航空发动机风扇叶片加工成型关键技术研究
2020-12-08陈亚莉
陈亚莉
摘 要:航空发动机风扇及压气机叶片是发动机中最为重要的零部件,其加工成型的最终质量直接关系着航空发动机的使用性能及飞机的飞行安全。伴随着近年来我国航空领域科技的不断进步,航空发动机的涵道比、推重比及预期使用寿命等指标持续提升,从而带来了叶片结构更加复杂的结果,并且材质加工难度也随之提高。更加复杂的结构、更难加工的材质对叶片加工成型提出更加严苛的需求。
关键词:航空发动机;风扇叶片;加工成型;关键技术
中图分类号:V263 文献标志码:A 文章编号:2095-2945(2020)35-0133-02
Abstract: Aero-engine fans and compressor blades are the most important parts of the engine, and the final quality of their processing is directly related to the performance of the aero-engine and the flight safety of the aircraft. With the continuous progress of science and technology in the aviation field of China in recent years, the indexes such as culvert ratio, thrust-to-weight ratio and expected service life of aero-engine continue to improve, which brings the result that the blade structure is more complex, and the difficulty of material processing is also increased. The more complex structure and more difficult materials have posed more stringent requirements for blade processing and molding.
Keywords: aero-engine; fan and blade; processing and molding; key technology
引言
当今各国的知名航空发动机制造企业均对发动机叶片加工成型相关技术进行了大量的人力、物力投入,用来开发成本更加低廉、污染程度更低、加工效率更高、品质更高的航空发动机叶片相关的先进加工解决方案,以此满足发动机对于叶片加工方面的要求。国内航空发动机相关制造企业目前在叶片加工装夹模式、先进切削手段、加工相关软件程序开发、抛光解决方案等层面还有许多棘手的难题亟待攻克。本文结合整个行业内航空发动机叶片加工成型过程中的重要难点,全方位针对航空发动机风扇和压气机叶片加工成型中的核心技术的现状实施研究及探讨。
1 发动机叶片精密制造特定工装夹具的研究与加工
发动机中的叶片部件是一种非常典型的薄壁类构件,此类零件在进行机械加工成型过程中针对零件的装夹固定历来非常困难。假如没能科学合理地将零件装夹固定妥当,成型的加工过程容易使零件发生形变,使得操作者很难精确把控待加工零件的表面品质。常规的工装夹具的加工平稳性较差,处在零件刚度最薄弱的叶片尖端的位置采用的是顶尖方式固定零件,这类方式对较大切削力的承受能力不足;并且常规的工装夹具针对待加工的叶片实施有预紧的压力载荷,这样使得叶片产生更大的“让刀”形变。由于此类薄壁类型的叶片的构造特性,相关工程技术人员必须针对常规夹具实施结构改进的优化操作,让改良之后的特定工装夹具可以达到薄壁型叶片零件的精准固定,而且需要显著提升整个切削结构的总体刚度,从而保证叶片零件的最终成型后的实际精度[1]。
薄壁型结构叶片铣削加工的工装夹具设计过程中需要符合如下的根本需要:
(1)固定位置须精确:定位精准是航空发动机叶片铣削成型工装夹具的最根本要求,叶片的榫根位置即为叶片结构的基础定位面,所以固定榫根位置的部位精度及位置度均要符合严格的尺寸规定。
(2)工装夹具的构造必须尽可能简单,体积要尽可能小,以便加工过程中的实际操作。
(3)平稳性要好,零件在成型过程中,叶片尖端位置的刚度最差,所以在此处需要尽最大可能限制更多的零件的自由度,提升整个结构的安全性。
2 航空发动机叶片加工成型中的自适应成型解决方案
伴随着数控加工成型解决方案在现代加工制造类企业中的大面积推行,自适应加工成型的有关原理也取得了快速进步。现阶段,广义来讲的自适应加工成型方案根据所需的时长不同主要可以归结为如下三类:一是在编程过程时刀具运行轨迹进行自适应设计运行模式;二是结合数字型监测设备的自适应型加工成型运行模式;三是切削過程中数字操控装置本身的自适应运行模式。
