采用90°角度头在紧凑腔中制造高精度孔的一种工艺方法
2020-09-23何多政郭辉许锋国马艳萍
何多政, 郭辉, 许锋国, 马艳萍
(中航飞机起落架有限责任公司 燎原分公司,陕西汉中 723200)
0 引 言
后支架是某型飞机起落架上的关键结构件,为深U形耳叉平板结构,基体采用TC18钛合金材料(Ti-5Al-5Mo-5V-1Cr-1Fe)。该材料属于高强度、高韧性的α+β相钛合金[1],在退火状态下强度可达1080 MPa,热处理后抗拉强度为1300 MPa,截面淬透厚度在250 mm内,近年广泛运用于起落架承力结构件。后支架的筋板φ19H8孔和腹板孔2-φ15H8 加 工后压装衬套,采用3 孔连接定位方式。外联的功能结构件如图1所示,其中φ19H8与2-φ15H8 轴 线空间垂直,外联件纵向长度大于500 mm,早期采用工件单独加工组合装配的工艺方法,却受制于刀具悬伸太长,位置度及尺寸公差都很难保证,无法满足产品的互换性要求。

图1 后支架及外联结构
1 工艺难点分析
后支架工件最大长度为1222 mm,最大宽度为880 mm,最大轮廓高度为185.5 mm,筋板φ19H8孔位于减轻腔内,孔中心沿高度方向无干涉距离18 mm,距腔底31 mm,如图2所示。工件单独加工后直接进行装配,其工艺难度主要在于设备合理的选用、工艺方法的确定和小孔的制造方面。

图2 后支架
1.1 设备制约
根据产品结构特点和制造精度要求,兼顾机床重复定位精度和设备最大行程。根据公司现有设备能力,虽然后支架可在安装90°角度头的高明精机3轴立式加工中心(设备X、Y、Z行程分别为3230、1700、850 mm)上进行,但是角度头镗削精度低,不能满足互换性位置精度高的孔加工质量要求。
1.2 工艺限制
后支架腔底2-φ15H8小孔和筋板φ19H8孔受零件尺寸结构及设备能力限制,腔底2-φ15H8小孔选用镗刀加工,而筋板φ19H8孔选用钻、扩、铰的方式组合加工,不同部位刀具连接方法各异,如果90°角度头限位块和限向槽之间接触间隙不能完全消除,就会影响φ19H8孔轴线与2-φ15H8孔中心连线的平行度。同时,加工工件筋板φ19H8孔的过程中,对刀不准和钻削参数不当,都会给后续加工位置度公差和孔位尺寸增大难度。加工工艺不合理时,还容易造成工件导热差、表面局部烧伤现象。
2 方案设计
2.1 后支架工艺流程
产品优化后的工艺流程如图3所示。1~4工序:热前加工非配合面至成品状态,配合面预留余量(腔底2-φ15H8小孔加工至φ12、筋板φ19H8孔未加工,筋板和2-φ15H8孔凸台预留余量)。9~12工序:加工除2-φ15H8孔和φ19H8孔及端面以外的所有配合面尺寸。13工序:第一步,在立式加工中心上,先镗2-φ15H8孔;第二步,铣2-φ15H8孔凸台端面;第三步,铣筋板φ19H8孔端面;第四步,安装角度头,并根据孔方向初步确定刀轴方向;第五步,拉直角度头基准面跳动在0.02 mm内;第六步,钻扩铰φ19H8孔。17工序:对腔底2-φ15H8小孔和筋板φ19H8孔压套。18工序:铰筋板φ19H8压套孔。20工序:第一步,根据外联件协调数据,以筋板φ19H8压套孔轴线为基准,在立式加工中心上,先镗2-φ15H8压套孔;第二步,铣2-φ15H8孔压套后衬套端面;第三步,铣筋板φ19H8孔压套后衬套端面。21工序:预装挂架,检查互换性。

