CPR1000主管道焊缝缺陷问题分析
2020-09-10张进吴伟帮董义令
张进 吴伟帮 董义令



摘要:针对某改进型三环路压水堆(CPR1000)主管道与蒸汽发生器出口接管安全端焊缝安装阶段射线检验(RT)合格、而役前检查(PSI)阶段射线检验发现未熔合缺陷显示的问题,进行了分析处理。针对返修操作对已进行的一回路系统水压试验结果的有效性造成影响,在解读RCC-M、RSE-M、ASME规范第Ⅲ卷及第Ⅺ卷中水压试验相关条款的基础上,提出了“焊接返修后采用两种体积检验方法或一种经评定的体积检验方法”进行无损检验的解决方案,确保了一回路系统水压试验结果的有效性。
关键词:CPR1000;主管道;焊缝;射线检验;缺陷;水压试验
中图分类号:TG441.7 文献标志码:B 文章编号:1001-2303(2020)11-0093-05
DOI:10.7512/j.issn.1001-2303.2020.11.17
0 前言
某CPR1000核电厂在役前检查阶段对主管道与蒸汽发生器连接焊缝进行射线检验时,在射线底片上位于主管道侧焊缝熔合线附近发现长约70 mm的“未熔合”影像,按照RCC-M规范及设计文件要求,未熔合等危险性缺陷不可接受,需進行返修。该类返修操作属于一回路系统水压试验后对承压边界焊缝的返修,返修操作可能对一回路系统水压试验结果的有效性造成影响,进而对已完成的一回路其他检查项目的役前检查“零点”地位造成影响。文中介绍了主管道2U1焊缝缺陷分析及返修情况,分析了RCC-M、RSE-M、ASME规范中有关水压试验相关条款的规定,确定了确保一回路系统水压试验结果有效性的解决方案[1-5]。
1 缺陷分析和处理
1.1 缺陷分析
该焊缝位于反应堆冷却剂系统二环路主管道过段过渡段40°弯头与蒸汽发生器出口接管安全端之间(以下简称“主管道2U1焊缝”),主管道2U1焊缝在反应堆冷却剂系统中所处的位置示意如图1所示。
主管道2U1焊缝为一回路压力边界上窄间隙全焊透对接焊焊缝,主管道过渡段40°弯头材料为Z3CN20-09M奥氏体不锈钢铸件,蒸汽发生器出口接管安全端材料为Z2CND18-12(控氮)奥氏体不锈钢锻件,二者采用316L不锈钢焊材和自动焊工艺焊接,其结构如图2所示。
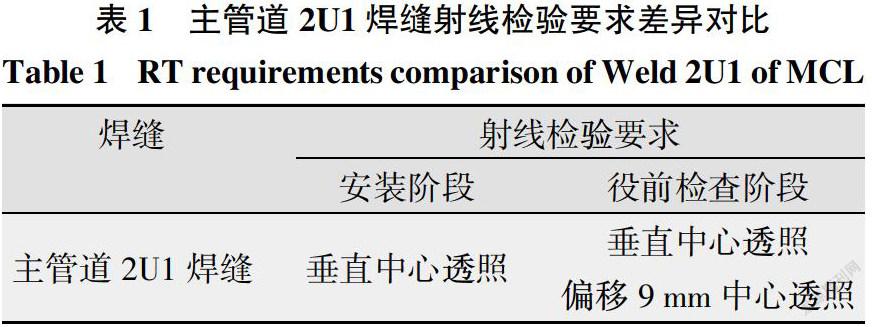
主管道2U1焊缝射线检验要求如表1所示。该焊缝安装阶段采用沿焊缝中心面的中心透照(以下简称垂直中心透照)进行射线检验,未发现未熔合缺陷显示,检验结果合格;役前检查阶段除采用垂直中心透照进行检验外,还增加了沿轴线向SG出口接管安全端侧偏移9 mm中心透照(以下简称偏移9 mm中心透照)的方式进行检验,其中垂直中心透照未发现未熔合缺陷显示,仅在偏移9 mm中心透照的射线底片上位于主管道弯头侧焊缝熔合线附近发现了未熔合缺陷显示。对于未熔合等面状缺陷,当透照角度超过一定角度,缺陷不能识别的情况就会增多,缺陷检出率就会降低。本次役前检查阶段相对安装阶段增加的偏移9 mm中心透照,与焊缝中心平面产生了约1°的附加角度,可能是导致安装阶段未发现而役前检查阶段发现该未熔合缺陷的原因。
1.2 缺陷处理
