结构用竹集成材研究进展*
2020-12-30谢力生刘嘉诚沈梦阳
陶 钧 谢力生 刘嘉诚 沈梦阳
(中南林业科技大学, 长沙 410004)
竹子生长周期短,3~5 年便可成材,一次造林成功,即可年年择伐,持续利用[1]。我国竹林面积641.16万hm2,其中毛竹林467.78 万hm2,毛竹株数141.25 亿株[2];年产竹材约15 亿根(其中毛竹超过10 亿根)[3],相当于2 300 多万m3的木材量。竹材具有优良的力学性能,其抗拉强度、抗弯强度、弹性模量及硬度等约为一般中软阔叶树木材和针叶树木材的2 倍,性能可与麻栎等硬阔叶树木材相媲美[4-6];虽然竹材密度仅为钢材的1/8,但其顺纹抗压强度为钢材的1/5,顺纹抗拉强度为钢材的1/2[7]。目前,我国工业用木材十分紧缺,特别是工程结构用木材主要依赖进口,以竹代木具有显著的生态效益和广阔的应用前景[8-9]。用竹篾或竹片(条)层积胶合而成的胶合竹材(层板)具有很好的强度性能,保守估计其设计值可达TC17A标准(TC17 为针叶树种木材最高强度等级,A为分组)[10],完全可以作为工程结构材替代高等级木材[11]。竹集成材的开发,对缓解我国木材供需矛盾、维护国家木材安全具有重大意义。
竹材主要由承力的纤维厚壁细胞和起连接作用并传递载荷的薄壁细胞基体组成[12]。各项力学性能自下而上、自内向外逐渐提高;此外,竹材力学性能随着竹龄的增大而逐渐增加,4 年生毛竹材的力学性能最佳,之后则呈下降趋势[13]。竹节是竹子为适应生存环境而经过长期演化形成的特殊构造,对提高竹子的刚度与稳定性至关重要,对竹材顺纹抗拉强度有着不容忽视的影响[14]。竹材的物理力学性能还受生长条件的影响[15],其生物特性和构造特性决定了竹材个体差异性较大,难以满足结构用竹集成材等竹质工程材料要求的材质均匀性和稳定性,特别是安全性与可靠性。为此,有学者进行了竹片(条)的分级研究,以期实现调控结构用竹集成材力学性能。影响竹材力学性能的因素有很多,且各要素相互关联,错综复杂。本文主要对竹节、竹龄、部位和含水率等对毛竹竹材物理力学性能的影响,及毛竹片密度与力学性能之间的关系等相关研究进行归纳总结;分析比较了几种常见的竹集成材,重点介绍了结构用竹集成材中最具开发潜力的侧压型规格竹片集成材,并对规格竹片接长与分级,以及分级竹片或竹层板与产品力学性能的相关性等研究进行梳理和总结。
1 毛竹材物理力学性能
1.1 竹节对力学性能的影响
曾其蕴等[16]对浙江7 龄毛竹材的主要力学性能进行研究,结果表明:竹节能明显提高竹材抗劈裂和横纹抗拉强度,但同时会影响竹片的抗弯、顺纹抗压、抗剪、抗拉强度和冲击韧性。邵卓平等[14]研究发现,竹节不会降低竹片的抗弯强度、顺纹剪切强度、抗压强度等力学性能,相反还有不同程度的增强作用。李旭[17]对湖南4 龄毛竹的顺纹抗拉性能进行测试,发现有节试件相对于无节试件,强度降低了16.86%~33.42%,且竹材强度与测试时的夹持面和加载速率有关,弦面夹持时的降低率约为径面夹持时的2 倍,加载速率较低时降低率较小;有节试件的弹性模量比无节的降低10.24%,降低幅度明显小于顺纹抗拉强度。郝际平等[18]研究了井冈山地区4 龄毛竹的力学强度,结果表明:竹节削弱了竹材的顺纹抗拉强度7.9%,但提高了顺纹抗压强度5.9%。
1.2 竹龄和部位等对物理力学性能的影响
