基于PLC的烟用内衬纸自动润滑系统设计
2020-09-24刘开合王学军
刘开合,马 义,王学军,步 刚,刘 凯
(山东中烟工业有限责任公司滕州卷烟厂,山东枣庄 277500)
0 引言
目前卷烟包装设备内衬纸润滑主要是人工加注润滑油,不能满足润滑中的“定量”、“定期”原则,同时还存在“油渍烟”等质量隐患和影响设备效率问题。内衬纸又称铝箔纸、铝纸,是直接包裹烟支的材料,它的包装质量对小盒包装质量与烟支防霉保质关系甚大[1]。在内衬纸进入导纸辊前,润滑毛毡会清洁内衬纸铝层的灰尘,柔顺内衬纸,延长内衬纸切刀寿命,提高切割质量,避免内衬纸输送堵塞等问题。
通常情况下,操作工利用润滑油壶将石蜡油喷到毛毡上,然后手动调整润滑毛毡支架,使毛毡表面与内衬纸接触。人工加注润滑油的方式存在以下弊端及隐患:①不能满足“定量”“定期”原则,即使是同一操作工润滑间隔时间和添加油量不好统一,随意性较强;②设备停机时,必须使毛毡脱离内衬纸,否则有产生油渍烟的质量隐患;设备正常开机时,必须使毛毡轻轻压在内衬纸上,否则容易造成内衬纸切口毛口、内衬纸免角、商标纸错牙等质量缺陷;③调整润滑毛毡支架必须停机操作,平均每次调整毛毡停机时长为8 s,因内衬纸润滑毛毡加油造成的每台设备每天停机时间约为420 s。
设计内衬纸自动润滑系统,用于内衬纸的清洁润滑,提高产品质量。此装置主要由油壶、气路、油路、电磁阀、气缸、PLC 等组成,采用烟包计数法,周期性向毛毡注油。设备运行时,毛毡接触内衬纸;停机时,毛毡脱离内衬纸,避免长时间停机时内衬纸被浸透,造成“油烟”。
1 系统组成和工作原理
1.1 系统组成结构
图1 是烟用内衬纸自动润滑系统组成结构图,系统由1 个PLC 控制器、1 个储油壶、2 个两位两通油路电磁控制阀、2 个两位五通气路电磁控制阀、1 个烟包计数传感器、2 个气缸及安装支架及2 个涂抹装置(毛毡)组成。卷烟包装机分左右两路纸盘供应内衬纸,一路使用一路备用,因此PLC 控制器接入设备的纸盘工作信号,同时接入的还有设备启停信号。
1.2 系统工作原理

图1 系统组成结构
