瀑布沟水电站机组导叶安装立面间隙调整方法优化
2021-01-07刘定伟彭云剑
杜 杰,刘定伟,彭云剑
(国电大渡河检修安装有限公司,四川 乐山 614900)
瀑布沟水电站采用单机容量600 MW的混流式水轮发电机组,共6台,其中2、4、6号水轮机由东电生产,活动导叶24块,额定水头156.7 m,最大水头181.7 m,最小水头114.3 m。6号机于2009年12月23日投入运行,截止大修前已运行10年之久。2019年5月16日,瀑布沟6F机组C级检修期间,首次发现活动导叶轴身出现裂纹,总计104条,其中导叶轴身上轴径裂纹1条、导叶轴身下轴径裂纹3条、导叶瓣体裂纹100条。
经过分析东电机组活动导叶材质为ZG06Gr16Ni5Mo,该材料提高了Cr、Ni的含量,Cr、Ni含量的提升同时也产生了δ铁素体,材料中表面的逆变和残余奥氏体,在外力的作用下(包括水流冲刷),形成应变马氏体,这种马氏体的硬度高于原始母材的回火马氏体,更高的硬度差加速了缺陷的产生。
为彻底根治缺陷,避免电力安全生产事故,2020年瀑布沟6号机A级检修,完成了导叶改造更换。
1 情况介绍
导叶立面间隙调整是水轮发电机组检修安装过程中至关重要的一项节点工作。局部过大的导叶立面间隙将导致停机时导叶间隙射流,引发停机啸叫;整体偏大的导叶立面间隙将导致导叶漏水量过大,易引起导叶间隙空蚀,损坏导叶,严重时会造成机组自转。导叶立面间隙调整的质量要求是在导叶间隙关闭严密情况下,用0.05 mm塞尺检查不能通过,允许最大局部间隙0.15 mm,其总长不超过瓣体的25%。瀑布沟水电站东电机组活动导叶为东电生产,共24个,导叶总高4 205 mm,导叶瓣体高度1 525 mm(见图1),连杆为双连杆偏心销调整型式;机组安装时导叶立面间隙调整采用的是传统捆绑导叶调整工艺方法。
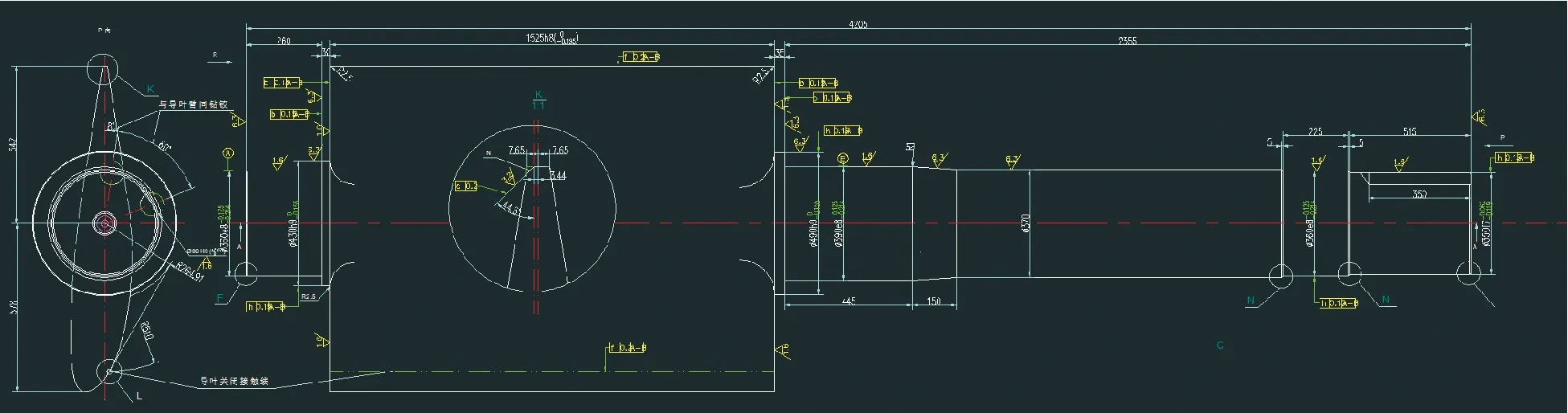
