MICROBO智能焊接机器人工艺技术
2021-01-05王羽泽赵立苏徐忠敏
蔡 莼, 王羽泽, 赵立苏, 徐 飞, 徐忠敏
(上海外高桥造船有限公司, 上海 200137)
0 引 言
在金属制造业中,焊接是仅次于装配和机械加工的第三大产业。船舶制造实际生产中有很大一部分焊接工作都是手工完成的。焊接过程中存在着强烈的热、烟尘和弧光,工作环境非常恶劣,对工人的体能消耗较大。据统计,工人实际焊接的时间不足其工作时间的30%,效率较低。另外,手工焊接质量因操作人员的水平不同而参差不齐。为了提高焊接质量,提高生产效率,节省人力,国内外焊接工作者一直在采取各种方法进行研究,以实现焊接过程的自动化、智能化。智能焊接机器人的应用是各造船企业和大型制造厂商发展的必然趋势,是提高产品质量和降低操作人员劳动强度的有效手段[1-4]。MICROBO能够自动获取工件板厚、坡口角度、根部间隙等数据,自动生成焊接电流、焊接电压、焊接速度等焊接参数,其可根据焊接坡口角度和板厚及根部间隙自动生成焊接层数及焊枪摆幅等参数,具有智能、高效、易操作等诸多优点[5],尤其是在焊接中厚板时,机器人效率高的优势非常明显。
1 MICROBO简介
MICROBO主要由机器人本体、摆动机构、控制箱、示教器、导轨、焊接电源、送丝装置、焊枪、电磁开闭器、控制转接器、防干扰变压器、链接线缆等构成。其具体结构如图1所示。

图1 MICROBO结构示例
MICROBO本体质量仅为6 kg,能够胜任包括平、横、立不同位置的焊接任务,具有自动识别焊缝并自主选择工艺参数的特点[5]。
2 机器人焊接工艺试验
2.1 母材及焊材的选择
为了焊接工艺规程能够满足现场生产需求(覆盖A~EH36等级钢板),焊接工艺评定选取板厚为25.5 mm的EH36钢板。该材质钢板屈服强度为437 MPa,抗拉强度为519 MPa,平均冲击值为248 J(-40 ℃),化学成分如表1所示。

表1 EH36母材化学成分
根据国际通用Ceq计算公式计算可得上述EH36钢板的Ceq约0.370%,因此该钢板的焊接性良好(Ceq在0.250%~0.400%之间,母材焊接性良好) 。
焊材选取现代Supercored71药芯焊丝,焊丝直径1.2 mm。
2.2 焊接工艺试验
结合生产需求,试验进行立对接、平对接、斜45°对接等3种焊接位置的工艺评定。试板为1 000 mm×200 mm,开40°V形坡口,留8 mm装配间隙,背面贴陶瓷衬垫。
2.2.1 立对接位置焊接工艺评定试验
立对接位置焊接工艺参数如表2所示。
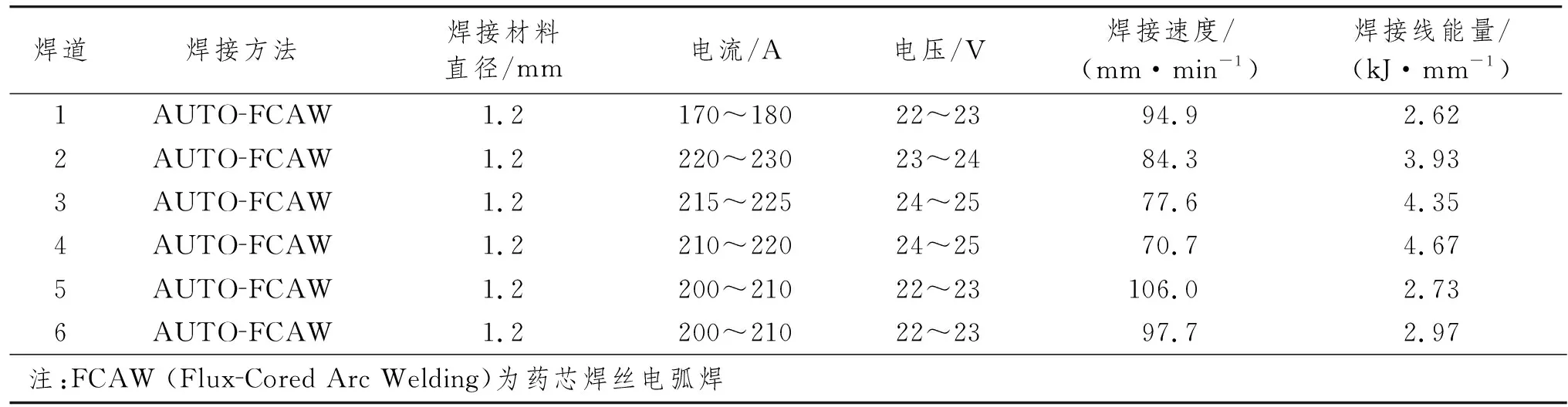
表2 立对接位置焊接工艺参数
2.2.2 平对接位置焊接工艺评定试验
MICROBO系统中的平对接位置焊接参数是在默认采用实芯焊丝的条件下自动生成的,而试验采用的是药芯焊丝,通过多次试验验证,在实际焊接中,将每条焊道的电流调大20~30 A,电压调大3~5 V,焊接速度降低40~60 mm/min,能够得到合格的焊缝。平对接位置焊接工艺参数如表3所示。

