K型套装井架结构建造精度与配合公差分析
2020-12-02关双会周洪军
关双会,周洪军, 陈 俊, 赵 暕, 于 雷,张 超
(1.中海油服油田生产事业部 钻修井作业公司,天津 300452;2.西南石油大学 经济管理学院,成都 610500;3.中海石油(中国)有限公司 天津分公司,天津 300459)
为便于运输以及海上安装,海上石油平台修井机及海洋修井机,总体结构形式基本为模块化模式[1-3]。由于结构的模块化,所有结构模块的建造精度要求大幅度提高。此外,由于海洋修井机的使用和维护的特殊性,很多结构性部件存在相对运动配合的要求,例如整机滑移、上下底座相对位置滑移、井架起升、井架上下体伸缩等,需要更高等级的精度才能保证。由于海洋修井机结构部件划分多,组装层次多,由陆地建造、预组装到海上平台组装、调试、投运的步骤多,如果修井机关键部件的建造精度等级不够,会导致海洋修井机出现无法装配、滑移卡阻、结构嵌顿、结构部件损伤、井口无法对中等问题,使修井机不能满足作业要求。因此,海上石油平台修井机的建造及海上安装需要统一的、细节性突出的、适用性强的专业产品建造精度标准。修井机井架总成结构部件的建造精度等级应高于其它普通结构件,低于机械加工精度标准。但在大多数标准和规范中,相关要求体现不足。
1 井架总成结构建造精度不足产生问题
海洋修井机井架总成通常为两节套装结构,井架总成整体可实现水平和直立2种状态,以实现修井机避让、维修等功能;井架总成上节和下节之间相对滑移是为了实现作业高度要求。海洋修井机中需要实现相对位置移动功能的部件还有许多,这无疑提高了海洋修井机建造精度的等级要求。更高等级的建造精度才能满足其特殊的工作要求。
1.1 就位嵌顿
以某平台海洋修井机为例,在实施井架缩回作业时,井架伸缩液压油缸泄压后,井架上体无回落动作。检查后发现井架上体未落至承载销结构上,即井架上体与承载销未能有效结合,如图1所示。井架上下体间出现卡顿情况,使得井架上体不能有效落至承载机构上,使井架下体接触部位结构的局部强度不足。由于位置处于高位,且较为隐蔽,极不容易察觉。上体未坐实在承载机构上,进行各种带载作业,给人员及设备造成极大的作业隐患和风险;极易由于井架局部结构应力值超标而变形弯曲,造成井架整体坍塌。

图1 井架上体未有效坐在承载销结构上
1.2 伸缩卡阻
某平台海洋修井机在进行井架上体下放操作中,出现上体卡阻问题,造成导向板局部严重变形受损,导致井架伸缩操作无法实现,影响修井设备正常使用。如图2所示。
现场检查发现,导向板变形情况非常严重。井架上节已不能由井架伸缩液压油缸正常顶起,由于作业时井架上节未能有效坐实在承载销上,作业时所施加的钩载使得井架上节与井架下节之间出现了线接触,甚至于点接触情况。受载后上下体之间接的接触点出现了变形后的负尺寸配合,所以接合的非常牢固。后采取了施加外力的措施,将井架上节抬升至正常位置。由于上、下体间隙过大,在井架上体伸缩操作的过程中,上体总是处于倾斜状态,位置越接近滑道板顶部末端时,倾斜情况越严重,井架下体的间隙精度无法控制井架上节的过量倾斜。

