内缩脱模机构核心零件芯轴加工的研究
2020-10-21胡凯俊

摘要:日常生活中我们常常接触到化妆瓶盖、饮料瓶盖、水管接头等塑料产品,而这类塑料产品都具有一个显著特征:带有整圈内侧倒扣特征。这类产品注塑成型后包紧型芯,脱离型芯十分困难。新型的内缩脱模机构可以很好的解决这个痛点,具有产品脱模时动作准确、可靠、效率高等优点,但成型零件的加工难度系数较大,往往用于高档精密模具。我通过大量实际加工合理制定了核心零件芯轴的加工工艺。
关键词:芯轴;内缩;加工工艺
1.前言
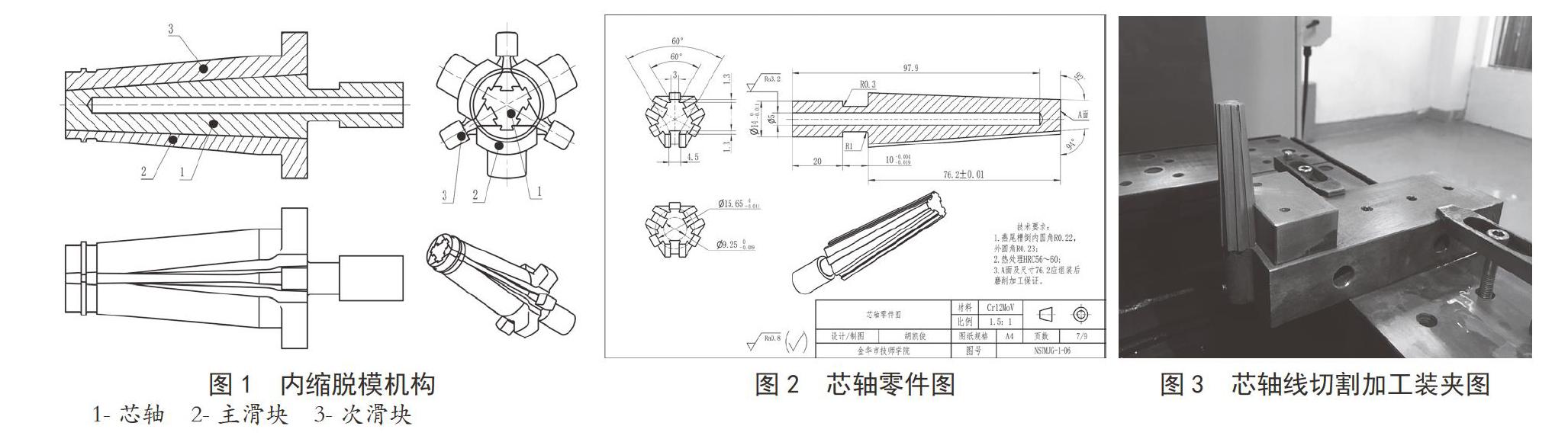
内缩脱模机构以芯轴、主滑块、次滑块为核心零件,进燕尾槽相连,实现相对运动。内缩脱模机构示意图如图1:
当芯轴向后移动时,主滑块和次滑块将会向型芯内侧移动,若主滑块和次滑块向内移动的速度和距离一样,结果会因为内部空间不足主滑块与次滑块发生干涉导致自锁。
因此在设计时主滑块与次滑块的内缩距离是不一样的,它们之间应满足如下的关系式:
L2=2×L1
式中:L2——次滑块3的内缩距离;
L1——主滑块2的内缩距离;
或:
A2°=2×A1°