竹龄和部位对毛竹材力学性能的影响较大,且与各力学性能之间相关性较好。竹材密度的变化是由于其细胞壁及其内容物的变化和充实所引起的[19]。竹龄、部位和高度对毛竹材气干密度的影响很大,由竹青到竹黄,其气干密度整体呈逐渐减小的趋势[13]。此外,毛竹在夏季和冬季的生长条件不同,所产生的营养物及内容物有所差异,从而同一竹龄的毛竹在冬、夏两季密度也会产生差异[20]。倪林[21]测定了浙江新昌4 龄毛竹规格竹条(厚6 mm)的气干密度,竹材密度大致在0.51~0.84 g/cm3之间,密度分布范围很广。安徽黄山4 龄毛竹(胸径 12 cm)从基部至梢部气干密度、抗弯强度及弹性模量呈现增大趋势,梢部力学性能最优[22],杆高3~9 m处密度增大趋势较缓,气干密度值基本保持不变。董敦义等[23]测试了不同竹龄毛竹的硬度,发现除当年生以外,硬度差异不显著,其中10 龄毛竹材硬度最大;竹材硬度随竹杆高度的增加而显著提高。此外,竹材青面密度较大、材质致密,而黄面密度较小、材质疏松,因而胶液润湿性能差异显著,竹青面的润湿性能比竹黄面差[24-26]。竹材的含水率对其顺纹抗拉强度的影响与对其他力学性能的影响有所不同:当含水率高于20%时,抗拉强度随含水率的增大而降低;低于20%时,抗拉强度反而随含水率的增大而提高[27]。综上,影响毛竹材物理力学性能的因素很多,如竹节、竹龄、部位、生长条件和含水率等,其中特别需要注意竹材含水率对其力学性能的影响。
1.3 竹片密度与力学性能的关系
将浙江安吉5~6 龄毛竹[28]加工成厚度为2 mm的3 种不同等级的弦向矩形薄竹片,I、II和III级竹片分别取自近竹青、竹肉和近竹黄部位,平均密度分别为0.68、0.54 g/cm3和0.50 g/cm3,I级竹片平均顺纹抗拉强度和弹性模量最大,II级次之,III级最小。不同等级竹材力学性能与密度随径向部位变化的趋势一致,但顺纹抗拉性能差异显著。李俊[29]测定了毛竹矩形青片(厚3 mm)的气干密度和径向与弦向的静曲弹性模量(MOE)和静曲强度(MOR),结果表明:随着气干密度的增大,竹青片两方向的MOE和MOR呈线性增长;施加竹青面在上(下)的径向加载时,MOE比弦向加载小2.57% (7.81%),MOR比弦向加载大0.95% (8.24%),竹青面在下时的MOE比竹青面在上时小5.37%,而MOR则大7.23%。陈国宁[30]对市售厚6 mm、密度0.70 g/cm3的毛竹竹条和定制的厚4 mm、密度0.83 g/cm3靠竹青面的毛竹竹条进行力学性能测试,结果表明:密度较小的市售毛竹竹条的拉伸剪切强度、弦向抗弯强度和弹性模量均明显小于密度较大的定制竹条。值得注意的是,竹片的MOE和MOR等力学性能值的测定部位基本为某一竹间局部,这种以局部测定值来评估竹片整体的性能尚有待探讨。
对毛竹优良的物理、力学性能广泛而深入的研究,为利用其制造竹集成材奠定了坚实的基础。
2 竹集成材主要种类
2.1 竹篾层积集成材
竹篾层积集成材是指将宽约20 mm、厚约1 mm的竹篾经干燥后编制成竹帘或捆扎成束,然后浸渍酚醛树脂胶黏剂,再经干燥后同向(少数层可垂直)组坯层积热压制成的一定厚度的竹帘层积材(或竹帘胶合板、竹篾积成材),厚度一般不超过20 mm,以之为层板用间苯二酚树脂等室温固化胶黏剂按同向顺纹层叠胶合制备具有较大厚度的板材或方材,这种板材亦称为格鲁斑(Glubam)胶合竹[10]。压制竹帘胶合板的热压温度为130~140 ℃,压力约3 MPa,要求冷进、冷出,因此生产过程中有升温、保温和冷却三个步骤。