图2 井架上体下放卡阻
实际上,井架上节倾斜过量的问题,在海上平台在役海洋修井机中多有存在。两节套装结构的井架总成在操作过程中极易出现卡阻和嵌顿,使井架上体悬停在半空中上不去和下不来。此时井架伸缩液压油缸由于弯曲,变形严重,已无法正常使用。在海上平台现场,这样的故障通常都需要花很大的精力,才能把问题暂时处理掉。但倾斜过量的问题却时刻会重新导致这样的问题再次出现。这通常又会导致另外一个问题出现,那就是作业完成后,由于担心故障的出现,经常(或长时间)是不把应当缩回的井架上体缩回。这给相关系统的设备维护保养和设备检查造成极大不便,由于长期无相关操作和维护,导致损坏和失效。
1.3 井口对中
海洋修井机井架结构建造精度标准的高低,对作业产生的直接不良影响是井口对中无法实现。钻修井作业过程中,需要大钩中心、转盘中心、井口盖中心以及采油树四通法兰中心四点一线,以保证管柱上下顺畅游动,无卡阻和碰撞。大多数在役的海洋修井机经历过一段时间后,对中问题就会突显。井口对中的影响因素主要包括以下几点:
1) 井架总成结构上节偏斜过量。
2) 钻台滑移导轨形位公差超标,精度等级不足。
3) 生产甲板滑移导轨形位公差精度等级不足。
4) 修井机底座整体刚度不够,建造公差等级不足。
5) 修井机底座结构及设备安装精度等级不足。
6) 组块(含导管架)整体沉降不一致,造成生产甲板导轨承载梁扭曲[4]。
7) 组块(含导管架)整体沉降时,生产甲板面整体倾斜。
8) 井口装置理论位置与实际位置偏移过大。
9) 海洋石油生产平台井口均为丛式井,在同一井口区内分布有30~50个井口。其下部井口装置安装位置偏差不一,提高了对修井机井口对中能力的要求。
综合考虑上述影响因素,以及对四点一线对中影响的大小,井架总成结构的影响可谓“位高权重”。井架总成系统设计中是自带一定的纠偏功能的,即对井架底部四支点增减垫片,实现偏斜调整[5]。但是这种方法只限在一定范围内可行,过多则会影响井架总成的整体稳定性和结构强度。海洋修井机对中时出现的问题如图3所示。
海洋修井机结构整体精度等级不足所导致的井口对中不能实现,通常出现在海上生产作业过程中,已经成为不能被忽视的问题。提升井架总成结构建造及装配精度等级是最可行的方法。
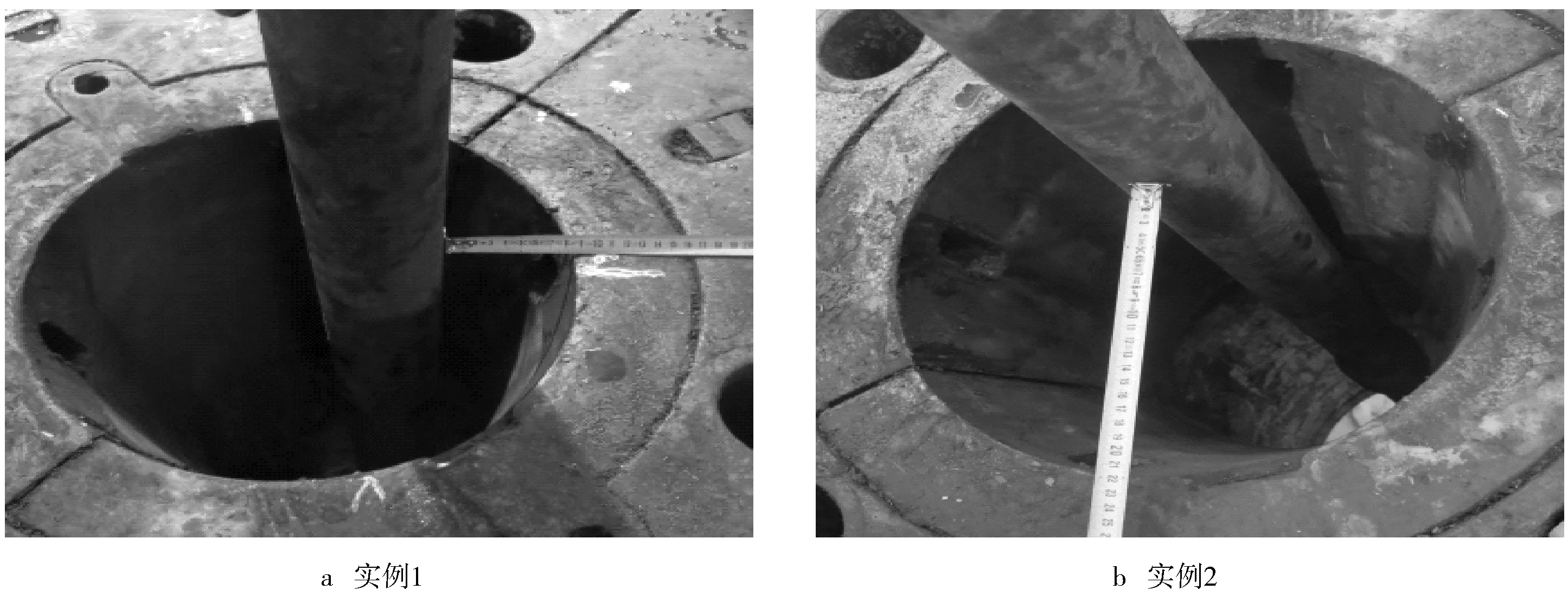
图3 海上平台修井机井口对中偏差
2 井架总成结构建造与装配精度需求分析