式中:A2°——次滑块 3的抽拔角;
A1°——主滑块2的抽拔角;
在计算内缩距离时,必须以主滑块2能脱模为计算依据。
2.芯轴材料的选择及热处理工艺
内缩脱模机构的运动是以芯轴作为主运动,主滑块和次滑块跟随芯轴发生从动运动,起到内缩和外展的作用。因此芯轴应具有高强度、硬度,具有良好的耐磨性,我们最终选用Cr12MoV冷作模具钢作为芯轴材料。
热處理工艺:
(1)淬火
①第一次预热,炉温设为650℃,升温时间设为30分钟,保温2小时;
②第二次预热,炉温设为850℃,升温时间设为20分钟,保温2小时;
③第三次升温,炉温设为1050℃,升温时间设为20分钟,保温30分钟(根据芯轴最大厚度计算得出);
④油冷冷却至200℃以下。
(2)回火
炉温设为520℃,保温6小时,出炉空冷。回火需重复三次,以得到良好的硬度(HRC56~60)和耐磨性。
3.工艺卡片
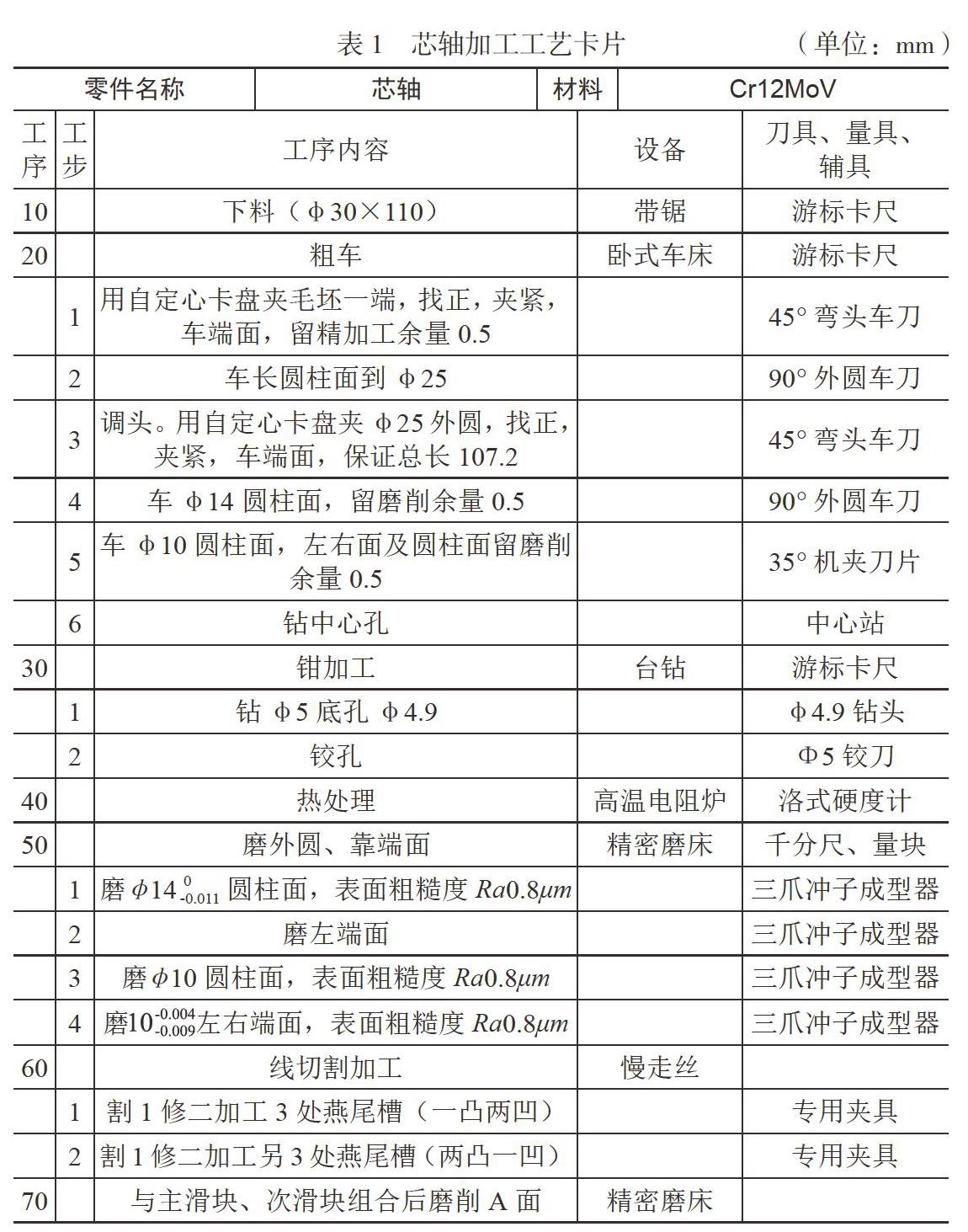
(1)芯轴零件图(见图2、图3)
加工工艺卡片(见表1)
作者简介:胡凯俊(1994.9-)男,汉,浙江金华人,本科,二级实习指导教师,研究方向:机械设计与加工。
