螺纹联接防松方法研究
2020-11-06闫红宾
闫红宾
摘要:从理论上分析了螺纹松动的原因,得到松动原因包括接触面有变形的情况、受到了轴向和横向的作用力等。对平常使用的防松方法进行了阐述,尤其是对螺母防松、防松胶、预紧力等方法的原理展开了研究,并对这些方法的作用结果进行评价。结果表明,得到预紧力防松方法是当前较为适合的方法,对螺纹间连接的可靠性的提升提供了有益的借鉴。
關键词:螺纹联接;预紧力;锁紧螺母;施必牢螺母;防松胶
引言
螺纹联接由于精度高、装配方便、零件拆装便利等优点,对当前机构设备之间的连接应用非常广泛。由于这种方式具有自锁性等特点,然而,对于有冲击力作用、振动及温度突变等环境下工作,由于支承面的磨损、被连接件的受压下陷、螺栓的过载屈服等各种原因可能松动,导致预紧力下降,使其由拧紧状态的紧连接变为没有预紧力或预紧力不足的松连接。若出现螺纹间的连接不紧,就会出现预紧力下降,严重时没有预紧力作用,使得螺纹之间的连接质量下降,而设备零件易于损坏,严重时连接直接分离开来。对真实的环境中,由于联接件之间连接不紧或分离,导致人受伤或设备受损的情况经常出现。因此,保持紧固件自身的锁紧,使其在一定时间内松而不脱,对防止被连接件因分离而失效至关重要。
一、螺纹联接的连接及防松原理
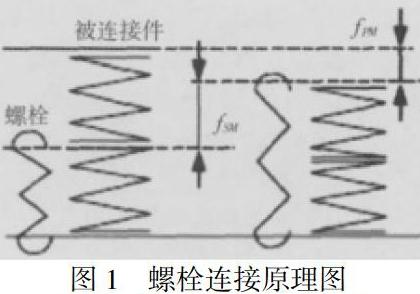
1.连接原理。螺纹联接是用一个或多个螺栓将两个或多个零部件进行可拆卸的连接,按照设计的位置传递相连零件之间的力和力矩。螺纹联接既要承受外部载荷的作用,又要满足接头的功能要求。在螺纹联接系统中,螺栓相当于拉簧,被连接件相当于压簧,螺栓连接原理如图1所示。由图可以看出被连接件被压缩f P M,螺栓被拉长f SM,由此产生的夹持力将被连接件夹紧,以达到设计要求及抵抗外部载荷。
2.防松原理。为防止螺旋副相对转动,必须使旋合螺纹间始终受到附加压力和摩擦力的作用。工作载荷变动时该摩擦力仍然存在。但在实际应用中螺旋副间的摩擦力瞬时减小或瞬时消失多次后,螺纹联接可能失效,这种失效趋势是必然的。
二、螺纹联接松动原因分析
1.支撑面被压陷引起的松动
a.松动原因。在被拧紧的螺纹联接中,如果螺栓或螺母支撑面的接触压强(即单位接触面积上的轴向压力)过大时,被连接件表面在与螺栓或螺母支撑面接触产生塑性的环状压陷,严重的压陷或在工作中塑性变形的继续而加剧的压陷会使预紧力衰减甚至丧失,从而导致螺母或螺栓松动,这种松动即为压陷松动。
b.防松措施。①在螺栓或螺母支撑面下配置一个强度较高、接触面积较大的淬硬垫片;②在拧紧螺纹紧固件时应控制过大的预紧力,以防超出被连接件的抗压极限;③螺栓的强度与被连接件材料的强度应匹配,即螺栓强度不能较大程度地高于被连接件材料的强度;④高强度连接应优选法兰面螺栓,避免使用六角头螺栓,以增大受力面积。
2.因接触面变形而出现松动
这里说的接触面有两类,螺栓头和被连接件接触面以及内外螺纹配合面,这两个地方的变形都可能引起松动。此处出现的松动尽管距离较小,然而,它的出现意味着螺纹和支撑面之间紧固力减少,以及标志着严重变形的开始。因此,这种变形对松动的影响是应该得到重视的。
3.轴向受到外力的影响
若联接件受到轴向力,那么就会使螺栓受到拉伸,则螺纹的牙面上就受到对应的径向分力,此时,螺栓与螺母之间也会出现较小的位移。若作用力持续增加,那么这个位移将会越来越大,从而螺母松动的间隙更大。此外,由于螺母出现松动,它和螺杆之间的摩擦力也会降低,从而使得螺纹之间自锁不住,进一步会导致连接松动。
4.受到横向力的影响
