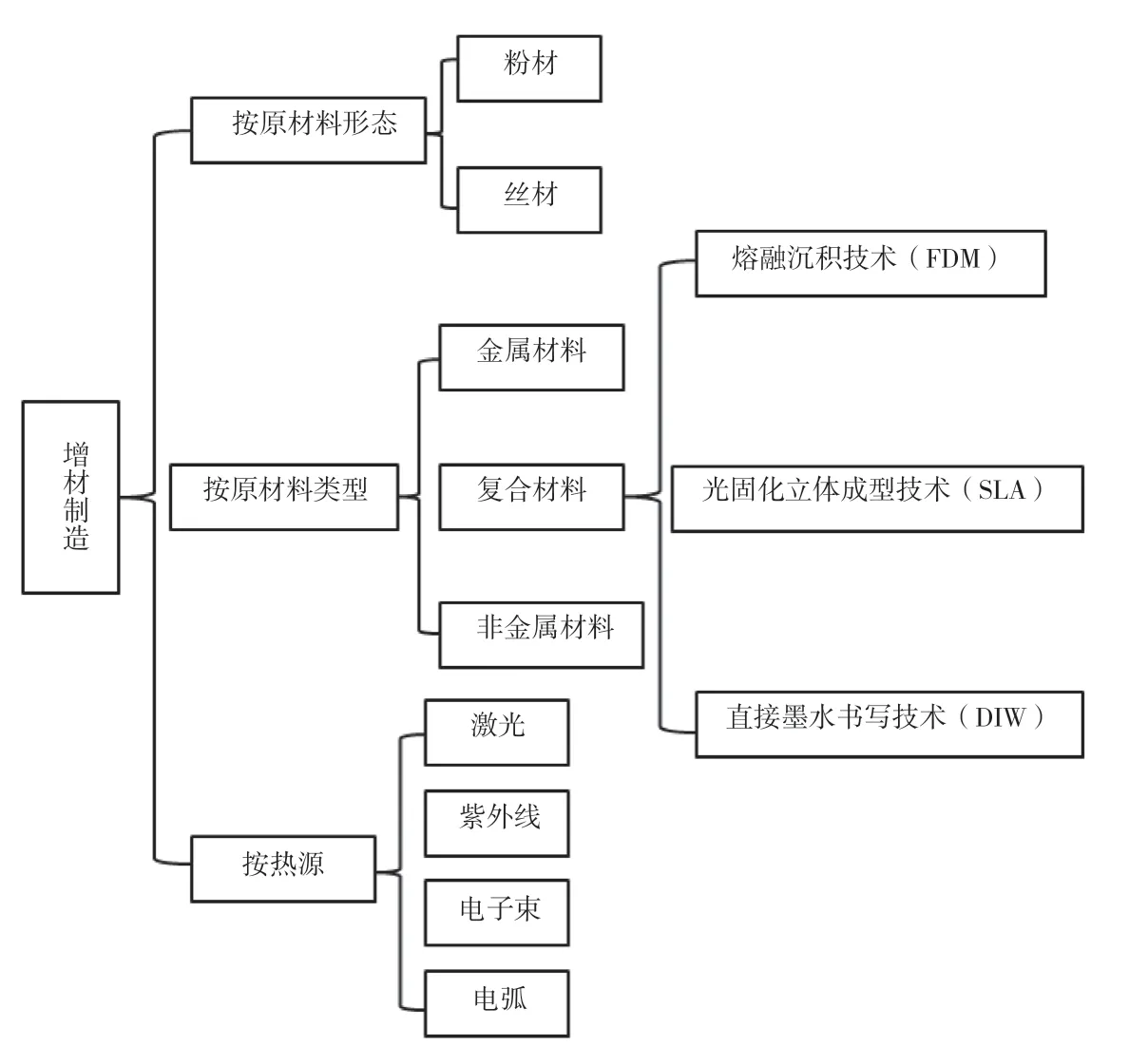
图3 增材制造技术的分类
熔融沉积技术(FDM)是将一定比例的纤维与树脂合成丝材,再将丝材送入加热装置中,随后以连续液滴的形式从喷嘴中挤出,按照设定好的路径堆积成型。其中,纤维和树脂的比例和种类是可调节的。西安交通大学的Ming 等人[7]提出了一种连续纤维增强热固性树脂基复合材料3D 打印的工艺(如图4 所示),可以将其分为3 个独立的模块,包括丝材制备、预成型体成型和成型体固化,基于FDM 原理打印出来的构件(纤维含量为52%)的力学性能大幅提高;其中,拉伸强度及模量分别达到1 325.14 MPa 和100.28 GPa。除了提前制备好复合材料丝材之外,GOH G.D 等人[8]将干纤维送入喷嘴,在挤出的同时引入基体,加热并原位浸渍纤维,再按照路径打印得到产品,如图5 所示。
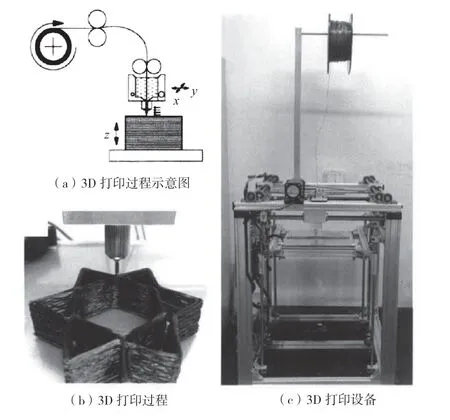
图4 基于FDM 原理的3D 打印设备
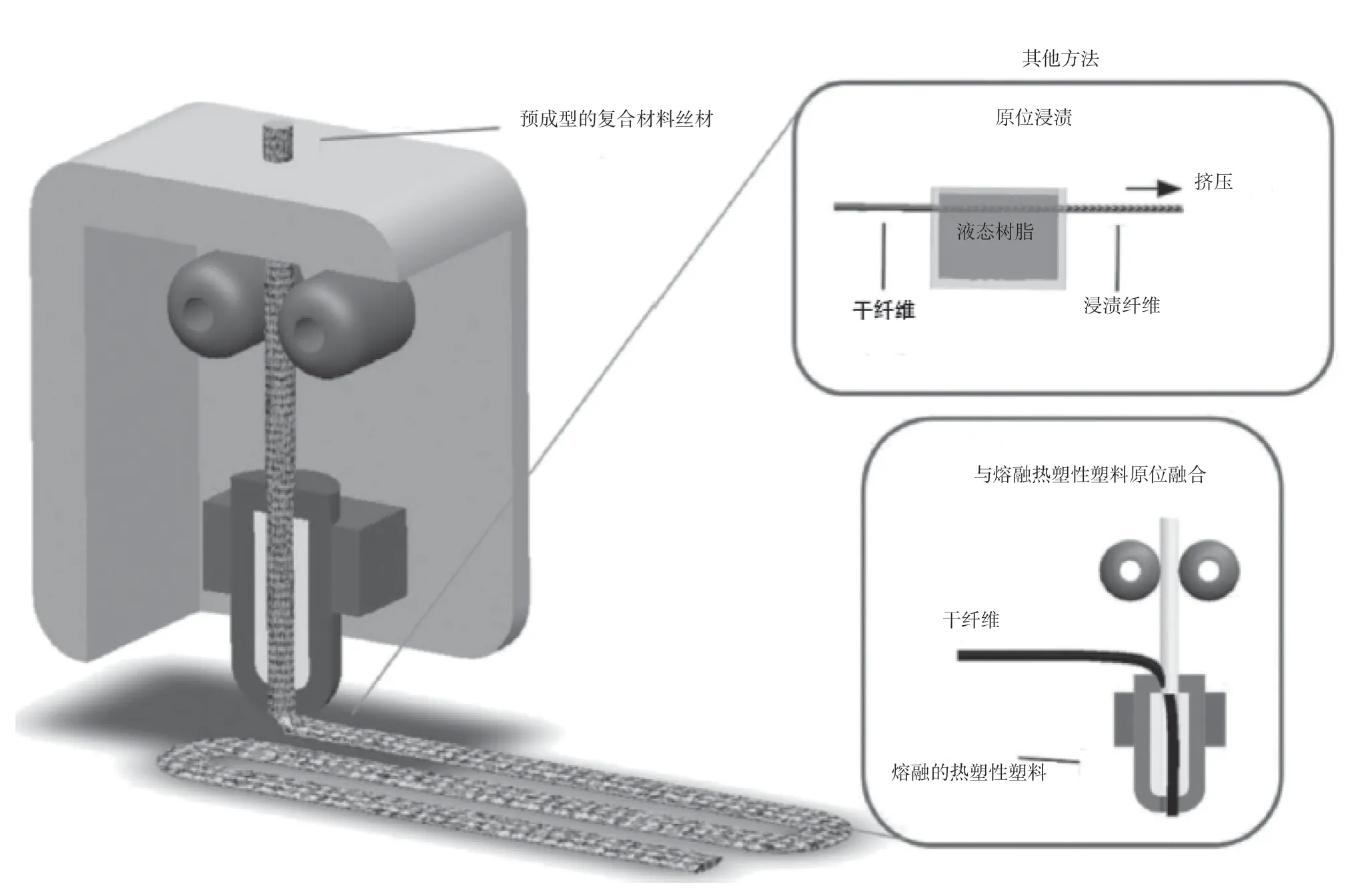
图5 基于FDM 原理的预浸渍/原味浸渍示意图