表3 平对接位置焊接工艺参数
2.2.3 斜45°对接位置焊接工艺评定试验
斜45°对接位置焊接工艺的难点在于熔池不稳定,需要在焊接过程中不停观察熔池并及时调整参数。斜45°对接位置焊接工艺参数如表4所示。
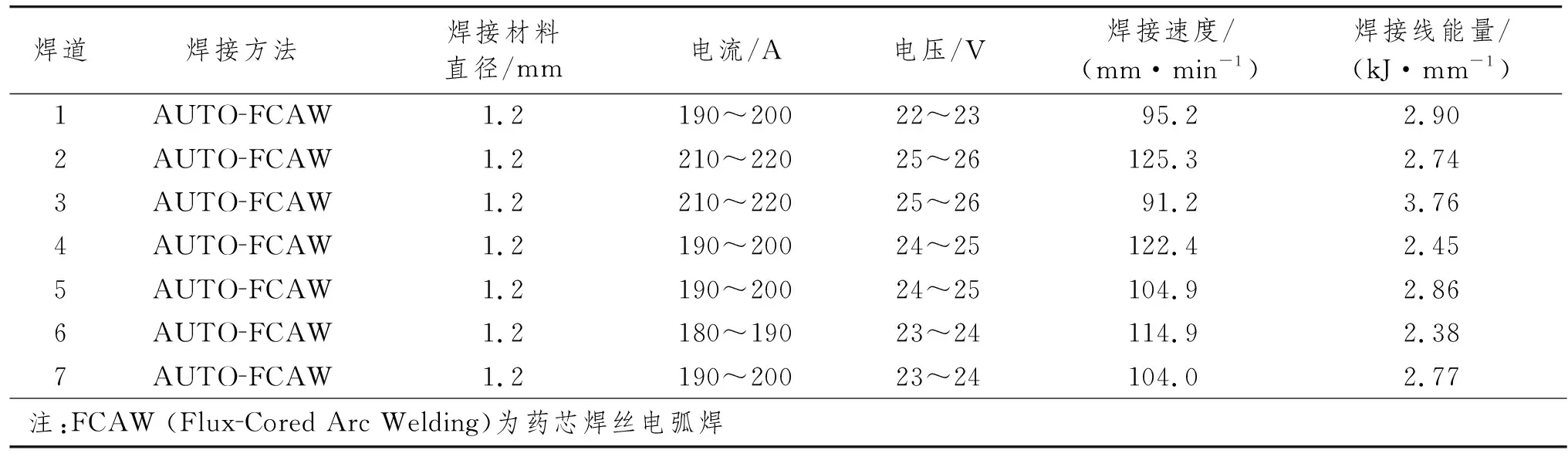
表4 斜45°对接位置焊接工艺参数
2.3 力学性能试验结果与分析
经过美国船级社、中国船级社等多家船级社验船师到现场验证,试板焊接的外观检查合格后,进行磁力探伤(Magnetic Testing, MT)、射线探伤(Radiographic Testing, RT),探伤结果合格后再进行力学性能试验,包括弯曲、拉伸、冲击、硬度等,所有试验均满足船级社规范要求。
3种不同试样截面宏观照片如图2所示。
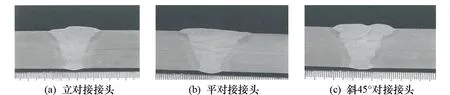
图2 焊接接头宏观照片
3种不同试样横向拉伸试验与侧向弯曲试验均满足船级社规范要求,如表5所示。

表5 3种不同试样横向拉伸试验与弯曲试验结果 MPa
试样冲击试验在-20 ℃条件下进行,结果均满足船级社规范要求,如表6所示。

表6 3种不同试样在-20 ℃条件下冲击试验结果 J
3 MICROBO现场应用
小巧便携和能够全位置焊接的特点使得MICROBO适用于船坞搭载阶段。
立对接工艺主要应用于搭载总组阶段合龙缝焊接,如图3所示。

