母管制给水泵密封水异常分析及解决方案
2020-11-20白成友


摘 要:某PVC循环产业链配套4×125MW 自备电厂给水泵密封水回水设计采用直接回至排汽装置模式,导致排汽装置凝结水溶解氧运行中无法合格。针对此现象进行深入的分析,并提出了合理的解决措施,通过对给水泵密封水回水系统进行改造消除了此问题。对于给水泵及凝结水后期的安全运行和未来给水泵密封水的系统设计,具有重要的参考和借鉴作用。
关键词:给水泵;密封水回水;溶解氧
前 言
某PVC循环产业链配套自备电厂4×125MW机组配套给水泵为上海凯士比泵有限公司制造的HGC617多级离心式泵。给水泵安装调试完成后,给水泵进入正常运行工况时,给水泵密封水无论回收至任一臺汽轮机排汽装置,排汽装置凝结水溶解氧都超出标准2倍多。凝结水中的溶解氧是对设备及管道产生氧腐蚀的主要原因。凝结水经过各级加热器后,温度逐渐升高,氧的溶解度逐渐降低,使氧向金属表面的扩散能力加强,使氧与金属的反应加强,于是产生腐蚀。凝结水中的溶解氧超标,会使氧腐蚀更趋严重,危害设备及管道的安全运行。所以,必须降低凝结水的含氧量至合格范围内。
一、给水泵设备简介
某自备电厂4×125MW机组配套给水泵最大流量616m3/h,扬程1550m,转速 2895r/min,给水泵密封水是由除盐水供应,密封水由进口20℃经过泵轴端后加热至40℃,给水泵密封水直接经过管道直接排入排汽装置,见图1。
二、 现场给水泵密封水管路布置
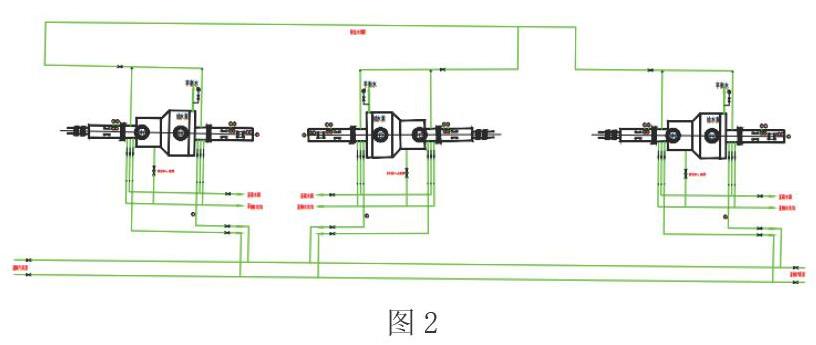
配备三台给水泵母管制运行,设有3路给水泵密封水进水,六路给水泵密封水回水,三台给水泵密封水回水汇总至两路密封水回水母管,可分别进入两台汽轮机排汽装置。给水泵密封水管路尺寸为DN50。每台给水泵密封水分别按照一个进口手动门、两个出口手动门,每台机组排汽装置处设有两个给水泵密封水进口手动门,如图2所示。
在三台给水泵密封水母管制运行,运行时三台给水泵密封水全部投入,在该系统进入排汽装置的前后管道上,设置了手动闸阀,用于隔离检修时的试使用。闸阀在正常运行时处于常开状态,检修时可手动关闭。
三、给水泵密封水回收系统运行工况
机组正常运行时,给水泵密封水全部回收至汽轮机排汽装置,在回收给水泵密封水时,凝结水溶解氧长期超标。机组运行时给水泵密封水全部回收至一台机组,邻机关闭隔离门。不回收给水泵密封水的机组凝结水溶解氧全部合格,回收给水泵密封水的机组凝结水溶解氧合格率为0%。
四、密封水与溶解氧的关系及解决方案
通过分析不同工况排汽装置溶解氧现象,机组不回收给水泵密封水则凝结水溶解氧合格,反之凝结水溶解氧超标。由此而知,溶解氧超标的原因为排汽装置进入大量低温除盐水,未经过除氧的低温除盐水进入排汽装置导致凝结水溶解氧超标。根据以上原因提出了针对性的改进措施,制订了以下改进方案。
方案:
(1)给水泵密封水回水管道技改至锅炉疏水箱。
(2)保留原有管道的手动门,在系统隔离时使用。
(3)密封水回收至锅炉疏水箱,定期回收至除氧器。
改造系统如图3所示:
五、结束语
本次改造基于公司找出了给水泵密封水回水系统中影响凝结水溶解氧的根源,通过简单的改造彻底解决了给水泵密封水与排汽装置不匹配的问题。通过改造完美地解决了该系统导致凝结水溶解氧超标的问题,消除溶解氧超标对设备的安全性造成隐患。使机组得以安全、经济运行。
参考文献:
[1]钟阁顺.国产600MW抽汽凝汽式机组凝结水溶氧超标治理[J].电力科学与工程,2013.
[2]中国电力企业联合会.火力发电机组及蒸汽动力设备水汽质 量:GB/T12145—2016[S].北 京:中国标准出版社,2016.
[3]赵常兴.汽轮机组技术手册[M].北京:中国电力出版社,2013.
作者简介:白成友 1983年 大专 主要研究方向直接空冷机组运行与维护 。