川南页岩气卧式过滤分离器流场分析
2020-12-20林宇伍坤一吴国霈李文胜刘恩斌
林宇 伍坤一 吴国霈 李文胜 刘恩斌
1.中国石油西南油气田公司集输工程技术研究所 2.西南石油大学石油与天然气工程学院3.中国石油集团海洋工程(青岛)有限公司
现有的页岩气开采技术通常采用加砂体积压裂工艺进行储层改造,在开发生产中,砂粒和压裂返排液一起随着页岩气产出,若不能有效脱除气体所含的颗粒物,将会对地面系统的设备管道安全平稳运行造成影响。由于页岩气存在压力产量递减速度较快的生产特点,需要增压机对页岩气进行增压输送。页岩气中的杂质对压缩机的损伤包括机组损伤和腐蚀停机故障,长期运行会导致机器受损甚至停车,将严重影响产量,造成巨大的经济损失,同时会对外输管网供配气调配产生较大影响。卧式过滤分离器作为页岩气进增压机前的最后一道保障,其分离效率对下游设备影响极大。因此,有必要对卧式过滤分离器的分离效率进行研究。目前,国内外对过滤分离器分离效果的评价手段单一,通常只能通过对分离器前后管道在线检测或取样离线分析的方法进行评价研究,针对设备内部的流场情况和分离效率的研究较少。采用FLUENT软件对卧式过滤分离器内部多相流流场的状态进行模拟,研究其流体速度分布、压力分布和流体流线,并结合现场数据,直观地反映各种工况下设备的分离效果并进行评价。通过流场模拟研究,为页岩气集输的平稳运行优化提供有效的技术支撑。
1 物理模型、边界条件及网格无关性验证
1.1 边界条件
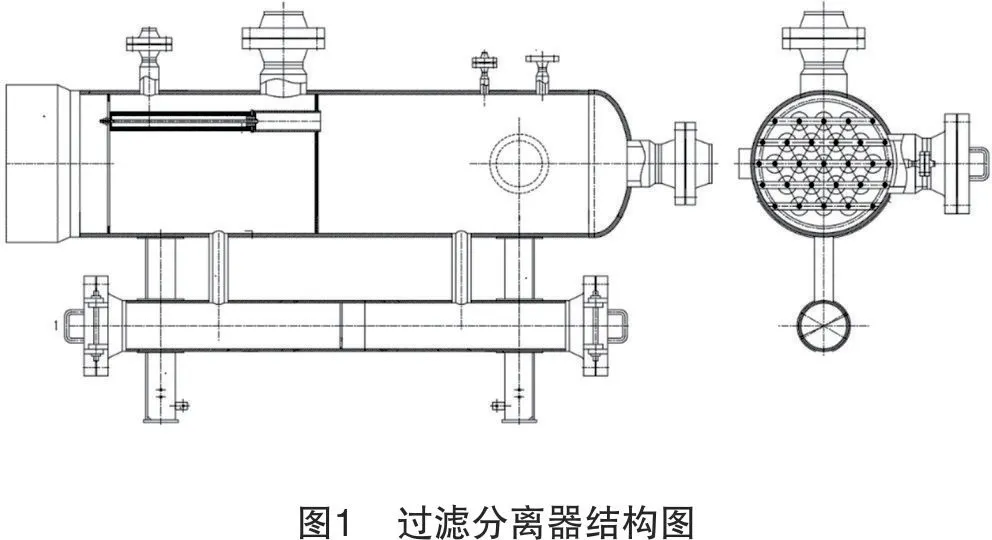