由于射线检验技术本身无法确定未熔合缺陷深度,且未熔合缺陷仅能通过偏移9 mm中心透照的方式发现,因此技术上也无法通过不同角度透照的几何关系来确定缺陷深度。另外,由于缺陷自身的当量尺寸较小以及不锈钢铸件及焊缝组织结构的影响,采用常规超声、超声相控阵技术和超声TOFD检测技术均无法探测到该缺陷,这给缺陷去除及返修方案的制订带来了极大的困难。
针对主管道2U1焊缝未熔合缺陷深度无法确定的技术难题,根据缺陷可能的深度范围以及返修操作的便利性,按照“先外后内,分阶段分层打磨并检验确认及补焊,直至缺陷完全消除”的原则制定返修方案。根据缺陷去除后是否需要补焊,返修方案主要分为两个阶段:第一阶段是在设计最小壁厚余量范围内,适量抛磨去除缺陷,如缺陷在第一阶段能够完全消除,则不需进行补焊;第二阶段进一步打磨去除缺陷并进行手工补焊。缺陷打磨、检验确认及补焊流程,如图3所示。为避免不锈钢材料铁素体污染,焊缝打磨材料采用铝基,打磨过程中应避免局部过热,如发现金属呈浅蓝色则暂停打磨,不得产生任何沟槽,每次打磨深度宜控制在1 mm左右,同时防止误伤母材。
经过第一阶段的适量抛磨,缺陷仍然存在,随后启动了第二阶段返修工作,进一步打磨去除缺陷,并采用手工电弧焊进行补焊。当从外表面打磨至约为39 mm深度时,液体渗透检验和射线检验确认缺陷消除,随后进行手工补焊,补焊后的无损检验结果合格,至此返修工作顺利结束,返修结果一次合格。
2 系统水压试验有效性分析
系统或部件进行水压试验的目的是考核部件的刚度及宏观强度,检验焊缝的致密性以及密封结构的密封性。主管道2U1焊缝由于无法实现局部密封,因此无法开展局部水压试验,如重新水压试验,仅能通过一回路主系统整体水压试验来实现。由于此次主管道2U1焊缝的焊接返修操作对已实施过水压试验的一回路系统的压力边界造成影响,因此需重点分析这类焊缝的焊接返修操作对系统水压试验有效性的影响。
CPR1000核电站核岛机械部件的设计建造主要依据RCC-M(2000版+2002补遗)规范(以下简称RCC-M),役前和在役检查主要依据RSE-M(1997版+2000补遗)规范(以下简称RSE-M),针对主管道对接环焊缝焊接返修后影响一回路系统水压试验有效性的问题,首先分析了适用规范相应条款的规定,同时参考了ASME规范的相应技术内容。
2.1 RCC-M规范要求分析
RCC-M B 5000对于一回路主系统单个部件水压试验规定:除非制造大纲特别说明因技术方面的因素导致一些机加工作业必须安排在水压试验之后进行,否则在水压试验后又进行非计划性加工、大面积磨削或施焊都将导致已进行的水压试验结果无效。对于一回路主系统水压试验,规范规定:一回路主系统的最终水压试验必须确保一回路主系统范围内的所有承压设备或部件都经历过特定压力的水压试验。对于非一回路主系统的1级管道,RCC-M C 5000规定:对组焊或未组焊的管段已经历过特定压力的水压试验,以及对未经历过水压试验、但每一管段已按规范要求采用射线或超声体积检验方法进行过无损检验的情形,则不要求水压试验。
通过分析可以看出,RCC-M规范对一回路主系统单个部件返修后水压试验结果的有效性有比较明确的说明;对非一回路主系统的1级管道不要求进行水压试验的条件也有非常明确的说明,而对于一回路主系统水压试验后压力边界部件及焊缝焊接返修后是否需要重新进行水压试验的问题未作出明确的规定。
2.2 RSE-M规范要求分析