光固化立体成型技术(SLA)是使用光源将树脂槽中的液态光敏树脂快速固化,降低工作台的高度,继续第二层扫描固化,直至产品成型。美国西北大学的David A. Walker 等人[9]在《Science》中提出了一种高速、大尺度且高产能的光固化3D 打印技术(HARP),该技术通过垂直打印的方式,用紫外线将液态树脂固化,支持多种材料,可以消除光固化3D 打印时产生的巨大热量,突破了技术的限制,未来将应用于航空、汽车及医疗等领域,如图6 所示。但是从短期来看,由于光固化3D 打印技术受光敏树脂性能的限制,因此打印的复合材料的力学性能较差,目前主要有2 种改善方式,一种是在光敏树脂成型时对树脂改性,另一种则是通过加入增强纤维,达到提升力学性能的效果。宋星等人[10]采用光固化3D 打印玻璃纤维增强复合材料,结果表明,经硅烷偶联剂处理的玻璃纤维比没有经过处理的玻璃纤维的性能有了大幅提高;其中,拉伸强度提高了50%,弯曲强度提高了143%。总体来说,一旦开发出高性能材料,就可以实现大尺度打印的目标。
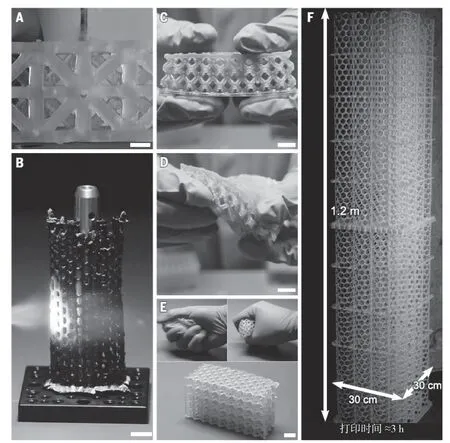
图6 适用于多种树脂