卧式过滤分离器入口压力为2.7 MPa,产量30×104m3/d,水含量60 m3/d,砂含量0.6 kg/d,液体颗粒粒径主要分布为50~100μm、固体颗粒粒径主要分布为30~90μm。过滤分离器包含有19根滤筒,19个压力出口。具体模拟参数见表1~表3。

表1 2.7 MPa时不同液体颗粒粒径卧式过滤分离器模拟参数

表2 2.7 MPa时不同固体颗粒粒径卧式过滤分离器模拟参数
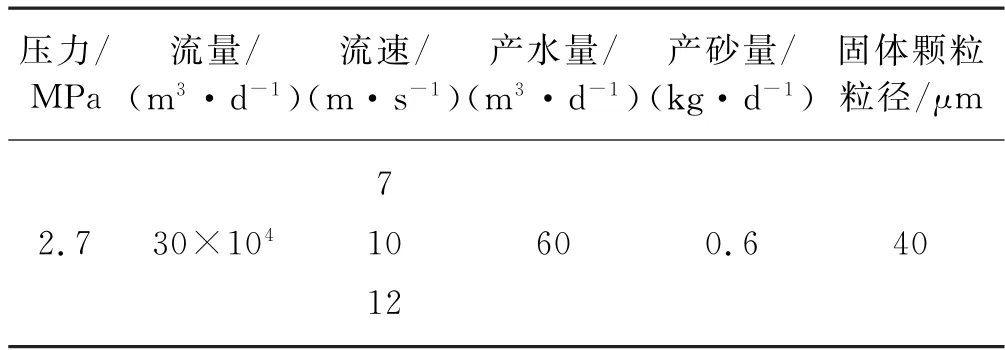
表3 2.7 MPa时40μm液体颗粒不同入口速度卧式过滤分离器模拟参数
1.2 物理建模与网格划分
川南页岩气卧式过滤分离器结构图如图1所示。页岩气通过进气口进入分离器初分室除去粗颗粒和游离水,之后大部分颗粒物在经过过滤段时被过滤元件截留,气流通过波纹板整流成较大颗粒,重力分离后进入下游管道,颗粒物汇入集液包。
本次对其进行非结构化(四面体)网格划分后代入边界条件,进行仿真模拟[1-4]。在选用模型方程时,采用了DPM模型以及湍流模型对多相流(含砂页岩气)进行表征,同时利用多孔介质模型对卧式分离器内部滤网进行表征。卧式分离器模型如图2所示。
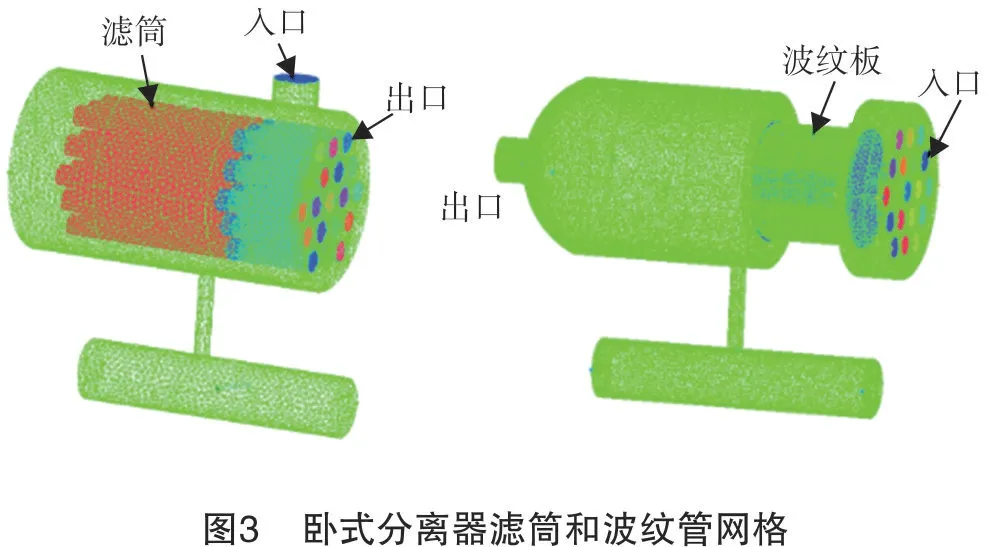
由于过滤分离器尺寸和与其连接的管道尺寸差异较大,对模型进行独立分块,网格划分为滤筒与波纹管两部分计算模型。滤筒和波纹管网格图如图3所示。
1.3 网格无关性验证
含砂气体通过管道输送至分离器入口,进入分离器内部,砂粒接触到滤网发生反弹作用或被滤网捕捉。被滤网阻滞的砂粒部分掉入分离器底部形成堆积,并通过定期开启阀门清理,而气体则通过滤网从出口流出。由于滤网孔隙率不足以对所有类型砂粒进行无差别阻滞,部分砂粒将进入滤网并由气体携带逃逸[5-7]。本滤网孔径50μm,孔隙度取33%,计算得到黏性阻力系数为7.495×1011,惯性阻力系数为1.305×106。
