斜沟煤矿选煤厂智能加药系统的研究与应用
2020-09-11刘小会王建南
刘小会,王建南
(西山晋兴能源有限责任公司 斜沟煤矿选煤厂,山西 兴县 033602)
1 选煤厂概况
斜沟煤矿选煤厂隶属于山西西山晋兴能源有限责任公司,是一座处理能力15.00 Mt/a的现代化矿井型炼焦煤选煤厂,分两期建设安装,现一、二期系统均已投产运行。主要工艺为:150~50 mm块煤重介浅槽排矸,50~1.2 mm末煤有压两产品重介旋流器主再选,1.2~0.2 mm粗煤泥(分级旋流器底流)TCS分选机分选,0.2~0.045 mm细煤泥(浓缩旋流器底流)沉降离心机脱水回收,小于0.045 mm极细煤泥快开压滤机脱水回收。
煤泥水处理系统是湿法选煤厂的重要工艺环节,系统紊乱轻则制约生产,严重时造成生产瘫痪和环境污染,降低选煤厂经济效益,因此,煤泥水系统是整个选煤工艺系统的核心[1]。斜沟煤矿选煤厂煤泥水工艺流程见图1,小于0.045 mm极细粒极煤泥絮凝沉淀脱水回收系统主要由4台φ38 m的高效浓缩机(每台配备1台加药机)和12台ZKGS550/2000-U景津程控隔膜压滤机组成。煤泥水进入浓缩池分配箱后通过入料管给入浓缩机缓冲桶内,通过加药机添加絮凝剂进入浓缩机,煤泥进行絮凝沉淀,浓缩机底流由泵输送至压滤机脱水回收,溢流做为循环水循环复用[2]。

图1 斜沟煤矿选煤厂煤泥水系统工艺流程
加药机由粉末产品测量传输系统和聚合物的溶解储存系统组成,主要包括固体喂料机、气环真空泵、干燥漏斗、文氏管排出器、加药系统、分散头、供水控制阀、搅拌器、液位控制探传感器、传输阀、加药泵等[3]。加药机在自动运行启动后,通过浓缩池入料管浓度计监测到煤泥水达到一定浓度,储药箱制药桶无药剂时开始补加水,给料机运行添加药粉,搅拌机构搅拌一定时间后通过转移阀为储药箱加药,最后启动加药泵为浓缩机加药。
2 原自动加药系统存在的问题
絮凝剂的使用一方面要达到提高澄清效果,保证溢流水质符合循环利用要求,另一方面要提高煤泥沉淀速度,保证浓缩机合理的底流浓度。原有的絮凝剂添加装置由人工根据来料浓度、煤泥沉淀情况和耙架运行电流、底流浓度等因素设置加药浓度和加药量,其中来料浓度、来料量的检测依靠人工检测和浓度计检测,煤泥沉淀层的检测依靠人工用探杆检测,底流浓度检测依靠人工检测,实际操作过程中受到人员的操作经验、人工检测和药量调整的滞后性影响,难以实现及时、快速检测和科学合理调整加药量,过度沉淀和沉淀效果不稳定的情况较为常见,一方面导致絮凝剂的浪费,另一方面难以保证溢流煤泥水浓度的稳定[4]。另外压滤进料时间、带煤量、浓缩机电流等数据需要通过对讲机从调度室、压滤岗位获取,加药机岗位司机不能实时有效地掌控煤泥水系统的相关数据。
澄清层的高度每班需要通过探杆手动多次探测,不能实现对浓缩池澄清层更及时有效地监控。如发生加药管路堵塞、加药泵故障、入料浓度变大等可能引发因浓缩池澄清层不够而影响生产的事故。
一、二期浓缩系统相距150 m,加药泵的启停、澄清层高度的探测、附属设备的巡检等工作都需要岗位司机完成,由于工作强度高,严重影响了加药系统的工作效率,制约了选煤系统的生产能力。
3 加药系统的智能化升级改造
3.1 增加污泥界面仪监控澄清层高度
智能加药系统在原有硬件基础上,在浓缩机上专门增加了污泥界面仪(见图2),它采用超声波脉冲原理,由传感器发出的超声波信号直接传入水池中的污泥层。污泥层高度和深度的测量根据超声波返回传感器表面的时间确定,并显示在控制器上。
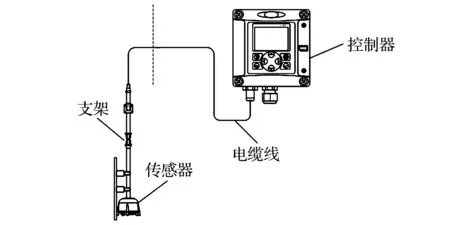
图2 污泥界面仪示意
3.2 全面系统升级自动加药机
根据洗选方式、入料浓度计、浓缩机电流、原煤量等参数系统综合大数据分析,并建立模型自动调节最佳的配药浓度;根据洗选方式和带煤量的不同,系统设定一个基准加药频率和加药时间,后根据污泥界面仪实时监测的数据与目标数据的差值和变化趋势,在原有泵频率和加药时间的基础上进行自动调节,保证澄清层高度在最佳范围内的同时降低加药量[5](控制环如图3所示),代替人工向絮凝剂添加装置发出添加指令,同时对整个浓缩机相关参数进行自动监控。改造后,保证了调整及时准确,实现了溢流煤泥水浓度稳定、沉淀层厚度稳定、底流浓度稳定、耙架运行状态稳定,避免了因澄清层变化加药量调节不及时影响生产事故的发生。