(1)自动给油原理。利用烟包计数传感器采集烟包数量,并将采集到的烟包数量信息输送给PLC 控制器,再利用控制器累计输入的烟包数量,当累计的烟包数量达到预设烟包数量时,控制器驱动油路电磁阀打开,储油壶中油脂在自身重力的推动下进入涂抹装置。当出现设备停机或者切换内衬纸时,PLC 控制器可以实现断点自动保存,直至重新使用该侧内衬纸。润滑油在涂抹装置中浸润分散,每次涂抹在内衬纸上的油量均可通过设置油路通断时间设定,从而克服了现有技术中人工涂抹油脂随意性较强、油脂涂抹不均匀、影响产品的包装质量的稳定性的缺陷。此外,还降低了机台操作人员的劳动强度。
(2)毛毡动作原理。以左侧毛毡动作为例,当PLC 控制器接收到左侧供纸驱动信号和设备启动信号时,PLC 控制器根据预定数值延时发出信号,两位五通电磁换向阀接通气缸弹出气路,左侧毛毡气缸动作,控制左侧毛毡靠向左侧内衬纸。当设备出现停机信号时,两位五通电磁换向阀接通气缸缩回气路,左侧气缸瞬间缩回,左侧毛毡离开左侧内衬纸。这样很大程度上避免了“油渍烟”和内衬纸无润滑现象的发生。
2 各功能模块设计
2.1 自动给油模块
油路设计的关键就是向毛毡注入油液的多少。根据查询相关公式和计算,只要改变流体流动的时间,就可以改变流体流过单位面积的质量,同时流过电磁阀前后的流体质量是不变的。通过以上分析可知,只需改变PLC 控制油路电磁阀开闭的时间,就可以改变供油量。为得到电磁阀最佳注油时间进行模拟实验,采用线箔铝纸,在设备正常运转情况下,利用油壶和PU 管直接向毛毡注油,并对烟包计数,检查烟包内衬纸润滑效果和是否有油烟。试验结果如表1 所示,经过质检人员对试验结果确认,认为每正常生产500 包烟包时,注油5 s 最为合适,既不会使电磁阀频繁动作降低其使用寿命,又能保证润滑效果较好且没有油烟质量风险。

表1 注油梯度试验统计
2.2 毛毡动作模块
《卷烟包装工专业知识》及《ZB25 包装机组作业指导书》中对各部位压缩空气所用压力值有明确要求,其中“气源压力要求0.6 MPa,工作压力0.5 MPa,商标纸及封签加胶气缸压力标准范围≥0.5 MPa”。气路主要为气缸的抬起、压下动作提供动力,包装机的压缩空气压力值能够满足要求。为与电磁阀接口适配,选用的是6 mm×4 mm 蓝色PU 高压软管作为气线管路。按照就近原则,气源接口选择商标纸加胶气缸。