图3 MICROBO立对接应用
平对接工艺的应用场景包括搭载阶段双层底合龙缝、甲板合龙缝等,如图4所示。

图4 MICROBO平对接应用
斜45°对接工艺主要应用于散货船货舱区域斜板合龙缝焊接,如图5所示。

图5 MICROBO斜45°对接应用
在MICROBO焊接散货船、浮式生产储卸油装置(Floating Production Storage and Offloading, FPSO)平对接缝、立对接缝及斜对接缝的应用中发现,焊接质量提升显著。通过无损检测方法统计18条焊缝的焊接质量,其中:RT拍片28张,合格率为100%;超声探伤(Ultrasonic Testing, UT)共63 m,合格率为96%;而人工焊接此类焊缝的UT平均合格率为84%。
MICROBO采用二氧化碳气体保护焊,受焊接方法本身的限制,焊接效率比埋弧焊、垂直气电焊等高效焊接方法低,但埋弧焊、垂直气电焊设备尺寸较大,无法在狭小空间内使用。在应用MICROBO之前,狭小空间内的焊接任务全部靠人工完成,如散货船舱口围、集装箱船抗扭箱对接焊缝等位置。MICROBO 设备尺寸小巧,适合在狭小的操作空间内完成焊接任务,由于可以连续焊接,实际焊接时间可以达到工作时间的50%,比人工焊接效率提升40%,在焊接中厚板时效率优势更加明显。
4 应用中的主要问题及解决办法
(1) 外场风速较大,焊缝易出现气孔缺陷问题。二氧化碳焊接方法本身对风较为敏感,在有风条件下焊接易出现氮气和一氧化碳气孔。在MICROBO应用初期就遇到气孔缺陷问题,为此,专门设计制作分体式防风装置,如图6所示。
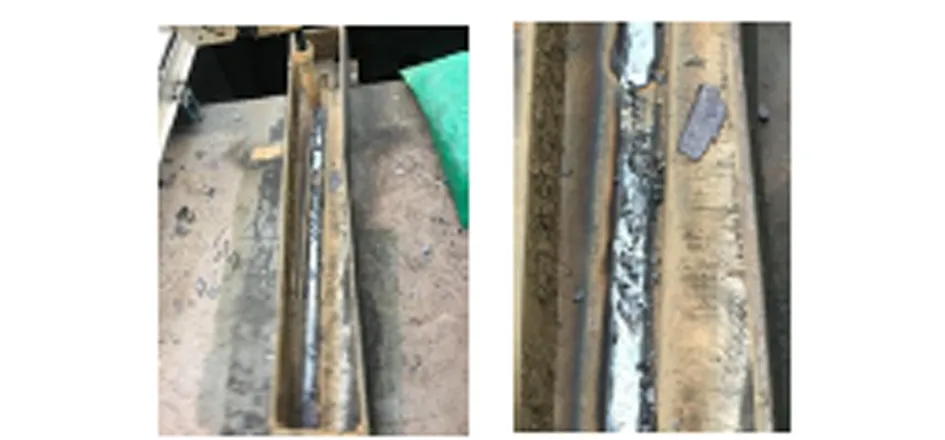
图6 分体式防风装置
分体式防风装置保护效果较差,操作不便,需要人工配合移动,因此另设计制作一体式防风装置,该装置连接机器人支架部分,包括挡风部位、焊枪夹持部位,且使焊枪的喷头位于挡风部位的内侧,如图7所示。试验证明,一体式防风装置可以在外界较大风力环境中有效保护气体气流稳定,显著避免出现气孔缺陷。

图7 一体式防风装置
(2) 外场施工经常断电,导致机器人焊接数据丢失问题。为防止外场施工临时停电导致机器人焊接采集数据丢失影响施工,采取在平台总组施工。平台有固定位置电箱,数量较多,临时断电现象较少,机器人外场施工条件稳定。
(3) 装配精度误差问题。与人工焊接相比,机器人的焊接适应性不强,对焊缝坡口精度的要求较高,在机器人应用过程中出现过由于装配间隙过大、错边严重无法识别坡口等问题。后续应进行专项培训,尤其是在装配人员的精度意识、装配工的切割水平等方面,大力提高装配操作人员的技能水平,为今后建造高品质船舶打下基础。
5 结 论
(1) 提出MICROBO在立对接、平对接和斜45°对接等3个不同位置时的焊接工艺。其中,应注意的是:MICROBO在焊接平对接位置时自动生成的参数对应的是实芯焊丝,若采用药芯焊丝则应将每条焊道的电流调大20~30 A,电压调大3~5 V,焊接速度降低40~60 mm/min;斜45°对接焊工艺的难点在于熔池不稳定,需要在焊接过程中不停观察熔池并及时调整参数。
(2) 在外场施工应注意避免风对焊接质量的影响,专门制作的一体式挡风装置可以有效减少气孔缺陷。
(3) 使用机器人过程中应避免出现断电情况,否则会导致数据丢失,机器人需要重新识别坡口、生成焊接参数。
(4) 机器人的适应性不强,在需要使用机器人进行焊接作业时,应特别注意控制坡口的切割质量、装配间隙等精度方面的问题,否则会导致机器人无法识别坡口而影响焊接质量。如果设备厂商能够提高机器人的适应能力,如加装视觉传感器实时跟踪坡口尺寸变化,同时能及时调整焊接参数以适应坡口尺寸变化,则机器人会在船舶制造中具有更广阔的应用前景。