RSE-M规范规定:该规范从设备服役后适用,例如役前检查开始至宣布商运结束。可见RSE-M给出的适用时间点并不唯一,而是提供一个时间区间供用户选择。该缺陷发现于一回路主系统冷态功能试验之后,对于役前检查阶段超标缺陷的返修,RSE-M规范是否适用的问题,从规范规定来看是适用的,但根据国内同类型核电机组的工程案例的经验反馈,监管部门一般持反对态度,其理由是机组商运前仍处于建造阶段,任何返修操作仍需执行RCC-M规范,因此遇到实际工程问题只能进行个案分析。
RSE-M规范是CPR1000核电站核岛机械部件役前和在役检查所依据的规范,该规范规定:一回路主系统的首次法定水压试验应在系统建造与安装工作完成后并在装料前,按照建造规范(即RCC-M规范)的规定进行[2]。该规定再次强调了首次法定水压试验的时机和适用规范问题,与RCC-M规范的规定前后呼应。对于在役期间维修操作与法定水压试验有效性的关系,规范规定:“非关注类”维修操作不会导致已进行的水压试验失效;“关注类”维修操作不会导致已进行的水压试验失效,但需满足监管部门特殊的监管要求;“特别关注类”维修操作,视具体情况而定,可能会导致法定水压试验失效;“重大关注类”维修操作将会导致已进行的水压试验失效,需要重新进行水压试验[3]。
因此,可以认为按照RSE-M规范,对于焊接维修操作是否需要重新进行法定水压试验,主要取决于规范对焊接维修操作的分类。
2.3 ASME规范要求分析
ASME(2004版)规范(以下简称ASME)第Ⅲ卷NB-6000对于1级部件压力试验范围和系统压力试验时机规定:所有承压部件、附件和完工的系统应进行压力试验;安装完工的系统压力试验应在初始运行之前进行[4]。有关压力试验的范围和时机的规定与RCC-M规范的规定基本一致,同时规范还给出了可用系统压力试验来代替部件及附件的压力试验的前提条件。此外ASME规范第Ⅲ卷还规定,对于在水压试验期间已加工至临界尺寸的完工部件,如尺寸公差允许,不超过10%壁厚或10 mm(取较小者)加工量是允许的[5]。从该规定可以看出,ASME规范针对计划性加工的情形,从对水压试验结果有效性的影响的角度对金属加工量作出定量规定,在满足上述规定的条件下,水压试验后一定量的机加工不会导致先前的水压试验失效。分析可见,ASME规范第Ⅲ卷对于一回路主系统水压试验后压力边界部件及焊缝焊接返修后是否需要重新进行水压试验的问题,同样未作出明确的规定。
ASME规范第Ⅺ卷IWA-4540规定:除由IWA-4540(b)免除试验外,承压边界上进行焊接或钎焊的修理、更换活动在恢复或部分恢复使用前应按IWA-5000要求进行水压试验或系统泄漏试验。金属去除后剩余壁厚至少为90%最小设计壁厚的压力容器的焊接和未贯穿压力边界的管道、泵和阀门的焊接等情况可免除水压试验[5]。由上述分析可知,主管道对接环焊缝进行未贯穿压力边界的焊接返修,按ASME规范第Ⅺ卷的规定可以免除水压试验。
2.4 规范要求分析小结
综上分析可知,RCC-M规范及ASME规范第Ⅲ卷对一回路系统水压试验后进行主管道焊缝的焊接返修是否需要重新进行水压试验,未作出明确规定;ASME规范第Ⅺ卷对一回路系统水压试验后进行主管道焊缝的焊接返修,只要未贯穿压力边界可免除水压试验;RSE-M规范对一回路系统水压试验后进行主管道焊缝的焊接返修是否需要重新进行水压试验的问题,主要取决于RSE-M规范是否适用以及主管道焊缝焊接维修操作的分类情况。