图1 导叶尺寸图
2 传统捆绑法的分析
瀑布沟水电站东电机组导叶立面间隙为导叶大小头搭接面刚性密封。导水机构检修后,上中下轴套、导叶、拐臂、顶盖等导水机构部件装复调整完,导叶端面间隙合格,打入主副拐臂摩擦锥销,导叶处于自由状态。在瀑布沟6号机A级检修导叶立面间隙调整过程中,考虑到导叶瓣体高度较高,单根钢丝绳捆绑,已出现拉紧力度不够、导叶单端受力不均张口等现象。因此,采用两根钢丝绳在导叶上部、下部捆绑一圈半,两头用10 T手拉葫芦焊接吊耳在蜗壳上,收紧葫芦使钢丝绳受力,用铜棒锤击不合缝的拖导叶,使之全部关闭。
在施工过程中,发现采取调整方式仍存在以下不足:一是导叶表面容易损伤;二是导叶之间存在过大的钢丝绳约束力,松开钢丝绳后,约束力会重新分布,导致立面间隙发生变化;三是导叶整体圆度不能保证,导致个别导叶受力较大,极易造成剪短销剪断。采用钢丝绳捆绑的调整方式,搭接面往往不能保证接触面为面密封,出现点接触或线接触。与此,根据导叶各开度位置分布示意图(见图2),佐证了当导叶开度值分布不均时将明显影响导叶分布圆度,造成偏心销受力偏差大。

图2 导叶开度分布示意图
虽然此状态导叶立面间隙值测量为零,但各导叶相对开度一致性较差,偏心销调节余量差别极大,导叶拐臂偏心销连接孔圆心分布圆不理想,严重时导致在任意开度下导叶的转动角度不同,从而影响到水流均匀形态,引起水力不平衡。
3 调整工艺的改进
瀑布沟水电站东电机组导叶连杆采用双连杆偏心销传动结构型式(见图3)。其优点是调节精度高,相对叉头传动结构调整量,偏心销能更加精确地弥补导叶臂和导叶间的角度误差、导叶臂长度误差和连杆长度误差,以确保导叶处于全关位置时,通过调整偏心销偏心方位,使得连杆和控制环/导叶臂合适连接;缺点是受力情况相较叉头更易损,调节余量较小。
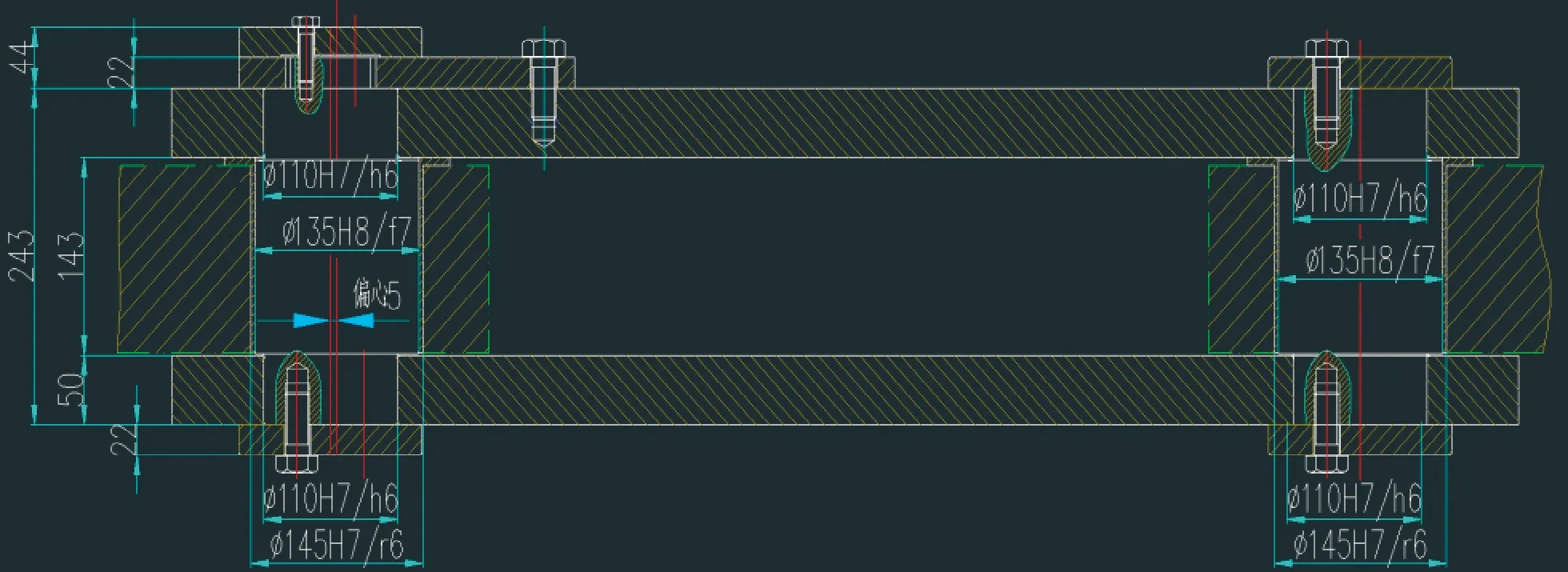
图3 导叶连杆装配图
