无轴印刷张力控制系统的实现
2020-12-21刘云崇
刘云崇


本文以某印刷厂的表柔印刷机为研究对象,用德国力士乐无轴控制系统实现了机器开环张力控制和复卷控制。分析了无轴印刷张力控制的两种主要方式和实现方法,为无轴印刷机控制系统的国产化实现奠定了基础。
在影響印品质量的众多因素中,印纸张力的稳定性是一个非常重要的因素。只有保证印刷过程中印纸张力恒定且大小适中才能使印刷正常进行,以达到压力均匀适中、印品字迹清晰的效果。若张力太小,印纸松飘,印出的字迹模糊不实(即墨虚),甚至纸张出现横皱纹;若张力过大,印纸拉的过紧,容易产生纵向皱纹甚至断纸。机组式印刷机在印刷过程中的张力控制主要有收放卷张力控制和印刷过程中的张力控制两部分。
以往的张力控制系统是建立在机械长轴的基础上的,采用模拟量控制,在进行实时运算时的计算精度很低,使系统的控制精度低,动态补偿效果差,不能满足产品日益增长的高精度要求。
随着数控技术和数字伺服驱动技术的发展,以无轴传动技术取代传统的机械长轴成为一种趋势。张力控制的手段和精度也随之有了极大的提升。从结构上看它已不是自成一体系,而是无轴传动系统的一部分,在数字伺服驱动技术的支持下简化了控制器件,降低了成本;另一方面,提高了控制精度和控制的灵活性。
无轴传动系统的结构
无轴传动技术又称为伺服传动技术,它是以相互独立的伺服电机驱动系统代替了原有的机械长轴传动。通过网络、程序软件形成了内部虚拟的电子轴,各电子轴通过现场总线进行高速的数据交换传输,各个版辊随虚拟的电子轴运转,保证版辊相位严格同步。
采用无轴传动技术后,原来的机械长轴系统发展为图1所示。每个机组均由一个电机驱动,各机组依靠装有控制软件和运动控制卡的控制器协调运动。将其中一个机组定为虚拟主轴,其辊子的线速度作为设备的速度,其他机组通过电子齿轮比的设定保证与虚拟主轴保持线速度一致。
印刷机的同步控制包括位置同步、速度同步以及电子凸轮的同步,SYNAX200系统中的运动控制器PPC-R22.1可不间断地计算产生虚拟主轴的位置,并通过光缆即时传送至各个驱动器IndraDrive C/M,从而实现印刷过程的同步运作。
高精度的编码器是无轴系统精度的重要保证。以德国博世力士乐的MSK电机的M2型编码器为例,其物理刻线为2048线,经过212次电子倍频处理后,分辩率可达8388608位/圈。以表格机插件11英寸辊的印刷单元为例,在走纸方向上的测量精度可达0.0000173mm。无轴传动系统动态控制精度与交流伺服驱动器的性能及其与负载的匹配有关。以博世力士乐公司Indradrive的经济型配置为例,3个控制环的运行周期分别为:电流环125μs,速度环500μs,位置环1000μs。当由于突然的外部扰动使反馈值与命令值产生偏差,驱动器将在一个周期内恢复正常状态,从而保证运动控制的精度。无轴传动系统的负载是各个传动单元的滚筒及传动机构,针对不同的负载要对伺服系统的控制环参数进行优化调整,当参数调整已无法满足负载的需要时还要考虑更换贯量更大的电机和功率更大的驱动器。在将伺服系统与负载进行匹配调整的过程中主要以速度环或位置环的命令值与反馈值的误差为参考量,当该值在允许的范围以内时,参数优化过程结束,印刷的精度就可以得到保证。
系统张力的控制方法
1.张力的产生与开环控制
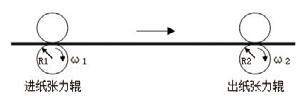
印刷系统中纸张的输送是通过张力辊与纸张之间存在的静摩擦力F实现的。假设张力辊之间的纸张段为弹性体,按照胡克定律有:
T=K·ΔL
其中T为张力,K为弹性系数,ΔL为变形量。设某微小的时段Δt内,张力辊1输送的纸张长度为L1,张力辊2输送的纸张长度为L2,则:
ΔL=L2-L1=(ω2·R2)Δt-(ω1·R1)Δt
因此,要时刻保持T恒定,就需要使(ω2·R2)-(ω1·R1)为一常量。按照速度同步的方法,假定进纸张力辊为虚拟主轴,则出纸张力辊对虚拟主轴的电子齿轮比为R1/R2。由于辊子半径不变,因此只需要通过速度同步方式使ω2与ω1保持相应的速度差就能保证要求的张力。
2.张力闭环与收放卷控制
收卷也是印刷后期处理的一种常用方式,很多加工设备中原纸多以纸卷方式进行应用,所以收卷是为以后的进一步应用做好准备。为使纸卷紧而齐,并保持表面平整度,收卷时应对纸带施加一定的张力,并在运行过程中保持张力的恒定。在宽幅、大直径纸带的收卷中,为确保卷成的纸卷内芯不被挤压成锥形突出,表面平整不产生塌陷,还要求张力随收卷卷径的增大而变小,即实施变张力(张力锥度)控制。收卷的控制方式主要有以下3种:
①无张力线速度检测的开环控制。该方案中没有任何检测信号或没有将任何检测信号进行反馈,因此简单经济,其缺点主要是控制精度不高。
②带线速度检测的半闭环控制。该方案通过联合线速度信号和转速信号来得出收卷卷径,从而根据卷径的变化来协调控制,该方案对系统模型具有较大的依赖性。
③带张力和线速度检测的全闭环控制。该方案将检测到的张力信号和得到的卷径信号结合起来,实现具有张力锥度控制功能的收卷张力闭环控制系统,能够实现高精度的协调控制。