制备的板材密度为0.95~1.05 g/cm3;由于竹篾厚薄均匀度难以控制,板材内部应力较大;此外由于竹材密度和硬度较高,不适于使用锯、刨和铣削等加工工艺,钉钉也很困难[31]。早期对该工程胶合竹材的研究和应用较多。其水平剪切强度、静曲强度以及弹性模量等力学性能非常优越,抗拉和抗压强度均较高,抗剪强度表现良好,是一种综合力学性能很好的建筑结构材料[32],但抗老化性能和抗浸渍剥离性能较差[33]。由于竹帘胶合板制造能耗高,板材密度偏大,机械加工性能不良,产品物理力学性能不易控制等原因,该产品的研究和生产已越来越少。
2.2 规格竹片集成材
将一定规格(一般截面宽约20 mm、厚约6 mm)的弦向竹片条干燥后涂胶,然后沿纤维方向平行拼宽组坯热压成一定宽度的板材,以其为层板用室温固化胶黏剂沿同向顺纹层叠胶合制成具有较大厚度的板材或方材[34],称为规格竹片集成材。竹层板有竹片条平置、窄面胶合的平压型和竹片条侧立、宽面胶合的侧压型两种,如图1 所示。平压竹集成材强度相对较低,多应用于板材构件;侧压竹集成材力学性能较好,可以应用于各种结构构件[35-38]。规格竹片集成材的顺纹抗拉强度和抗压强度比竹篾帘胶合竹材分别高约20%和40%,其抗拉强度和抗压强度分别可达119.19 MPa和51.41 MPa,对应弹性模量分别为10.02 GPa和8.71 GPa,比例极限为34.43 MPa[39],它更适于制作结构用骨架构件[8]。规格竹片集成材是一种很好的建筑材料,可作为建筑结构材料替代普通木材[40]。Nugroho等[41]采用与胶合木生产类似的工艺制作了竹集成材板和梁,并进行相关试验,发现竹片集成材的受弯性能与胶合木相当,但当竹片集成材胶层侧立时,梁的极限承载力更大。

图1 规格竹片集成层板的类型Fig.1 The type of bamboo lamination produced by dimensional bamboo strip
2.3 展平竹片集成材
展平竹片集成材是将弧形竹片(一般为1/4 竹筒)进行预应力展平、热处理定形、去除竹青和竹黄表层、刨削成一定宽度和厚度的展平竹片后,进行干燥、施胶并按顺纤维方向层叠组坯,采用双向加压的粘接工艺和粘接设备制造而成的具有较大厚度的板材或方材[42]。在对弧形竹片进行预应力展平时,竹青面受到压缩应力,竹黄面受到拉伸应力,展平后的竹片不可避免地残留了一定的内应力。因此,必须对其进行热处理以提高尺寸稳定性。研究表明:展平竹片经高温处理后,其物理、力学及化学性能都发生了变化,这在一定程度上影响了展平竹片的表面润湿性能,进而影响竹片间的粘接,并在一定程度上导致其强度下降[42]。高温处理过程中,热处理时间对展平后竹片的回弹影响最为显著,竹片的弧度次之。热处理温度以180 ℃为宜,热处理压力不宜过大或过小[43]。展平竹片集成材层板的组坯方式和前述规格竹片集成材的平压型竹层板相同,但展平竹片的宽度更大。由于弧形竹片展平过程中,竹黄侧受拉应力的作用产生许多细小的裂缝,破坏竹片本身的结构,降低了竹材力学强度,同时竹材内部内应力残留使展平竹片集成材的胶合性能,特别是胶缝浸渍剥离率,难以满足要求[42]。因此,展平竹片集成材的力学性能低于平压型规格竹片集成材,难以作为结构用集成材使用。目前,展平竹片集成材的胶合工艺也还不成熟,尚未实现工业化生产。
比较竹篾层积集成材、规格竹片集成材和展平竹片集成材可知,侧压型规格竹片集成材在结构用集成材领域具有较大的优势和发展潜力,近年着眼于此的研究也较多,且已经实现一定规模的工业化生产。下面重点就结构用侧压型规格竹片集成材的相关研究进展进行阐述。