图3 后支架工艺流程
2.2 程序编制
根据机床数控系统FANUC指令集,配置UG钻镗铰后处理文件,规范数控程序输出结构和数据,以刀轴为矢量编程。以孔轴线与机床X或Y轴平行确定编程刀轴矢量,孔的圆心点为定位原点,选定孔顶面位置和底面位置设置加工深度至穿过孔底面(Though Bottom Surface),确定安全退刀位置,利用荷马公司的90°角度头T90-2.5(刀具中心距角度头壳体下端轮廓为25 mm),选用3轴加工模式进行后置处理,最终结果如图4所示。
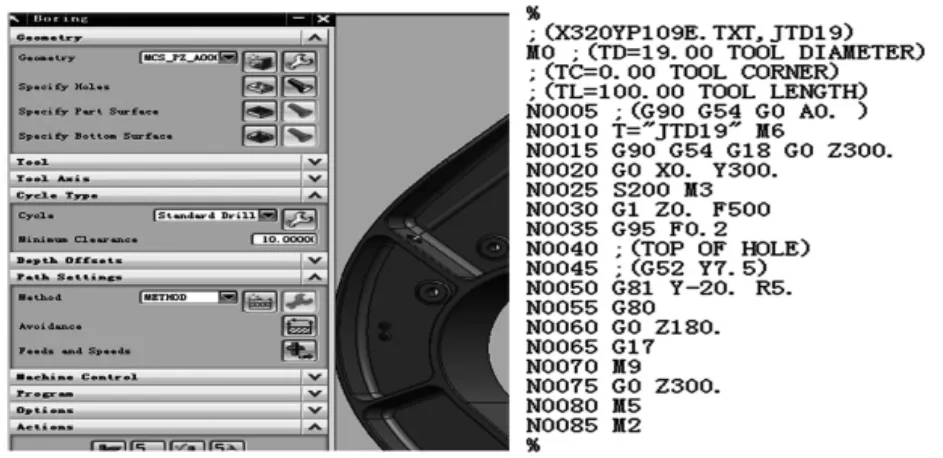
图4 φ19H8孔加工
3 方案改进及验证
首件加工后检查挂架装配状态,采用螺栓检查孔的同轴度,螺栓无法顺利通过φ19H8(压套后成品尺寸为φ16H8)孔。经对产品实物测量:φ19H8孔与挂架φ16H8孔的中心轴线偏离0.1 mm。根据手工铰孔特性知,手工铰制对筋板压的成品套φ16H8孔的轴线基本不产生影响。造成轴线偏差的主要原因是:加工过程的工艺方法不完善,受角度头连接的限向块间隙影响,导致产品压套后φ16H8孔轴线与2-φ15H8孔中心连线不平行。因此,改善环节可从工艺过程控制和刀具定位方式两大方面开展。
3.1 工艺过程优化
后支架及其组件的加工选用三轴门式加工中心KMC,拉直夹具定位基准全长面跳动不大于0.03 mm,找平工件表面,安装90°角度头。为消除角度头安装间隙问题,在限向槽的侧面设计一个顶丝孔,当角度头安装完毕后(如图5),旋合顶丝与定位销保持紧密贴合状态(消除摆动间隙)。

图5 角度头结构及其安装
3.2 刀具定位方式改进
针对加工过程中位置尺寸超差的问题,设计了带前、后导向套的专用夹具。以腔底已加工2-φ15H8孔和端面定位,刀具在统一导向定位状态下,可消除对刀误差和加工过程中的刀具偏摆影响,保证孔位(78±0.2)mm和28.5 mm(在夹具设计时公差按±0.02 mm控制)。具体操作过程是:在加工前,安装夹具在定位基准上,将夹具的导向套套在钻头上,调节角度头刀具,缓慢进入夹具后导向套安装孔,手动旋合导向套,直至内夹具孔内旋合过程无紧涩感,后续扩铰孔按照是否旋合至紧涩状态,来判定刀具的安装状态是否符合加工要求。
3.3 互换性状态协调
针对后支架与外联件的安装技术要求,为保证异地协作配套的互换性。在配套加工时,按给定尺寸的上限协调,并控制相应的直线度。
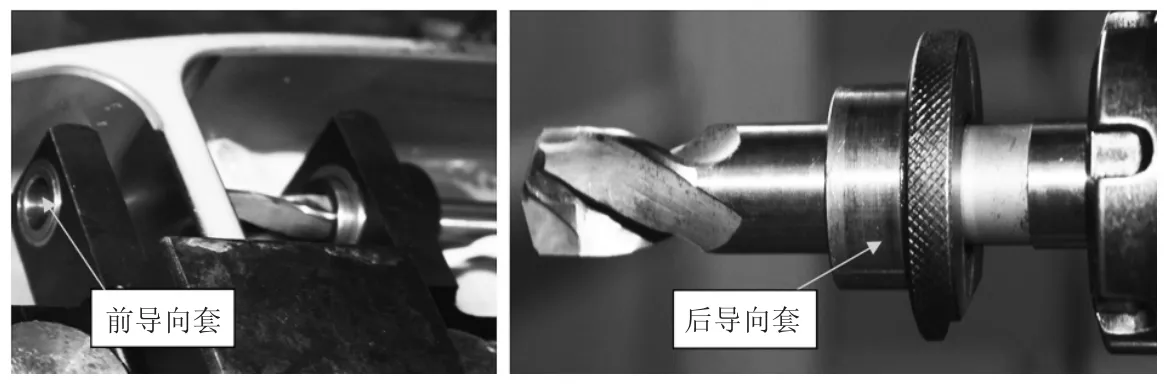
图6 导向套加工
3.4 切削参数确定及方案验证
后续采用同状态的TC18钛合金10组试件进行切削性能对比验证:φ19H8孔所用刀具按表1切削参数加工,不但提高了产品的加工效率,还能避免烧伤及应力引发的微裂纹现象。按照优化后的切削参数,外联件安装顺利,满足设计性能指标。

表1 加工φ19H8孔各刀具切削参数
为进一步提升产品质量,在加工过程中需注意以下事项:首先,在加工前选择锋利的刀具,检查刃口完整性,测量合金铰刀是否为φ19H7;其次,以夹具后导向套为引导,检测导向套在安装孔的紧涩程度;最后,在铰削过程中,需充分冷却。
4 结 论
后支架作为某型飞机起落架上重要结构件,主要零件材料为TC18钛合金,为满足异地协同制造的互换性装配要求,采用工艺过程、刀具定位方式的优化、产品配套状态的协调,确定了φ19H8孔的加工方案。以问题为导向,分析解决了孔轴线与2-φ15H8中心连线的不平行、尺寸不协调的问题,为类似后支架工件的异地协同、互换装配提供了一种工艺设计方案。