直接墨水书写技术(DIW)是将导电胶、水凝胶等粘性墨水按照规划的路径从喷嘴中挤出并形成指定的产品。哈佛大学的J.A.Lewis 教授[11]首次实现了以热固性树脂为原料的3D 打印,在环氧树脂中加入纳米黏土、碳纤维和碳化硅晶须,制成了具有流变行为的墨水,通过控制纤维长径比和喷嘴直径就可以控制填料的取向。如图7 所示,打印出来的蜂窝结构经低温预固化后转移至高温固化,得到的部件杨氏模量可达24.5 GPa。
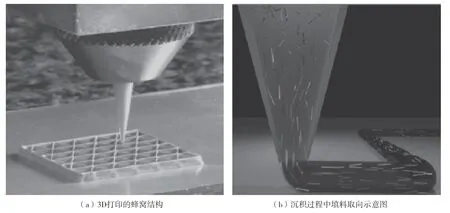
图7 直接墨水书写技术的成型原理
香港城市大学的吕坚院士课题组[12]在《Science Advances》上提出将纳米复合材料作为墨水,利用墨水直接书写技术(Direct ink writing)打印出可以自变形的陶瓷结构,该方法不需要昂贵的激光、紫外线等光源,只需要加热就可以制造出高比强度且大尺度的陶瓷结构,未来还可以将其应用在航空发动机叶片上,具体过程如图8 所示。
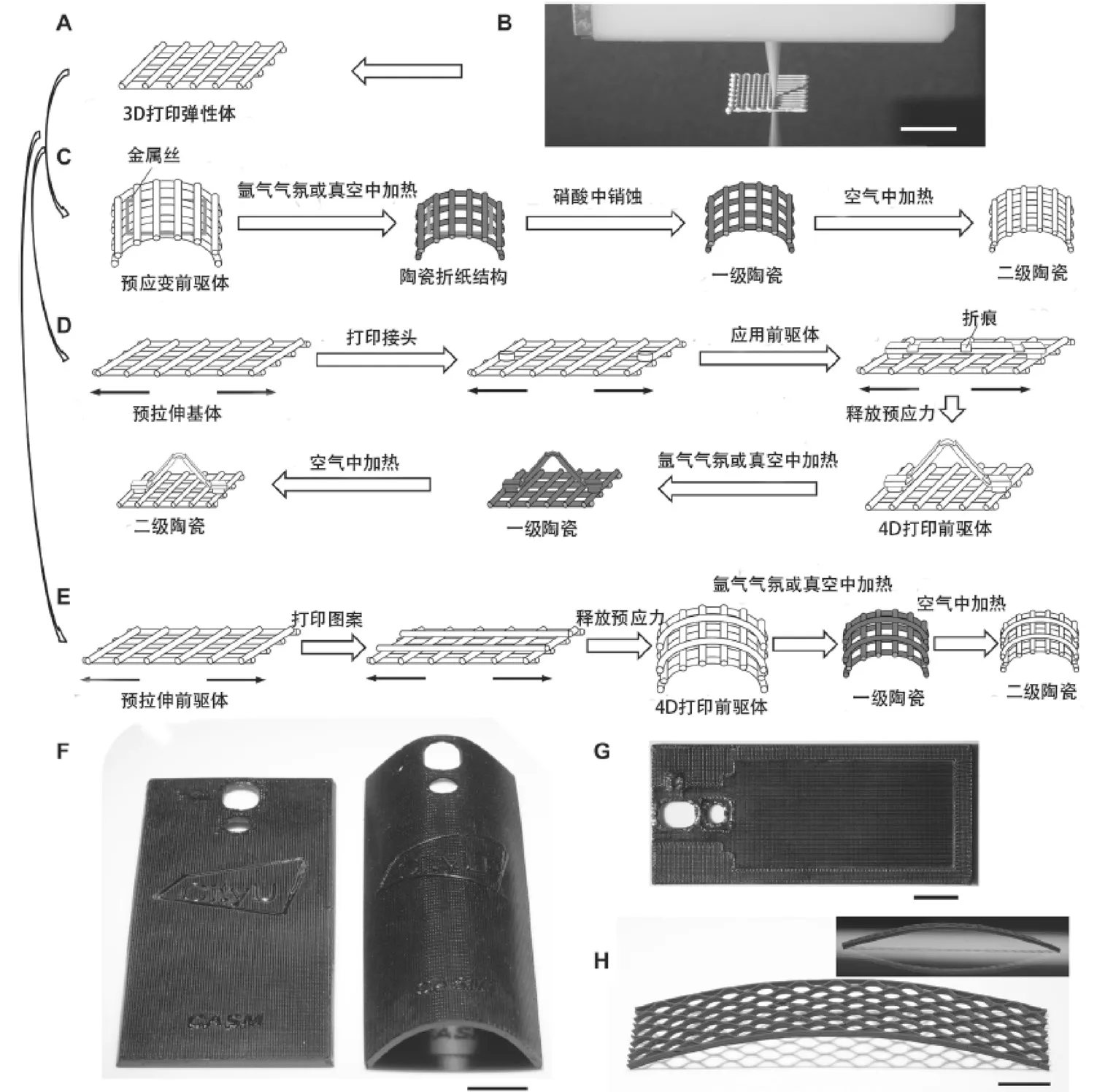
图8 利用墨水直接书写技术4d 打印的弹性体衍生陶瓷(标尺:1 cm)
3 未来发展趋势
近年来,在复合材料领域出现了很多新兴技术,而增材制造技术也是热点方向之一,将两者结合起来,摒弃传统成型方式的不足,一场新的复合材料革命正在悄然进行。而复合材料在直升机领域的运用前景巨大,尤其是热固性复合材料以及高性能纤维增强材料(在结构件上的应用是必不可少的),未来复合材料增材制造技术可能会朝以下3 个方向发展。