3 结构用竹集成材相关研究
3.1 竹片接长
考虑到竹筒的出材率,规格竹片的长度一般不会超过3 m。因此,当竹集成材层板较长或制造连续型竹集成材层板时,就需要接长规格竹片,规格竹片的接合质量对竹集成材梁的抗弯力学性能具有较大影响,特别是对抗弯竹集成材梁的表面竹层板,尤其是受拉侧。常见的竹片接长工艺有对接、指接和卡扣接3 种[35],如图2 所示。加工竹片指榫,指接刀应有较大的齿顶宽(2 mm)和刃口后角(6°~8°),指榫长度要长(31.5 mm),斜度要小(1/9),嵌合度需合适,一组指榫加工后对接,用手压合,其指榫间隙一般为指榫长度的5%~7%。同时,为了确保材料胶合性能,指接压力应控制在5~8 MPa[31]。卡扣接采用卡扣式接头。卡扣式接头[44]指通过在竹片端部加工出相配合的卡扣,将竹片从长度方向锁紧而不产生离缝,并在胶合时压缩斜面和卡扣,从而制得抗拉强度更高的接长竹条。卡扣式接头已投入实际生产应用,但相关研究还较少。图2 所示的卡扣接一,接合方便、稳固[45],适合手工组坯接合,但其接头长、浪费材料。黄宇翔等[46]利用3 块规格竹片,中间的竹片有接头,接口不施胶,侧压胶合制作试件,并测试其与胶层垂直方向的抗弯性能,研究图2 所示的对接、指接二和卡扣接一3 种竹片接头形式对侧压竹层板抗弯性能的影响,结果表明:与对照试样相比,接头会降低侧压竹层板的抗弯强度(小于20%),而不同接头(无胶)形式之间没有显著差异。研究认为:竹片对接易于加工,但组坯繁杂;卡扣接需要专门的刀具,但竹片不需要胶黏剂即可实现接长。综合考虑竹片加工与涂胶组坯的难易程度,卡扣型接头是较理想的接头形式。目前,指接式和卡扣式接头也常被用于竹层板和竹集成材的接长[47]。
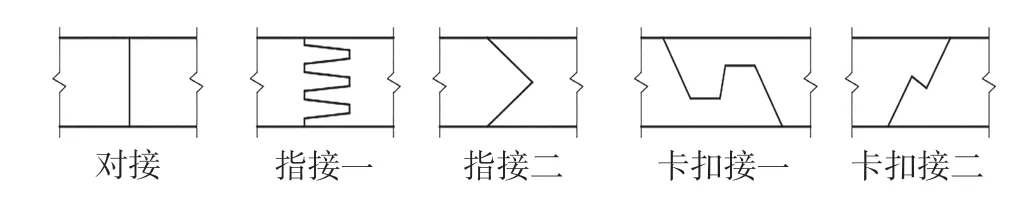
图2 竹片接长常见接头形式Fig.2 Joint form of bamboo strip for connection
3.2 规格竹片分级
倪林[21]研究认为,可以通过对规格竹条密度分级控制规格竹条的力学性能变异性,他将密度分布在0.5~0.95 g/cm3区间的规格竹条以0.05 g/cm3为梯度划分成D50~D90 的9 个密度等级,研究发现,规格竹条的密度与弹性模量和抗弯强度都呈现出较好的线性关系,弹性模量和抗弯强度呈显著的线性关系,规格竹条密度等级由2 级(D85)到7 级(D60),其弹性模量由10.18 GPa下降到5.63 GPa,对应的弯曲强度从139.52 MPa下降到了85.4 MPa。李俊等[29]以气干密度和弦向加载时的MOE为依据对竹青片进行分级,获得了性能均匀稳定的分级竹青片。宋光喃等[48-49]对厚度为6 mm的4 龄毛竹片,进行弦向和径向(又分竹青面朝上和竹黄面朝上两种情况)抗弯弹性模量及弦向抗弯强度测试,发现竹片密度与抗弯模量之间线性相关性明显低于抗弯弹性模量与抗弯强度的线性相关性;相同密度范围内,规格竹条其抗弯弹性模量的离散性较大,气干密度较大区域离散性更为明显;相同模量范围内的规格竹条其密度分布也较大;任意两个方向的弹性模量之间均存在较强的线性相关性,由一个方向的弹性模量值可以推知另外两个方向上的弹性模量。需要注意的是,这里的密度均为规格竹片的平均密度,而抗弯强度和弹性模量值仅为规格竹片某一位置的测量值。
3.3 分级竹片与层板力学性能