以上控制方式均有各自的优缺点,对于不同的应用场合和不同的控制要求具有相对的实用性。本印刷控制系统的收卷装置应用了浮动辊装置,可以反馈收卷张力信号,利用张力信号来调节伺服电机的转速,所以本系统的收卷控制可以认为是全闭环控制。
对卷绕物进行收放卷的控制不仅需要对张力进行闭环控制,还要处理卷径变化造成的线速度的变化,以及设定张力锥度。以往的收、放卷系统均作为单独的控制单元,如图3。采用无轴传动系统后,控制收放卷的轴以速度同步的方式与系统的虚拟主轴同步,特别是在加减速动态时更能显现出同步的优势。
复卷轴与无轴系统的虚拟轴为速度同步。气缸利用杠杆的原理给浮动辊施加力并最终产生张力。杠杆的支点处安装电位器,当实际张力与设定张力值不等时,产生电压反馈送到复卷轴驱动器的模拟量输入端口,通过PID调节器将电压差转变为轴的速度附加值,通过轴的转速调整稳定张力,如图4所示。
但是由于纸卷的卷径在不断变化,根据速度同步的原理,复卷单元的轴对虚拟主轴的电子齿轮比应该随着卷径的增加而变化,否则传动系统对复卷单元轴的速度和加速度的控制会产生错误。通过实验也证明,仅通过PID调节器来跟踪调整复卷电机的转速,实现稳定张力的控制,在某些情况下(比如在整个系统突然加减速时)难以及时响应。因此需要及时计算纸卷的卷径并修正复卷单元轴对虚拟主轴的电子齿轮比。
张力控制系统的实现
1.表柔印刷机系统介绍
本课题针对某印刷机厂的一款表柔印刷机(如图5)进行了无轴化改造,该机包括控制张力的给纸机构、张力机组,5个柔印机组,2个胶印机组以及一个复卷单元。系统采用德国博士力士乐公司的IndraDrive型驱动器和MSK系列电机。系统采用SERCOS和ProfiBus分别作为运動控制和逻辑控制的通讯总线。
2.张力控制的实现
本课题研究的印刷机在给纸机构与张力机组之间的张力控制为开环控制,复卷单元为闭环的收放卷控制。
在此基础上进一步研究国产化的实现方法。
①开环张力控制的实现
开环张力控制需要速度同步的功能,采用电子凸轮模块(图6)来实现。首先将虚拟主轴设为Master,设要进行开环张力控制的进纸与出纸轴为Slave。根据进出纸轴的半径与虚拟主轴的半径之比确定各自的电子齿轮比。此时,由于进出纸轴的速度差为0,无法形成张力。因此为了获得适当的张力,就要在出纸轴的SlaveScaling上增加一个调整量如图7,通过调整该值就可以在进出纸两轴间形成速差,产生张力。
②复卷控制的实现
收卷机械主要用到了浮动辊、气缸、牵引辊、导向辊等,收卷过程中作用在浮动辊上的拉力与辊的自身重力以及气缸的推力相平衡,浮动辊处于中间的平衡位置,保证浮动辊一直处于中间的平衡位置即保证了收卷过程中的张力恒定。简单的机械结构如图8所示。
在收卷过程中,若始终保持张力为一个定值,最终很容易造成纸卷的空心现象,所以在控制过程中需要张力的大小由大变小,浮动辊要求一直保持在水平位置来保证张力恒定,这就要求改变气缸的推力来改变收卷纸张的张力,在印刷制品的收卷过程中一般可采取简单的锥度变化来实现,如图9所示。
其中横轴表示的是纸卷卷径大小,纵轴表示的是控制气缸推力大小的电压。本控制系统的卷纸直径极限值是1500mm,轴芯直径为80mm,因此设计为卷径在300mm内时保持一个一定的张力值,卷径在300~1000mm时张力以一定的线性关系递减,在卷径超过1000mm时张力又保持在一个稳定的值上。
SYNAX200系统可以提供3种收放卷的方式:浮动辊、张力传感器、甚至无传感器方式。本机器是根据浮动辊的位置来调整收卷的速度,收卷系统包括一台伺服电机(用它来驱动收卷的轴),一个浮动辊,一个相位传感器以及伺服驱动器。相位传感器根据浮动辊摆动的不同位置产生不同的电压信号,输送到伺服驱动器来控制伺服电机的转动。可以将相位传感器在浮动辊摆动到中间位置时产生的电压信号作为设定值,位置检测值是根据浮动辊的不同位置不断变化的,伺服驱动器通过一系列的运算调节速度调整量来进行速度控制。
复卷轴先与虚拟主轴做速度同步运动。在闭环控制下输出速度附加值并叠加到原有的速度上,使复卷轴速度高于虚拟主轴速度而形成张力。当卷径增大时,通过卷径计算产生当前卷径,进而产生当前的电子齿轮比给SlaveScaling。随着卷径的增加,复卷所需张力由设置好的张力锥度重新确定。速度附加值和模拟量I/O的数据可以通过SERCOS的标准参数S37(速度附加值)和博士力士乐公司的IndraDrive型驱动器自带的负责模拟量输入输出的P参数(产品参数)得到实时处理。
本文针对无轴传动印刷系统研究了此类系统中张力控制的方法。在对某印刷机厂表柔印刷机的无轴化改造中采用力士乐的无轴控制技术实现了张力的开环控制和闭环的复卷张力控制。印刷速度最高可达200m/min,套准精度为0.03mm。最终攻克了印刷过程中同步控制,张力控制,凸轮控制以及收卷控制等无轴控制技术的难点,实现了无轴印刷机的国产化。
责任编辑:李倩 liqian@cprint.cn