上述三类自适应加工成型模式属于紧密相连,相互渗透的关系。这当中,刀具运行轨迹的预先设定模式是后面两类自适应加工成型解决方案的基础形式;自适应数字控制装置是把自适应操控解决方案实际应用在相关零件切削成型进程中,实现数控加工机床具备实时依据加工成型现场的情况进行第一时间的自动适应形式的调节切削运动相关参数的功能,且在该系统平稳工作的前提下,最大限度地发挥该设备的工作潜能,切实提升加工效率,尽可能地减轻刀具的磨损;另一方面,结合数字型监测设备的自适应模式也必须在工作中借助数字控制系统中的某些特定的组件。
自适应模式的加工成型解决方案在航空发用动机精密锻造及辊轧成型压气机叶片过程中的实际应用比较普遍。首先,航空发动机精密锻造及辊轧成型压气机叶片过程中易受工艺产生的形变的制约,该部件初始设计模型不能直接导入數字控制加工成型模式的程序编制过程。现阶段的模式多数都是使用逆向工程的编程及搭建数字模型的模式,直接采用相关零件的特定部位的参数进行数字模型的建立。不过通过直接数字建立模型的模式精度通常不能满足成品的精度规定。所以,相关技术人员需要妥善使用初始的设计参数,开发以初始模型为基础的工艺尺寸自适应数字模型建立的解决方案。其次,精密锻造及辊轧成型压气机叶片的毛坯件的初始状态形状各异、切削余量的分布也不均衡。目前普遍使用的常规工装夹具一般很难满足带余量的相关毛坯件的装配及定位的尺寸精度,然而专门设计特定的非标准化工装夹具就会产生高成本、周期长的弊端。基于数字化检测的叶片加工余量优化不失为一种有效的处理方法。
3 发动机叶片表层完整性相关解决方案
伴随着国家针对航空发动机风扇及压气机叶片最终品质要求的持续提升,相关零件表层完整性的要求得到了相关工程技术人员及专家的进一步关注。叶片加工成型过程表层完整性把控解决方案一般包含两个层面的内容:第一是对于航空发用动机叶片零件的曲面特性、进气边和排气边及橼板等等部分的特征参数,借助于调控成型过程中的刀具相关参数、切削模式及铣削加工中的各类数值等等一系列操作,完成叶片铣削加工的表层完整性的良好把控的过程;第二是对于航空用发动机叶片的抛光工序,经过调整抛光用的磨具和磨料及抛光设备的相关参数等操作,用以实现抛光后的航空发动机风扇及压气机叶片的表层完整性的良好把控。
4 发动机叶片成型过程的加工过程测量解决方案
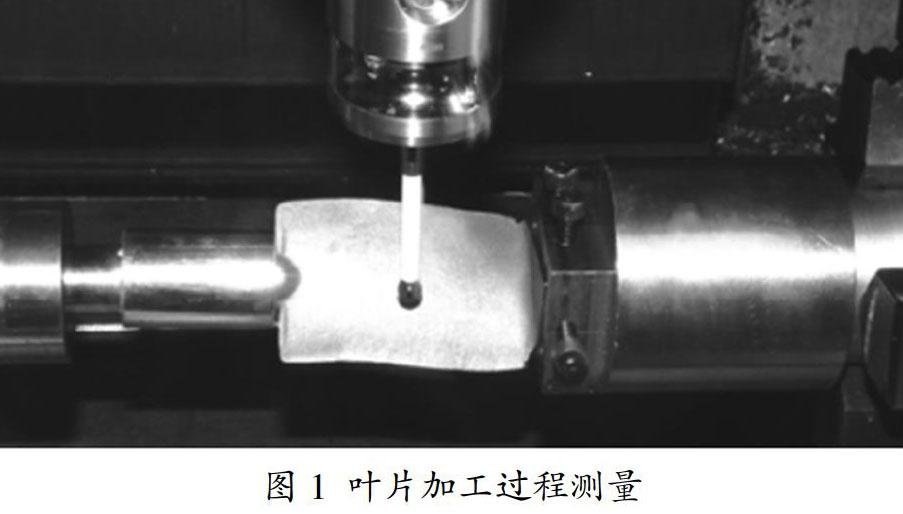
叶片精密成型制造设备和加工过程测量方案相配合,使得常规的发动机叶片成型工艺方法实现了质的提升。现阶段,相关技术人员借助加工过程测量方案对整个制造进程实施监测,由此获取到大量的加工过程的信息,依据上述信息可以让工艺参数优化更加便利,对于新产品的开发效果更佳。如图1所示,机床配备工件转换模块,配合大容量的刀具库及对刀设备,实现零件的定位到完成成品[2]。
加工过程测量一般运用于成型设备上的现场实时监测,具备如下优点:
(1)在相关零件的监测进程中最大限度地减少测量时拆卸、移动及安装工装夹具等动作,优化了加工流程,达到了成型进程中的自动化监测,减少物料及工时的损耗,提升操作过程中的检测水平及效率。
(2)为相关零件的高速检测带来了一类合理的方案,
为相关零件制造品质的评估和监测误差的研究和改善提供了更大的便利。
5 叶片高速切削技术
现阶段航空发动机叶片多数使用钛合金材料、耐高温合金等加工难度非常大的材料来进行制造,此类材料具有质量轻、强度高、高温耐受性好、疲劳强度高等优良的性能。民品航空发动机及军品航空发动机里面钛合金的组成成分分别为其总质量的35%~45%。因为发动机叶片独有的薄壁型构造,这样的情况就需要将毛坯件的绝大多数材料作为加工余量去除,进而需要较高的切削效率。针对钛合金这类公认的加工难度极大的材质,用传统的加工方法很难或者需要很高的成本才能达到上述要求,因此,高速切削技术成为提高叶片加工效率和加工质量的有力武器。
发动机叶片高速切削解决方案是在表面完整性得到良好的把控的基础上来讲的,经过针对制造进程中参数、加工方法、检测方案等要素的把控及改善,不但能够提升零件的加工效率、减少制造时间,而且还重点把控零件表层粗糙度、表面残余应力、表面显微层面的硬度等表面完整性指标的航空发动机叶片成型制造的新方案。所以需要最大限度地发挥相关生产加工企业配备的数控铣削加工中心的功能,研究高速切削参数优化、加工余量优化设计、高速切削刀轨规划与优化等关键技术,进一步提高航空发动机制造企业的叶片数控加工效率和加工质量。
6 结束语
本文综合研究了航空发动机叶片加工成型过程中的核心技术。综合考虑航空工业的发展历程,推重比等指标的持续提升促进发动机的叶片为了满足其更高的要求而不断进步。所以航空发动机立项开发研制以前,需要提前实施发动机叶片新材料、新工艺方法等要素的基础性研究及工程实际的应用探索,为叶片加工方面的先进制造技术在航空发动机研制过程中的快速发展打下坚实的基础。
参考文献:
[1]李勋,于建华,赵鹏.航空发动机叶片加工变形控制技术研究现状[J].航空制造技术,2016,516(21):41-49.
[2]刘维伟,张定华.航空发动机薄壁叶片精密数控加工技术研究[J].机械科学与技术,2004,23(3):329-331.