网格无关性验证中,在模拟入口速度6 m/s、产液量为12 m3/d、压力为3 MPa时,验证参数出口速度。网格数量为5 265 083时,出口速度为1.05 m/s,与其他网格数量的速度偏差为1%左右,取该数量网格进行模拟计算。
2 模拟分析
2.1 滤筒模型模拟分析
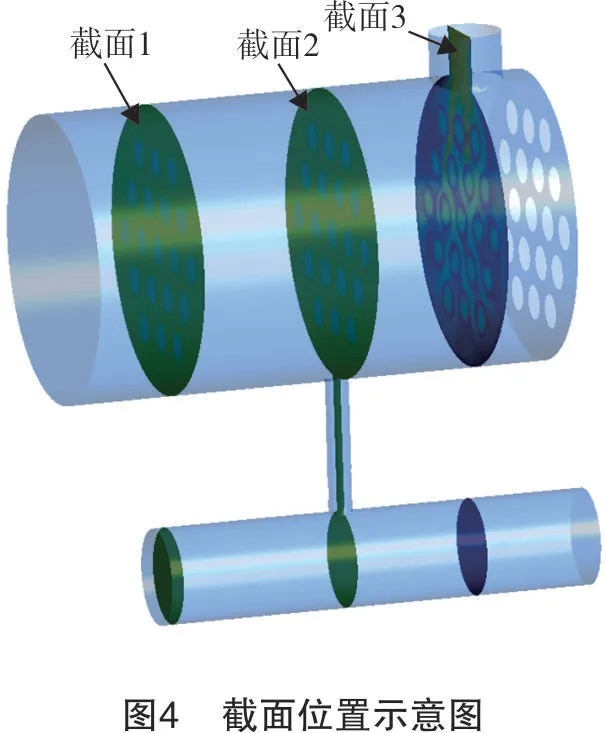
由于本模拟工况中液体和固体所占页岩气质量流量的比重较小,因此,忽略注入的液体和固体对页岩气流场的影响,采用离散相(DPM)模型,模拟的工况参数中,仅压力和速度能影响页岩气流场。为了便于展示卧式过滤分离器中部模型页岩气流场,截取了3个截面,如图4所示。
在压力为2.7 MPa,速度分别为7 m/s、10 m/s和12 m/s的工况下,3个截面的压力和速度分布类似,见图5和图6。
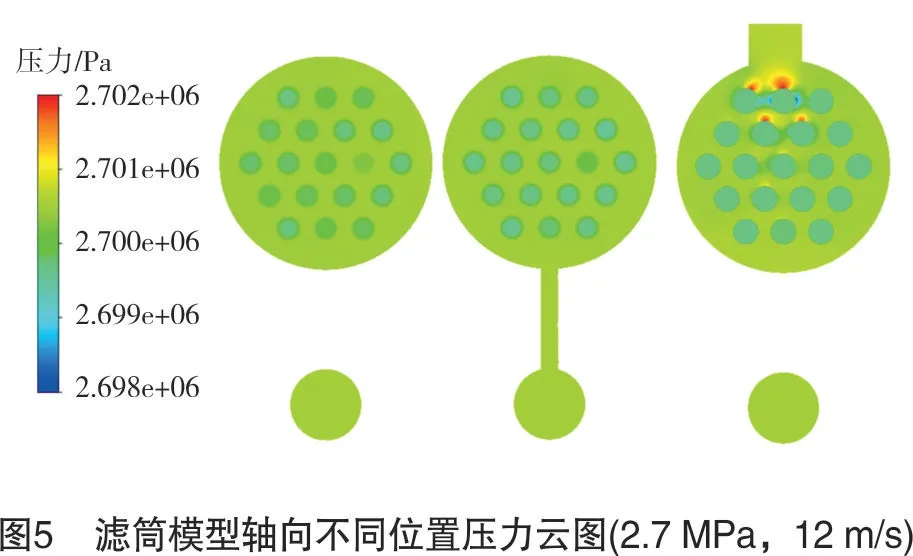
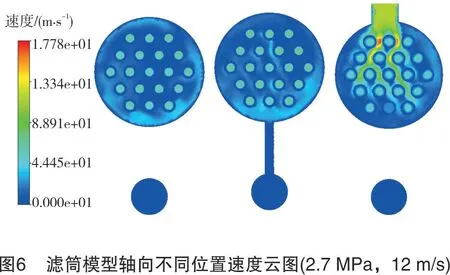
由各截面压力速度云图可知,在截面1和截面2,速度和压力分布较均匀,滤筒内压力低于筒外压力,内外压差不超过1 000 Pa,模型内最大压差不超过4 000 Pa。由于滤筒内过流截面面积小于分离器截面,因此,滤芯内流速要明显高于筒外。由截面3和中心截面压力速度云图可知,气流由入口进入后直接冲击滤芯壁面,因气流急速转向产生压力降,在部分滤芯壁面形成“滞压”,局部压力升高2 000 Pa左右。