倪林[21]将规格竹条分成9 个密度等级,竹条接长采用对接,相邻接头间距300 mm,分别组坯压制竹层板,研究表明竹层板的弯曲强度和拉伸强度均与竹层板密度正相关,不同密度等级的竹层板弯曲性能和拉伸强度存在明显的差别。姚迟强[28]将毛竹片按近青部位、中间部位和近黄部位进行分等,并分别压制侧压竹层板,研究表明不同等级(部位)竹片的层板其静曲强度和弹性模量与其密度呈高度线性正相关。宋光喃[48]按弹性模量对规格竹条进行分级,并分别制造胶合竹层板,结果表明:竹层板顺纹抗拉弹性模量值较对应等级的规格竹条仅略有下降,而顺纹抗拉强度下降了约25%~40%;层板的顺纹抗拉弹性模量与其密度之间具有较好的线性相关性(R2=0.79),而与其抗拉强度之间的线性相关性稍弱(R2=0.66);有接缝的竹层板与无接缝竹层板相比,其抗弯弹性模量基本相同,但抗弯强度明显下降。刁倩倩等[50]将4 龄毛竹规格竹条(2 100 mm×20 mm×6 mm)按密度分级,分别组坯制备竹层板,并对其物理力学性能进行评估,结果表明:竹层板的密度与相应的规格竹条密度具有一致性;竹层板的顺纹抗拉强度与弹性模量、顺纹抗压强度、抗弯强度与弹性模量等均随其密度的增大而增加;不同密度竹层板力学性能指标出现交叉,相同密度等级的竹层板力学性能指标变异性较大。采用密度分级的规格竹条制造层板,能够有效控制其密度,但并不能精确控制其力学性能,只能在一定程度上优化其力学性能[50]。
3.4 竹层板分级
陈国宁等[51]先用1 800 mm×15 mm×4 mm的规格竹片组坯,相邻竹片接缝间距100 mm,制造12 000 mm× 60 mm×15 mm的侧压竹层板试件,两面刨削后层板最终厚度为13 mm,然后对其进行应力分等。结果表明:胶合竹层板的抗弯弹性模量数值较均匀,不同部位的MOE值差异不显著(在11.8~15.4 GPa之间,平均13.5 GPa);胶合竹层板的应力等级平均分布在1.9E LAM级和2.0E LAM级。陈国宁[30]采用厚6 mm的市售毛竹规格竹片和厚4 mm的定制近青面毛竹规格竹片分别压制侧压竹层板,按应力将其分为1.0E LAM级和1.8E~2.3E LAM级共7 个等级,并测定其强度性能,研究表明:竹层板的应力等级越高,对应的弯曲强度值就越高,但压缩强度与应力等级相关性不大,差异主要表现在竹片种类的不同,选用近青面的定制竹片制作的胶合竹层板,其抗压强度更高。
3.5 竹层板胶合工艺
姚迟强[28]采用脲醛树脂、酚醛树脂胶黏剂,分别对厚度为16.5 mm的室内用和室外用规格竹片侧压板胶合工艺进行了研究,较佳的胶合工艺为:热压温度115/135 ℃、压力1.0/0.9 MPa、涂胶量150 g/m2、热压时间0.9 min/mm。刁倩倩等[50]用2 100 mm×20 mm×6 mm规格竹条与酚醛树脂胶黏剂制备侧压型竹层板,其较优热压工艺为:热压温度135 ℃,正压力1.0 MPa,侧压力1.2 MPa,热压时间20 min。朱益萍等[52]对截面尺寸为22 mm×7 mm的毛竹规格竹片不同侧面的胶合性能进行研究,采用的胶合工艺为:单面涂胶量180 g/m2、热压温度125 ℃(脲醛树脂胶黏剂)或145 ℃(酚醛树脂胶黏剂)、热压压力2.5 MPa、热压时间为80 s/mm。结果表明:两竹青侧弦切面间的胶合强度最差,而两竹黄侧弦切面间的胶合强度最好。