图3 智能加药系统控制环
3.3 通过平板端实现对智能加药系统的全部监测与控制
通过PAD操作既可实现浓缩机电流、入料浓度、澄清层高度、压滤机进料时间等数据的远程监控,又能远程操作加药泵、飞力泵、扫地泵等设备启停,调节加药泵频率和配药时间(见图4、图5),极大地方便了岗位司机日常工作。
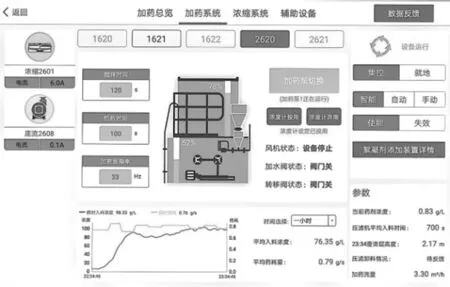
图4 平板移动端操作界面(一)
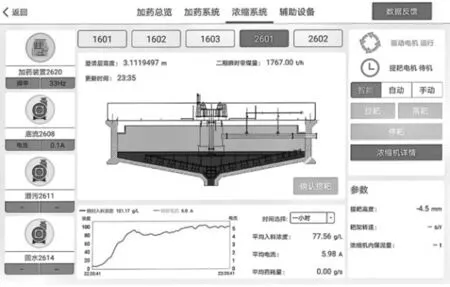
图5 平板移动端操作界面(二)
4 智能加药系统的应用效果
经过半年多的试用和改进,智能加药模块功能逐步趋于稳定,pad智能终端起到了“小上位机”的功能,岗位司机通过pad端可以实现对加药机的远程控制,并了解到岗位相关的所有信息,对加药机和浓缩机的运行状态监测等减少了操作人员操作以及和调度沟通的工作量。美国哈希公司的污泥界面仪提供的实时监测数据为系统及时、准确调整加药量奠定了基础,设备的远程控制、实时生产数据的远程监控等大大降低了职工的劳动强度[6],岗位由原来的2人到现在1人轻松完成所有工作。浓缩池澄清层的高度稳定在合理的范围(2.8~3.2 m)内,保证了安全生产。
改造前后浓缩机工艺效果评价见表1。改造前后的药剂消耗对比见表2。从表中可以看出,通过改造升级,提高了浓缩机的浓缩效率,有效降低了药剂消耗。每吨干煤泥絮凝剂的消耗量由原来的61.05 g降低到48.84 g。斜沟煤矿选煤厂年入选原煤15.00 Mt,按煤泥产率8.5%,絮凝剂14 000元/t计,年可节约资金:1500万×8.5%×12.21g/t×10-6×14000元/t=21.8万元,经济效益可观,改造效果显著。

表1 改造前后2601浓缩机工艺效果评价
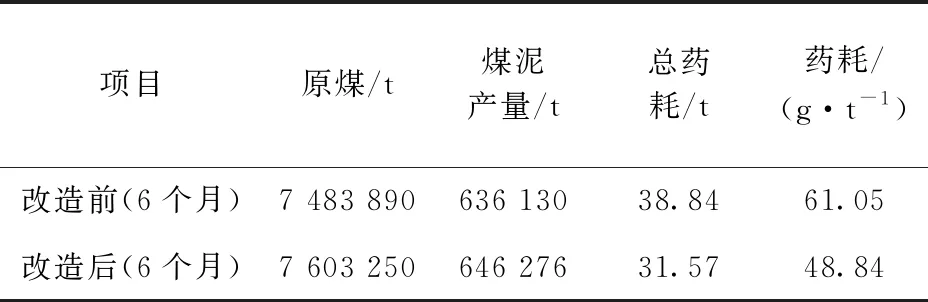
表2 改造前后药剂消耗对比
5 结 语
斜沟煤矿选煤厂针对自动加药系统加药量经验依赖性强、岗位司机工作强度大、加药系统功效低的问题,进行了加药系统智能化升级改造。通过增加污泥界面仪反馈浓缩机实时澄清层高度、采集设备实时运行参数,结合大数据分析及软件后台算法,实现了加药机智能控制加药量。加药系统智能化升级后,实现了系统智能加药、智能预警、平板端远程控制功能,做到统筹管控,吨煤泥的药剂消耗量降低了12.21g,节省了选煤成本,提高了经济效益,减少了岗位人员数量,大大降低了人为因素的影响,减轻了岗位职工的劳动强度,提高了加药系统工作效率和浓缩机的浓缩效率。