同时,部分气流在滤芯间通道加速,7 m/s、10 m/s和12 m/s工况下的最大速度分别为9.97 m/s、15.35 m/s和17.78 m/s,这样的气流速度压力变化容易导致气流中的颗粒物集中,对靠近入口处的滤筒壁面产生冲蚀。分离器在该段设计中采用了钢管结构进行加固,避免了因冲蚀引起的滤芯局部失效。分离器内气流迹线见图7。
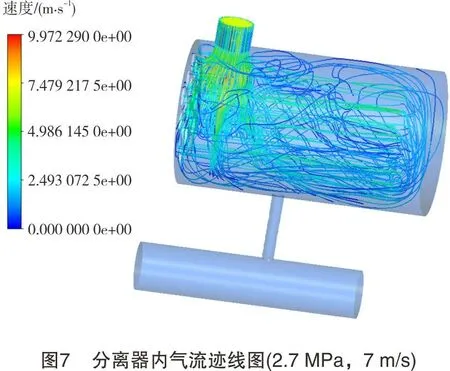
从图7可看出,速度在入口处及靠近入口钢管处较大,与轴向截面速度云图现象相符合,分离器边界流动较为紊乱,速度较小。过滤筒内由于滤筒管径较小,速度增大,流线平直,速度较为均匀。
2.1.1不同液体颗粒粒径分离效率评价
模拟参数选取表1参数,即液体颗粒粒径分别为50μm、60μm、70μm、80μm、90μm和100μm,压力为2.7 MPa,入口速度为7 m/s时,对分离器滤筒模型进行模拟分析相应的分离效率,计算结果见表4。
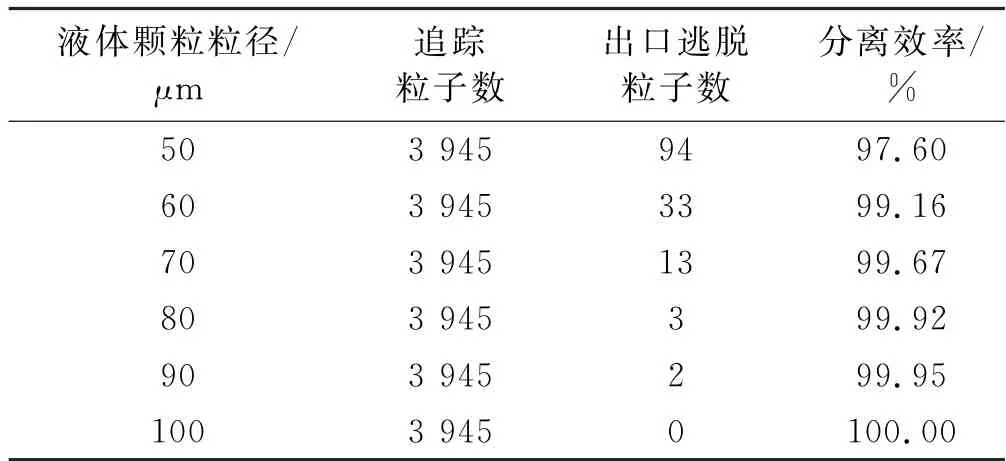
表4 滤筒模型液体颗粒物分离效率计算结果
当粒径大于60μm时,分离效率接近100%。
为研究后续波纹板流场及分离效率,取分离效率为95%,颗粒粒径取60μm,即假设进入波纹板模型液体量为3 m3/d。
2.1.2不同固体颗粒粒径分离效率评价
模拟参数选取表2参数,压力取2.7 MPa,入口速度为7 m/s时,固体颗粒粒径分别为30μm、50μm、70μm、90μm,对分离器滤筒模型进行模拟分析相应的分离效率,计算结果见表5。
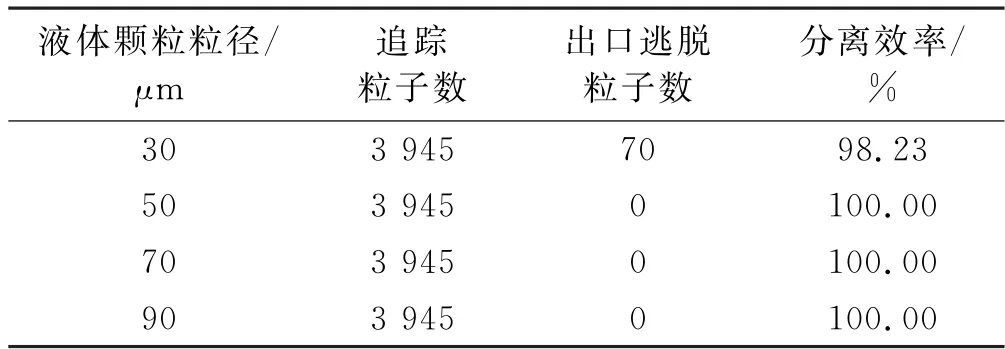