瀑布沟水电站东电机组导叶为顺时针分布,偏心销调节量5 mm,在瀑布沟水电站6号机投运后的首次A级检修中,根据导水机构布置(见图4)和传统捆绑法缺点决定采用新的导叶立面间隙调整方法,其工艺流程如下:
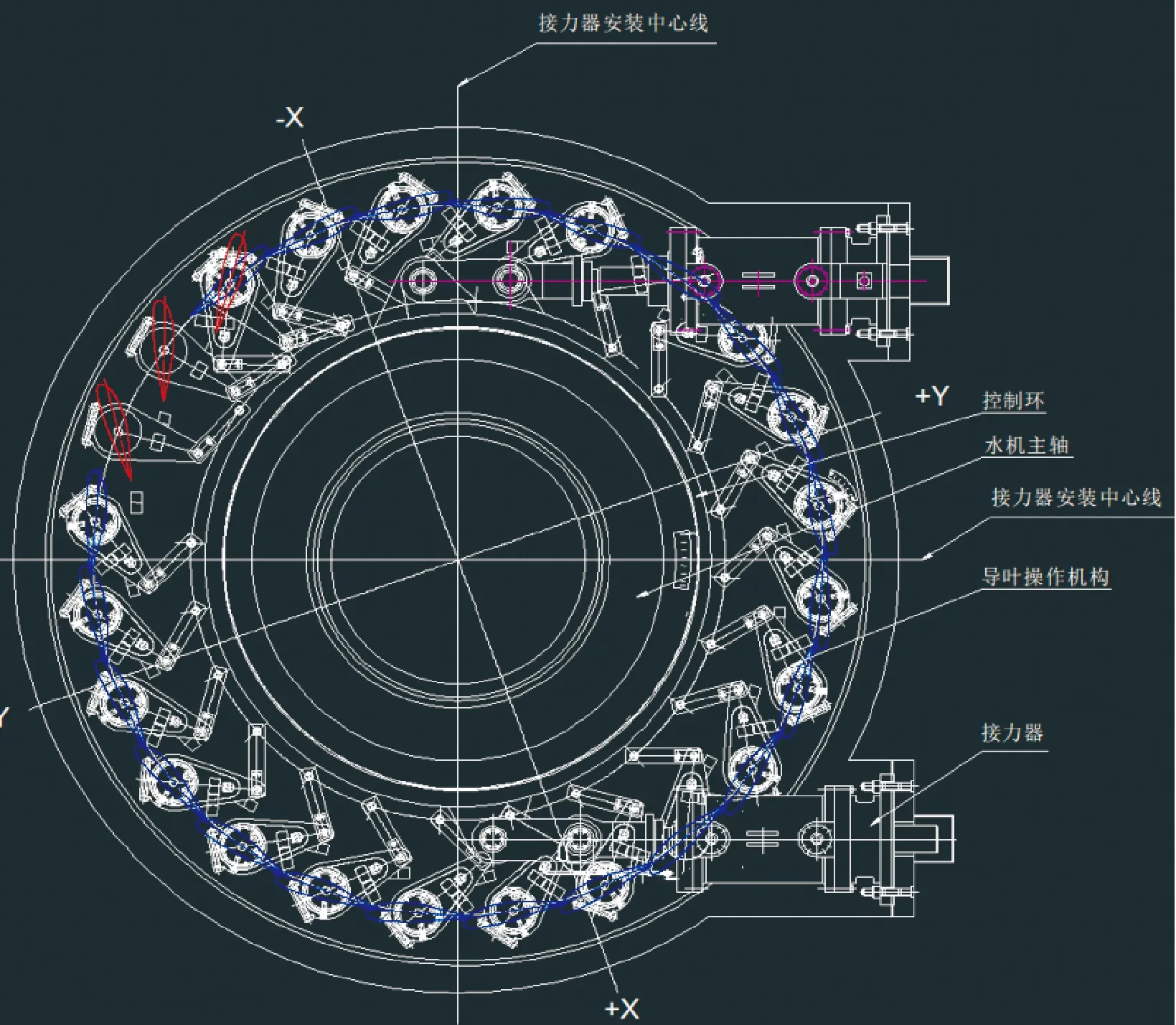
图4 导水机构及接力器安装示意图
1)预留压紧行程。在接力器、控制环及导叶拐臂安装到位后,先连接接力器推拉杆与控制环,并用手拉葫芦拉动接力器活塞杆全开全关,每次拉到顶缸位置,并记录确认接力器行程。接力器活塞停留在全关顶缸位置后,用千斤顶将接力器向全开方向顶回12 mm,比导叶设计压紧行程9 mm多留3 mm余量,确保最终给定压紧行程后运行时不撞缸[1]。
2)捆绑导叶。采用两根钢丝绳在导叶上部、下部捆绑一圈半,两头用1零T手拉葫芦焊接吊耳在蜗壳上,收紧葫芦使钢丝绳受力,用铜棒锤击不合缝的拖导叶,使之趋于全部关闭[2]。
4)顺时针分配间隙。在实际操作中,因相邻导叶搭接面接触面积不一致,搭接面加工补充量不一致,顺时针顶推导叶操作不够精确等综合误差因素影响,往往会出现顶推至在最后两块导叶时出现加工余量集中的超大间隙问题。此时,可测量该处具体间隙,再采用顺时针均布法,将其间隙顺时针依次按传递关系分配给其余导叶,从而在关闭时使各导叶的立面间隙等于零[3]。
5)偏心销精调间隙。在上述各步骤实施后,导叶立面间隙已基本为零,进行一次精确测量,并将相邻导叶中不合格间隙及其长度在所在位置标注明确。从1号导叶开始安装调整偏心销,每一次调整前需在与该导叶搭接的两侧相邻导叶架设百分表,调整时导叶间隙为零但相邻导叶动作量不小于0.01 mm,将所有偏心销按顺时针依次按传递关系依次安装敲紧,完成偏心销调整安装工作[4]。
6)修磨局部高点。对偏心销整体调整工作完成后,复测间隙不合格,出现上中下间依旧隙不均匀及局部间隙偏差超大的导叶做好记号。打开导叶用锉刀或砂轮机修磨,直至合格。