张秀标等[53]用水溶性酚醛树脂(浸胶量约6%)压制4 龄2 000 mm×7.5 mm× 3 mm毛竹规格竹青片侧压型竹层板,组坯时浸胶竹条和非浸胶竹条交替排列,接头呈梯形布置,相邻间距为90 mm,采用单层热压机连续热压,热压温度130 ℃,热压时间10 min,主压力2.5 MPa,侧压力2 MPa。制得的竹层板顺纹拉伸强度均值达121.74 MPa,拉伸剪切强度均值达5.51 MPa,主要破坏发生在竹材而非胶层。Rosa等[54]采用间苯二酚甲醛树脂胶黏剂和三聚氰胺脲醛树脂胶黏剂制造竹集成材,得到的竹集成材性能优良。上述研究的热压试验中采用的主压力和侧压力值大多相差较大,值得进一步探讨。
3.6 分级竹层板与竹集成材力学性能
陈国宁[30]采用应力分级的规格竹片侧压竹层板,并参照标准ASTM D245 与《Development Of Design Stresses For Glulam Timber In The United States》中对胶合木层板的设计方法,进行组坯设计,如应力等级高的竹层板置于表层,抗拉侧表层采用最高等级层板,中心层用应力等级低的层板;相邻层板间采用不同版型,避免应力集中,制成的工程胶合竹材(结构用竹集成材)符合标准要求,设计强度82.65 MPa,设计模量12.56 GPa。
4 展望
非结构用竹集成材胶合工艺等生产技术基本成熟,已实现工业化生产,其产品性能满足非结构用材要求。而结构用竹集成材要求其产品性能稳定、可靠,强度可设计、预测,尺寸不受限制,可实现机械化生产,目前尚处在研发之中,诸多问题有待进一步研究,可着重从以下几方面进行研究:
1)规格竹片分级。实现材料强度可设计、预测,应对结构用竹集成材的规格竹片进行准确分级。目前,规格竹片分级主要以密度和弹性模量为主,分级效果均不理想。主要原因在于竹片密度是平均密度(包含竹间和竹节),而所测弹性模量和静曲强度实际上是竹片某一位置的值;弹性模量和静曲强度值来自竹片的同一位置,因而具有很好的线性关系。今后开展规格竹片分级研究,应考虑局部与整体的关系、竹间与竹节的不同,选取能代表竹片整体强度性能的取值方法,以提高规格竹片分级的准确性和可靠性。
2)规格竹片接长。结构用竹集成材要求其尺寸不受限制,当集成材长度超过规格竹片长度时,需要对规格竹片进行接长。如采用集成材接长的方法,集成材接口处存在应力集中现象,同时也会削弱整体强度;采用竹层板接长的方法生产集成材,则可以分散接口,减小接口处的应力,改善材料强度性能,但在集成材层数不多时,接口处的强度削弱仍不可忽视;采用规格竹片接长组坯制造长竹层板,再由长层板层叠胶合成集成材,可最大限度均匀分散接头,保证各部分强度稳定一致,是结构用竹集成材应该采用的理想方法。目前,对规格竹片错缝(对接,不施胶)组坯制造侧压竹层板有所研究,但关于规格竹片胶合接长还鲜有报道。今后有必要从以下几方面开展进一步研究:①规格竹片对接接缝(不施胶)及错缝间距对侧压竹层板力学性能,特别是对抗弯性能的影响;②对接、指接和卡扣接等各种接头及其形状和尺寸对规格竹片粘接接长力学性能的影响比较;③综合考虑加工、组坯、加压和性能等,探讨合适的规格竹片接长工艺。
3)组坯机械化。实现结构用竹集成材机械化生产,可保障产品性能稳定、可靠。目前,规格竹片已实现机械化加工,侧压竹层板热压已有双向加压的单层平压机。但规格竹片接长和组坯还停留在手工阶段,严重影响其生产效率,也无法保障产品性能的稳定与可靠性。对于规格竹片无需接长的侧压竹层板的组坯,已有专利[55]提出了机械化组坯方案。而关于规格竹片接长(粘接)装备和规格竹片错缝组坯的机械化装备亟待进一步研发。