表5 滤筒模型固体颗粒物分离效率计算结果
当粒径大于30μm时,分离效率为100%,粒径小于30μm时,粒子有少部分逃脱。
为研究后续波纹板流场及分离效率,取分离效率为95%,颗粒粒径取30μm,即假设进入波纹板模型砂量为0.03 kg/d。
2.2 波纹管模型模拟分析
滤筒模型内压降较小,因此,在波纹管部分的模拟中,压力和滤筒部分保持一致。通过后处理得到滤筒各个出口的速度约为1.6 m/s;在波纹管分析中设置了3组,分析速度分别为1.0 m/s、1.6 m/s和2.0 m/s对波纹管分离效果的影响。通过前面的分析可知,滤筒模型对固体颗粒和液滴都有较好的分离效果。根据前面的分离计算情况取滤筒部分分离效率为95%,模拟波纹管对未被分离的5%颗粒的捕捉情况。
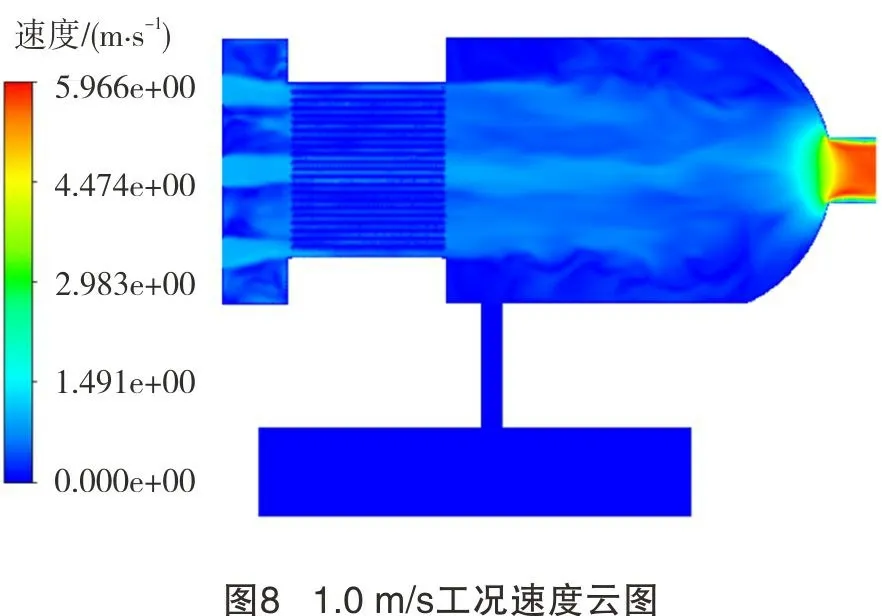
在波纹管模型中压力为2.7 MPa、速度分别为1.0 m/s、1.6 m/s和2.0 m/s时,3种不同流场中的速度分布云图均类似,图8为1.0 m/s时的速度分布云图。
波纹板模型内没有较大压力波动,出口处由于过流截面积减小,速度增大,压力减小,压力变化明显,最大压差在2 000 Pa左右。波纹管处速度分布较为均匀,而在筒内,由于过流面积增大,流速较大区域为波纹板横截面的延伸面,靠近筒壁区域速度明显减小,速度分布变化较小,出口处由于过流截面积减小,速度明显增大。
取液滴直径60μm,波纹板模型液体颗粒共有3组工况,分离效率计算结果见表6。气流压力为2.7 MPa,速度分别为1.0 m/s、1.6 m/s和2.0 m/s时的分离效率分别为65.61%、54.08%和48.89%。由此可见,波纹板分离效率随气流速度的增大而逐渐降低。