7)导叶动作试验。用调速器油压操作导叶全开全关3次,测量导叶有压间隙、导叶无压间隙、导叶压紧行程,三者数据均应符合要求。至此导叶立面间隙调整结束[5]。
4 调整工艺注意事项
1)捆绑导叶前,必须先连接接力器活塞杆与控制环,并预留足够压紧行程调节余量,并保证全开全关不撞缸。
2)捆绑导叶时,必须采用双钢丝绳拉力点对称布置,且保证导叶有均匀间隙,防止初始调整过程中拉紧钢丝绳损坏导叶。
3)逆时针顶推导叶,出现最后两块相邻导叶间隙超大现象,使用顺时针反向均分间隙方法消除,务必做好间隙测量与均分计算。
4)当导叶间隙基本为零时,必须对所有间隙进行一次测量标记。
5)偏心销进行精调时,技术人员必须蜗壳内和水车室内保持通信畅通,用百分表监测好相邻导叶动作情况,以确保偏心销调节到位且不超标。
6)导叶立面间隙合格,以导叶有压间隙、导叶无压间隙、导叶压紧行程三者数据合格为准。
5 新工艺的优点
1)更多元,综合了三种方法,可处理调整过程中的突发技术难题。
2)钢丝绳拉动次数少更不易损坏导叶表面,对称布置的上下两圈钢丝绳使约束力更均匀。
3)调整监测更直观,导叶间隙调零更直观量化。
4)更省时省力,正常情况下只需4~5人12 h就可完成调整工作。
5)可确保相邻导叶大小头搭接面足够的接触面积,保证导叶漏水量不超标或不形成导叶间隙射流。
6)通过新方法调整后,双连杆偏心销只做微小角度调整,可使导叶搭接面基本上在与导叶分布圆同心的一个垂直圆柱面上,在任何开度下每个导叶间流道尺寸和导叶的角度都非常均匀,消除了机组运行时因导水机构调整误差所引起的水力不平衡,为机组安全稳定运行打下了良好基础。在瀑布沟水电站6号机的A修中采用了这种新工艺,取得了良好的效果。
6 结 语
通过采取以上所述优化后的新导叶立面间隙调整工艺,经过近半年的试运行,瀑布沟6号机运行平稳,无异常声响,导叶漏水量满足设计要求,为瀑布沟水电站的安全、稳定生产提供了坚实保障。