3.1 扩大材料库
无论是粉材还是丝材,又或者是预浸料和光固化材料,现有可增材的材料品种还无法满足各领域所对应的不同性能的产品,尤其是直升机部件,其必须由高性能纤维复合材料制成,需要同时满足强度、抗疲劳、抗腐蚀以及耐高温等多种性能,这对材料的种类有较高的要求,同金属材料增材制造技术相似,未来都需要开拓、建立材料库。例如碳纤维、碳纳米管等一系列复合材料,其综合力学性能优异,为增材制造提供了一种巨大的可能——设计制造一体化。如何制备不同比例树脂与纤维的丝材、如何增加光敏树脂的种类以及如何推进热塑性复合材料在直升机上的应用等都将是未来一段时间内需要重点突破的课题。
3.2 克服现存的难题
就目前的研究来看,复合材料增材制造技术尚不成熟,普遍还存在以下3 个问题:1) 制造周期较长。虽然比手工铺贴效率略高,但由于增材制造设备精度高,因此会导致速率受限,常用于制造一些小部件。未来针对大部件,可以在自动化的基础上采用多头增材,以缩短制造周期。2) 固化变形较大。不同于模压成型和RTM 成型,在模具的限制下复材件难以变形,在没有模具的条件下,如果增材制造的复材件是非对称结构,则固化时变形程度较大,未来在规划路径及过程控制上可以减小固化变形。