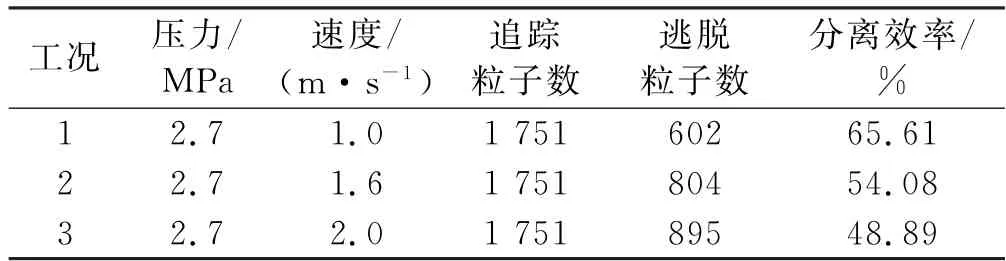
表6 波纹板模型液体颗粒分离效率计算结果
取固体颗粒直径30μm,不同流速下波纹板分离效率计算结果见表7。2.7 MPa压力下,速度分别为1.0 m/s、1.6 m/s和2.0 m/s时的分离效率分别为93.54%、71.73%和64.87%。由此可见,波纹板分离效率随速度的增大而下降。
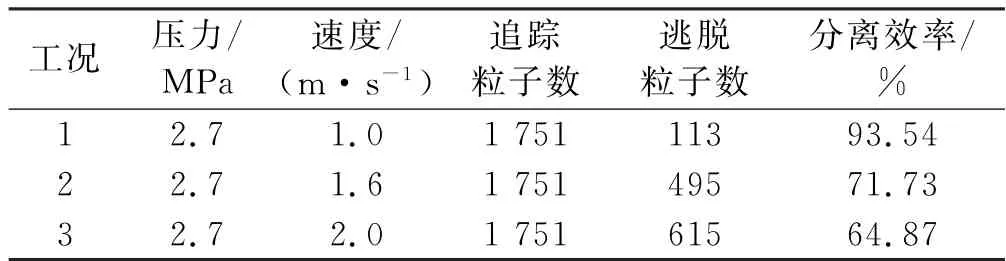
表7 波纹板模型固体颗粒分离效率计算结果
3 结论
(1)运用FLUENT软件对川南页岩气卧式过滤分离器的滤筒与波纹管两部分进行独立建模,对2.7 MPa入口压力,不同流速条件下的流场进行了数值计算,并研究了不同工况下不同粒径的液体和固体颗粒的运行轨迹和分离效率。
(2)滤筒部分计算结果显示,入口处气流直接冲击滤筒壁面,流场较紊乱,局部有约2 000 Pa“滞压”,滤筒分离效率较高,分离效率随着颗粒粒径的增加而增大。对于液滴颗粒而言,当液体颗粒粒径大于60 μm时,分离效率>99%;对固体颗粒而言,当固体颗粒粒径大于30μm时,分离效率>99%。
(3)波纹板部分计算结果显示,波纹板间气流流线平直,流场较为稳定,但分离效率较差。固体和液体颗粒的分离效率均随流速的增大而降低。液滴分离效率最高为65.61%,固体颗粒分离效率最高为93.54%。
(4)利用FLUENT软件对页岩气卧式过滤分离器进行模拟计算,可以直观地反映设备内流场情况,并计算分离效率,为生产现场设备选型和评价优化提供了有效的技术手段。