下面重点就RSE-M规范中针对主管道2U1焊缝的焊接返修操作所对应的维修操作分级进行分析。
3 RSE-M规范关于主管道焊缝维修操作分类
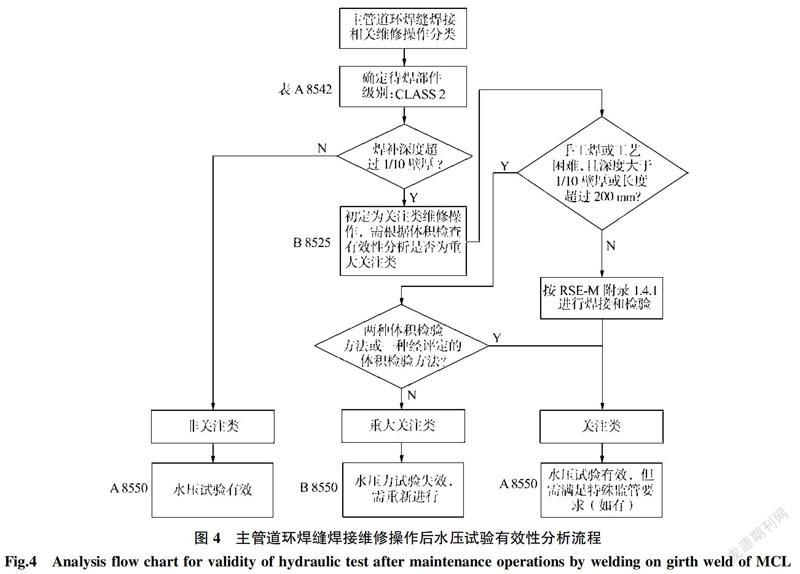
主管道对接环焊缝焊接维修操作分类和水压试验有效性分析流程总结如图4所示。
根据RSE-M规范规定的分类方法,主管道对接环焊缝焊接维修的分类应采用RSE-M表B 8500-8和RSE-M B 8525共同确定。根据RSE-M表B 8500-8的规定,由于涉及焊接维修,需先对待焊部件进行分级,按照RSE-M表A 8542的规定,主管道对接环焊缝待焊部件的级别为CLASS 2部件。按照RSE-M表B 8500-8,对于CLASS 2部件,焊补深度不超过1/10壁厚的焊接维修操作属于“非关注类”;焊补深度超过1/10壁厚的焊接维修操作属于“关注类”;对于“关注类”维修操作还需按照RSE-M B 8525的规定,判断是否为“重大关注类”。
按照RSE-M B 8525规定,对于主管道对接环焊缝,采用手工焊补的方法进行焊接维修,如焊补深度超过1/10壁厚,属于重大关注类维修操作。但如满足焊接返修后采用两种体积检验方法或一种经评定的体积检验方法,该类无损检验工艺评定的目的是确定对潜在焊接缺陷有针对性的无损检验工艺,维修操作的分级将由“重大关注类”将转为“关注类”。
对于主管道对接环焊缝,焊补深度不超过1/10壁厚的焊接维修操作,属于“非关注类维修操作”,不会导致先前法定水压试验失效;对于焊补深度超过1/10壁厚的焊接维修操作,属于“关注类维修操作”,不会导致先前的法定水压试验失效,但需满足监管要求。
4 结论
主管道2U1焊缝的焊接返修,采用手工方法进行补焊,补焊深度约为39 mm,超过1/10壁厚。根据RSE-M规范规定,返修后无损检验要求如满足规范规定的采用两种体积检验方法或一种经评定的体积检验方法进行无损检验,则为“关注类”维修操作,水压试验结果依然有效;否则应为“重大关注类”维修操作,水压试验失效。
基于上述分析结果,对于主管道2U1焊缝,焊接返修后要求采用的无损检验方法包括射线和超声两种体积檢验方法,其中射线检验采用的是通过役前/在役检查能力验证的技术方法。因此,主管道2U1焊缝焊接返修的维修分级为“关注类”,不会导致水压试验结果失效,该分析结论得到了相关方的认可,成功消除了主管道对接焊缝的焊接返修所导致的一回路水压试验结果失效的技术风险。
参考文献:
[1] 阮良成,薛长江,商幼明. 秦山第二核电厂一回路主系统水压试验实践经验[J]. 核科学与工程,2006,26(3):249-256.
[2] 法国核电设备设计、建造及在役检查规则协会. 压水堆核电厂核岛机械设备设计建造规则:RCC-M[M]. 上海:上海科学技术文献出版社,2010.
[3] 法国核电设备设计、建造及在役检查规则协会. 压水堆核电厂核岛机械设备在役检查规则:RSE-M[M]. 上海:上海科学技术文献出版社,2012.
[4] 美国机械工程师协会. 锅炉及压力容器规范:ASME[M].北京:中国石化出版社,2005.
[5] 涂志远,袁彪. RCC-M、RSE-M和ASME中关于核电厂一回路水压试验要求的对比分析[J]. 核标准计量与质量,2014(4):10-15.