海洋修井机井架总成结构建造需要更高等级的精度标准[6-13],才能更有效地满足海洋平台生产作业环境对装备的使用要求。针对现行海洋修井机设计制造数据统计分析,以及相关国家标准、国际标准、企业标准、行业标准,对井架总成结构建造精度的精确需求,以及制造现状进行研究和分析。
2.1 井架结构精度对井口对中影响分析
海洋修井机井架总成结构通常为两节套装轻便井架,作业工况时,井架起升后,井架上节伸出井架下节一定距离,达到作业高度后,坐于承载销上。整个作业过程中井架是无绷绳系统来纠偏和防倾的。井架上节与井架下节之间有一段重合段,用以控制井架上节四个水平方向上的自由度。井架上节的偏移与倾斜量则完全取决于井架结构建造及装配精度等级。海洋修井机井架总成如图4所示。现有在役各型号海洋修井机井架主体结构组成部分设计建造尺寸数据统计如表1。
根据表1数据,查阅当前现行海洋修井机装备相关企业标准、行业标准、国家标准,井架上、下体结构建造精度要求及装配精度分别如表2~3。
依据上述标准建造精度等级要求,对现行设计井架总成工作状态(上节伸出下节到设计工作高度)的井架上节倾斜及中心偏移情况模拟分析如图5~7所示。井架上体倾斜在井架宽度和高度两个方向上导致的整体综合对中偏差模拟结果数据如表4所
示。模拟分析中,将井架上体与井架下体的重合段尺寸由2 500 mm减小至1 500 mm时,通过对比图5和图7所示数据,可以发现井架上、下体的重合段尺寸公差对井架作业对中影响还是比较明显的。由模拟图可以看出,增加井架上、下体重合段尺寸,将更有利于井架对中偏差的减小。
表4中引起转盘对中偏移量计算式为:
式中:ΔS为井架对中综合偏差值;ΔSW为井架横截面宽度方向(W向)偏差值;ΔSH为井架横截面高度方向(H向)偏差值。
根据表4的计算数据,现有的结构件制造公差等级所引起的倾斜偏差过大。不能满足井架对中同轴度≤20 mm的偏差要求。
在井架重合段同一截面立柱前后(或左右)侧间隙之和不应大于8 mm的情况下,由图5~6的数据计算ΔS。
可知,此时的偏差值也远大于井架转盘对中的标准值。
由图5~6的模拟图,可以近似推算出每当精度公差增加1 mm,在重合段为2 500 mm的情况下,井架出现的可能倾斜偏差为5.85 mm。由此可知,井架上下体建造精度公差应控制在2.5 mm以内。
因此,在井架结构建造精度工艺要求中,应当具体明确地指出适用的精度等级要求。