机器启动时,PLC 给工作侧铝纸毛毡电磁阀发出信号,电磁阀动作,打开气路使气缸带动毛毡接触内衬纸,均匀润滑内衬纸。停机时,PLC 发出指令电磁阀切换气路,气缸缩回,毛毡抬起离开内衬纸。同时考虑增加2 s 的延时功能,这种延时方式一方面是为了避免双线圈电磁阀长时间带电,而影响电磁阀寿命,另一方面,将延时控制在2 s 内,防止操作者频繁按动启停按钮而导致气缸转位混乱。
3 系统控制软件设计
卷烟包装机内衬纸自动涂油控制系统中烟包计数、电磁阀输出控制、毛毡动作都是通过系统软件自动实现的,软件运用PLC 树形图语言编程,实现各功能模块,它主要包括4 部分:系统主程序、毛毡子程序、中断子程序、给油子程序。主程序的功能主要包括初始化、系统自检、中断设置等,主程序处于循环状态[2]。整个系统软件主要完成铝纸驱动侧的判断、涂油参数的设置、烟包计数和向电磁阀发送状态命令等。PLC 程序如图2 所示。
4 系统实际使用效果
系统安装调试完成后,对包装机内衬纸自动润滑装置使用情况进行1 个月的跟踪统计。统计数据表明,该系统使内衬纸组件实现了润滑加油不停机,只是设备切换纸时的慢速启动,加油停机时间由平均8 s/次降低到3 s/次。
正常生产时,每班需更换16 个内衬纸,每个内衬纸需加注润滑油1 次。使用内衬纸自动润滑装置后,每台设备每年可提前生产产量102.6 箱,加注一次润滑油提高的效率167%。
5 结束语
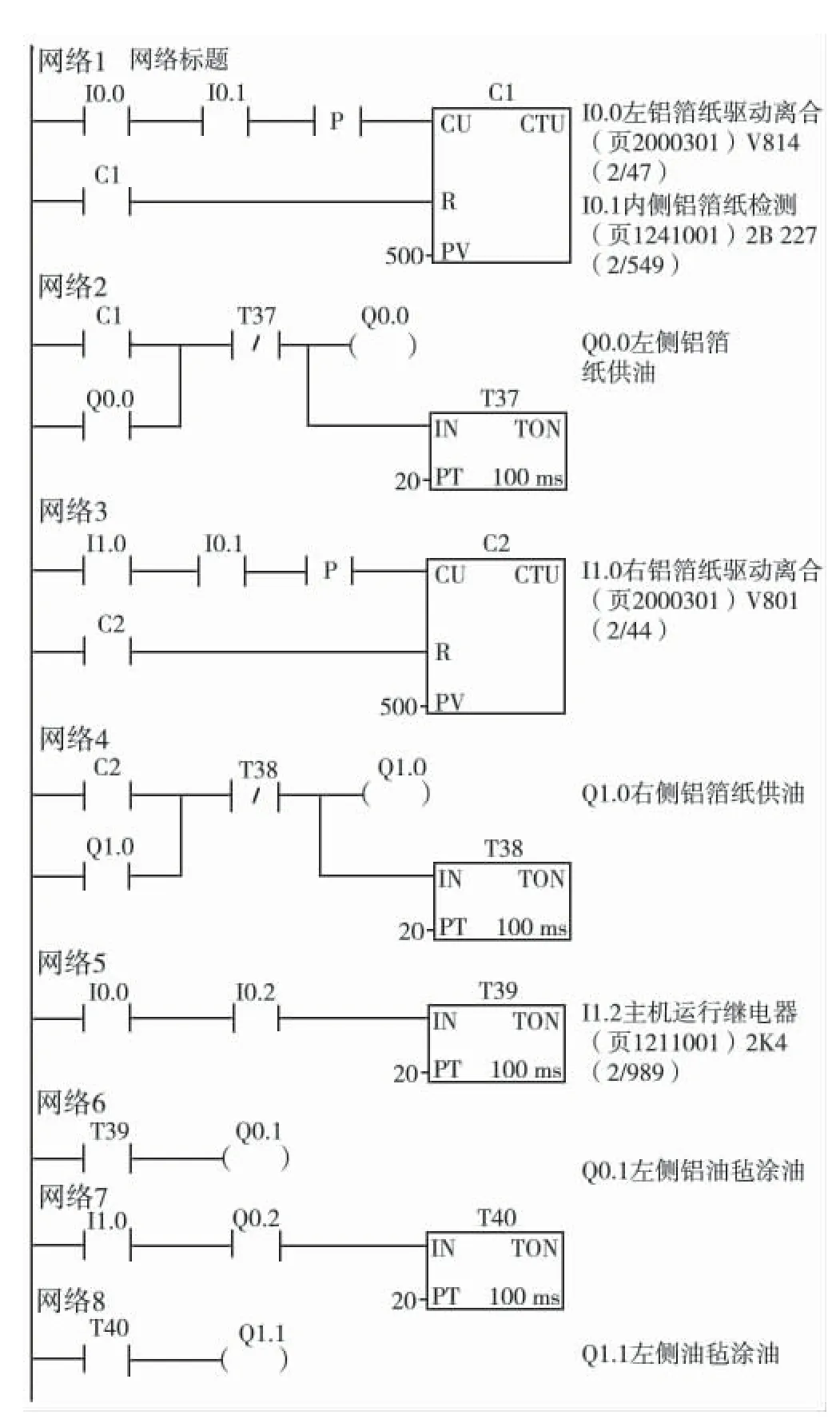
图2 PLC 程序
此次内衬纸自动润滑系统设计与现有技术相比具有的优点和效果。采用烟包计数法周期性向毛毡自动注油,且油量大小可调节,确保了供油的均匀性,降低了操作工的劳动强度,提高了生产效率;内衬纸润滑均匀,小包烟盒包装平整,避免了小盒烟包装过程中的内衬纸折边、折角易烂的问题,提高了小包烟盒的包装质量;采集开、停机同步信号,确保开机时毛毡接触内衬纸,停机时毛毡脱离内衬纸,消除了因停机时间稍长而导致的润滑油浸透内衬纸产生“油烟”的隐患。实际应用表明:系统的使用解决了内衬纸润滑效果不好、“油烟”质量隐患,减轻了操作工的劳动强度,提高设备运行效率。此装置根据烟包数量对内衬纸进行润滑,可根据实际快速调整烟包数量参数,具有一定的推广价值。