3) 冲击强度较低。相比于预浸料制备的复材件,增材制造带给复材件最明显的一个特征就是强度降低,这与其特定的工艺相关,会降低层间结合力,从而降低构件的损伤容限,如何使其强度不低于常规合金所能达到的水平是必须要解决的问题。
3.3 数字化智能化发展
采用数字化智能化设备替代手工铺层是未来复合材料的发展趋势,凭借增材制造自下而上的成型特点和不需要模具的优点,考虑经济性、稳定性以及可追溯性等因素,大力发展复合材料数字化、智能化增材制造设备具有重要意义。现有的设备多数还只是停留在自动化水准,需要人为干涉,不确定性强,数字化、智能化的推进迫在眉睫,例如数字制造与监控检测的结合将有效地提高复材构件的质量。
4 结语
随着民用直升机的推广,未来直升机产业也将更加繁荣。增材制造技术带来的创新思维也必将引发复合材料领域的变革,这种快速成型的制造方法避免了传统复材成型的局限,能够精确地控形、控性。伴随数字化及智能化机器的应用,该方法应用前景广阔。但是,在直升机上应用复合材料增材制造技术生产的零部件还存在一定风险,但随着近年来国内外众多学者的研究,从小尺寸非结构件到大尺寸非结构件直至未来的大尺寸结构件,复合材料增材制造技术会越来越完善。