1—井架下体;2—井架上体;3—天车总成;4—二层台;5—座。

表2 两节伸缩套装井架上下体结构建造公差精度等级选择值 mm

表3 两节伸缩套装井架上下体装配间隙
2.2 现行焊接结构建造精度标准适用性
海洋修井机井架、上底座、下底座、甲板导轨以及组块导轨承载梁等结构设施组合后,构成作业装备支撑框架,除提供必要的结构强度外,还需要满足各项功能性要求,例如井口对中功能就是关键一项。井口对中功能中,上述结构设施都会产生一定大小的影响,而对于井架结构的精度影响最大。所以,海洋修井机设施结构建造精度以一般的现行焊接结构标准来执行显然是不够的,尤其井架结构的制造精度更是如此。
2.3 井架总成结构建造精度
修井机井口对中、井架总成的起放(由水平状态变为垂直状态),井架伸缩(井架上节由下节内部伸出,以增加井架的高度)等,这些功能的实现,需要井架总成结构具备更高标准的建造及装配精度,才能顺利实现相关功能,不然就会出现卡阻、卡位,无法实现对中作业等情况,从而影响使用。
通过上述分析可知,现行的一些相关标准规范,就井架总成结构的需求而言,不具备针对性,适用性不强。
井架总成结构的建造精度准则,需要建立在井架下体和井架下体配合公差要求之上。
2.4 井架结构总成配合精度
研究分析现有文献后发现,有关要求和描述都过于泛泛,装配的精度的控制完全取决于制造商,而通过模拟分析显示情况可知,相关精度控制并不乐观。也即相关的配合精度控制并没有引起行业或业界的足够重视。
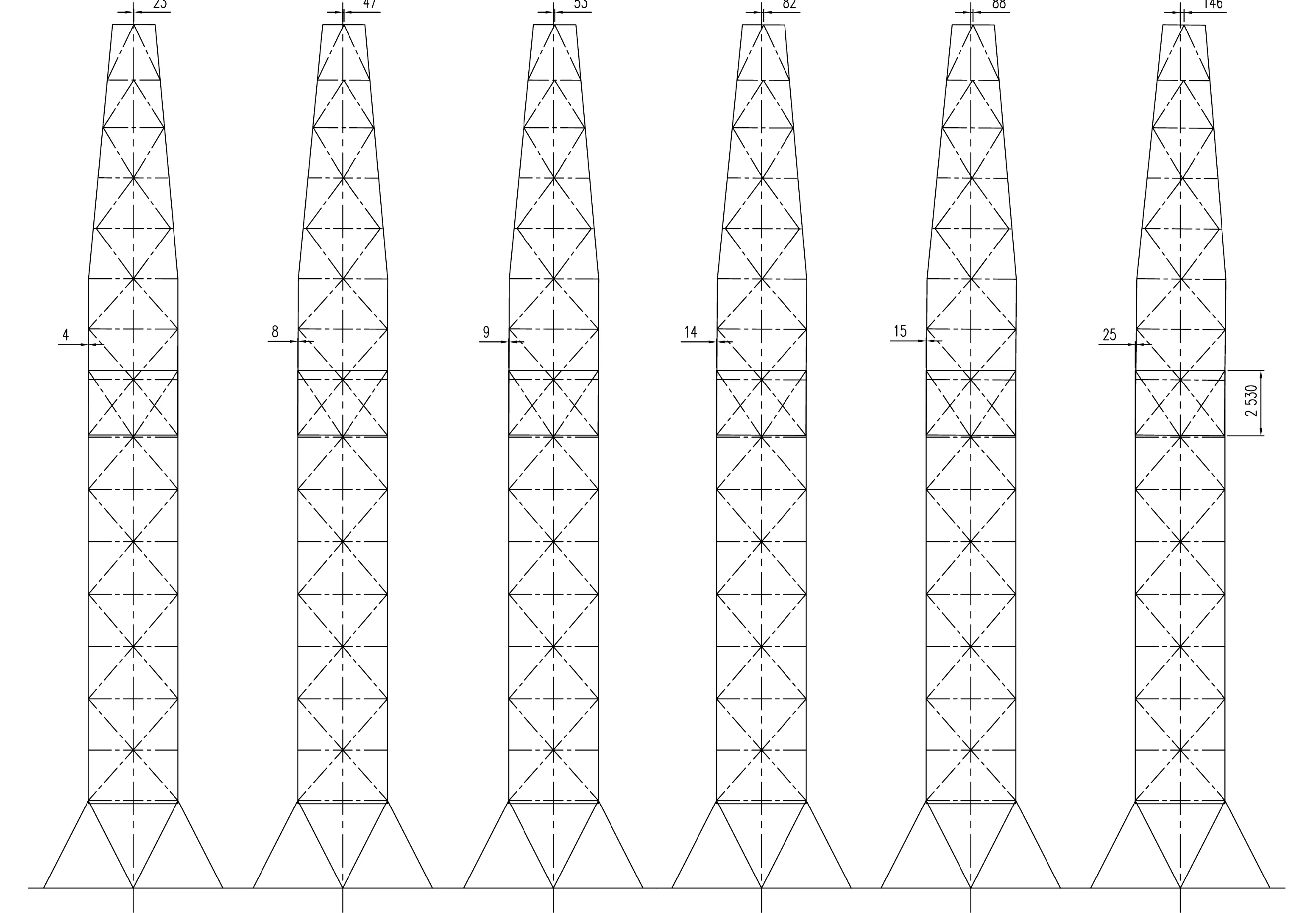
图5 2 500 mm重合段下各等级精度公差组合情况下对中倾斜偏差模拟-W向

图6 2 500 mm重合段下各等级精度公差组合情况下对中倾斜偏差模拟-H向

图7 1 500 mm重合段下各等级精度公差组合情况下对中倾斜偏差模拟-W向

表4 现行不同等级精度的两节伸缩套装井架上下体对中偏差数值(2 500 mm)
3 海洋修井机两节套装井架总成结构建造精度标准
3.1 井架结构精度
井架总成的制造精度要求相对于修井机底座等其它结构部件来说,其建造精度有着更高的要求,其加工制造精度要求介于机械部件与结构设施之间。由于井架结构的复杂性,其主体结构多为型材组焊而成,不能实现机械加工以提高精度。但其建造精度要求接近机加工部件,才能更好地满足井架的各项功能要求。海洋修井机井架结构建造精度等级要求如下:
1) 两节伸缩套装式井架,上下体重合段立柱同一截面综合间隙应2.5 mm。
2) 明确井架上下体结构各分段组焊后的尺寸公差和形位公差值应满足表5公差等级要求。
3.2 装配精度
井架上、下体装配精度的等级高低,对井架后期的操作和功能实现影响很明显。因此,装配公差的精度约束是重要的质量控制因素。
井架总成上下体总段结构建造精度公差要求如表6。

表5 两节伸缩套装井架上下体结构建造公差精度等级 mm

表6 两节伸缩套装井架总成上下体建造装配公差 mm
4 结语
海洋修井机是海洋石油钻修井工程装备与设施的重要组成部分[14-16],为石油生产提供必要的保障和支撑平台。装备制造质量的优劣与精细化程度直接影响装备完好性。装备制造细节的完善与提升和改进,将会有效去除装备应用中不足和出现问题的频度。