若横向力加载时,螺栓与螺母之间也会出现较小的位移。若作用力持续增加,那么这个位移将会越来越大,从而螺母松动的间隙更大。此外,由于螺母出现松动,甚至完全分离,从而使得螺纹之间自锁不住,进一步会导致连接松动。
三、螺纹联接防松方法及应用
1.螺纹紧固胶的使用
这种技术就是将一些固体胶放置到螺纹与螺纹之间,从而让其相互粘连,从而达到防松的目的。根据胶的反应类型不同分为物理性防松和化学性防松,区别在于是否发生化学反应。物理性防松胶主要是尼龙胶,化学性防松胶主要是厌氧胶。厌氧胶由于暴露于空气中时,其存在方式为液体状,隔绝空气时,其存在方式为固件状,所以它被叫做“厌氧胶”。依据使用方式分为预涂式和点涂式。预涂式是预先涂在螺纹上,烘干后变成一种有弹性、粘附牢固的螺纹密封剂,特别适用于工业生产,因为它们省去了在生产线上涂胶过程,提高了装配的速度,并确保了质量。点涂法就是将厌氧胶均匀的涂在螺栓的圆周方向上,当螺栓或螺帽紧固以后,胶水被激活,24 h后将硬化形成为具有弹性胶层,从而起到密封的作用。此胶可以将螺纹进行紧固,随着扭矩的增加,能够避免螺栓发生移动,也使得螺栓的防松效果得到增加,从而满足防松的具体要求。
2.解除摩擦副的运动关系防松
若采用某些方式使螺纹副不能运动而达到紧固的目的,如使用焊牢、铆接等方法,从而将原来可以拆装的螺纹变为死螺纹,此方式防松比较可靠。但其不足之处在于,紧固后的联接件不能再被利用了,并且操作比较复杂,对于某些需要防松但不会再次使用的场景比较适合采用。此方法主要有冲点方法、铆接方法、螺帽开槽法等。
3.摩擦力防松
摩擦力防松通过横向和纵向压紧螺纹副,使之产生摩擦力来实现防松效果。常用的方法如下:
(1)弹簧垫片,弹簧垫圈的反弹力使螺纹间保持压紧力并增加螺母和螺栓之间的摩擦力,从而达到防松效果。但弹簧垫圈产生的回弹力不够均匀,仅适用于普通连接防松。
(2)双螺母锁紧,两螺母在拧紧后,螺母之间产生的轴向力,使螺母牙与螺栓牙之间的摩擦力增大而防止螺母自动松脱,适用于低速重载或载荷平稳的场合。
(3)双叠自锁垫圈,自锁垫圈由两片垫圈组成,外侧是带有放射状凸纹面,而内侧为斜齿面。当装配时,内侧斜齿面间相对,外侧放射状凸纹面与两端接触面成咬合状态,当连接件受到振动,并使螺栓发生松动趋势时,仅仅允许两片垫圈内侧斜齿面间相对错动,产生抬升张力,从而达到锁紧效果。自锁垫圈不仅是一种防松的制锁装置,也是一种高承载制锁装置,可应用于所有强振动环境。
4.机械防松
对于螺纹件和连接设备之间的紧固或螺纹和螺纹之间紧固,避免有松动的情况出现。此方式的可靠性依赖于紧固件的强度。其不足之处在于紧固件的质量,在安装过程中相对较难,机动操作难以使用。一般的机械防松方式有:六角开槽螺帽与开口销、串连钢丝、止动垫圈等。
结束语:螺纹连接接触面的微滑移将引起初始预紧力的下降,这是导致螺纹联接松动的主要原因,尤其在变载、冲击、振动等机械作用下,松动现象更频繁。为了防止紧固件松动,首先从设计上选择合适的螺栓尺寸和装配扭矩值,从而得到足够的预紧力值,在防松上特别重要;在制造中降低螺栓和与被联接件接触表面的表面粗糙度和形状误差,减少螺纹接触面的变形;对于重要部位的紧固件,要在对应的使用场景上,采用与之相关的联接结构,并辅以对应的防松手段,可以使整个联接装置的防松性能得到提升,也大大增加了整个设备的可靠性。
参考文献:
【1】陈亭志.螺栓选型和装配扭矩的计算方法研究[J].机械工程师,2019,6:77.
【2】范丽霞,张鹏洲.楔形螺纹技术及在商用车上的应用[J].汽车科技,2019(9):56-59.
【3】李柏乐,花庆宝.浅谈螺纹锁固胶的选型与应用[J].装备制造技术,2019(4):36-40
【4】黄玉亭.重卡驱动桥壳与减速器壳联接螺纹防松试验研究[D].青岛理工大学,2019.
