层状双金属复合材料激光穿透焊 工艺及质量控制研究与展望
2020-09-10张小凡张建勋
张小凡 张建勋





摘要:基于激光穿透焊的熔池流动行为特征提出的层状双金属复合材料激光穿透焊技术,能实现层状双金属复合材料的一次焊接成形,同时可降低基层金属对复层金属的稀释和对其功能性能的破坏,在提高层状双金属复合材料焊接质量和推广应用等方面具有极大潜力。综述了层状双金属复合材料焊接相关的研究成果,阐明了激光穿透焊技术原理、特点以及工艺条件对焊接接头组织性能的影响规律,并对其未来发展方向进行了展望。
关键詞:层状双金属;激光穿透焊;Marangoni对流
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2003(2020)09-0079-08
DOI:10.7512/j.issn.1001-2303.2020.09.08
0 前言
层状双金属复合材料是将两种金属材料,通过爆炸焊、轧制等方法复合在一起,形成机械结合或冶金结合的一种材料,可通过爆炸焊、轧制法、爆炸+轧制法、喷射沉积+轧制法等方法制备。层状双金属复合材料在充分发挥两种材料各自特性的同时可以兼具经济性,降低设备和结构的制造成本,在石油化工等许多领域得到广泛应用[1-3]。
由于层状双金属复合材料基层和复层两种材料的化学成分、热物理性能、组织构成等都不相同,其焊接比均质材料复杂,是限制其应用和推广的关键因素。目前对于层状双金属复合材料的焊接,国内外采用的技术方案大多为:通过小热输入的钨极氩弧焊对薄复层进行焊接,再在基层和复层之间填入适当的过渡层并通过TIG或MIG方式焊接,以防止焊缝基层金属对复层金属的稀释和破坏,最后采用大热输入的MAG等方式对厚度较大的基层进行焊接[4-7]。几种常见的层状双金属材料焊接方案如图1所示,总体为使用多层多道的方式分别焊接复层、过渡层、基层,工序多且复杂,焊接效率低下。
基于激光穿透焊接的熔池流动特性,张建勋等人[8]首次提出了层状双金属激光共熔池穿透焊接技术,可实现层状双金属材料的一次焊接成形,提高焊接效率,对层状双金属复合材料的推广应用具有重要意义。
1 激光穿透焊技术原理
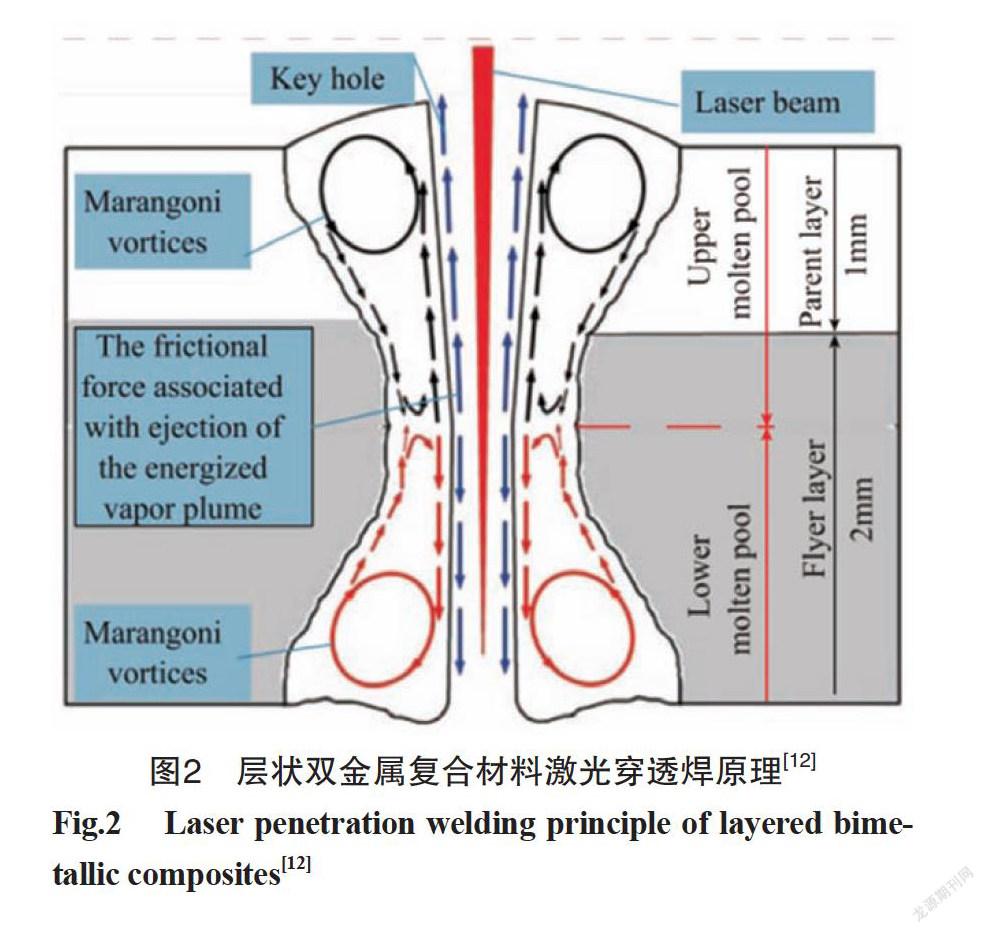
激光穿透焊接时,被焊接材料在激光作用下迅速熔化和气化,在金属蒸气的作用下形成一个充满高温金属蒸气和等离子体的小孔。在激光的持续作用下,熔池不断向下延展,小孔不断向下延伸,最终形成一个贯穿型的通孔。贯穿小孔形成后,在小孔内部,高温金属蒸气从上、下孔口喷射而出,熔池上部和下部的熔融金属在蒸气摩擦力的驱动下分别向上、向下流动;在熔池表面,小孔区域熔融金属温度高,表面张力小,熔池边缘熔融金属体温度低,表面张力大,熔池上、下表面的液态金属在表面张力梯度牵引作用下分别向内流回熔池,在金属蒸气摩擦力和表面张力梯度的共同作用下,最终在熔池上部和下部分别形成Marangoni对流区,两个对流区彼此之间相对独立[9-10]。
基于激光穿透焊接的这种流动行为特征,张建勋等人[8]提出了使用激光穿透焊接实现层状双金属复合材料的单道对接焊的新思路。其焊接原理如图2所示,在激光穿透焊过程中,层状双金属材料的基层和复层分别处于熔池上、下两个部分的Marangoni对流区内,利用两个Marangoni对流区之间相对独立的特性,减少焊接过程中基层金属与复层金属间的对流交换,从而降低基层金属对复层金属的稀释和破坏,最大限度保留复层金属的成分和功能性能[12]。
2 激光穿透焊研究现状
2.1 激光穿透焊机理与特征
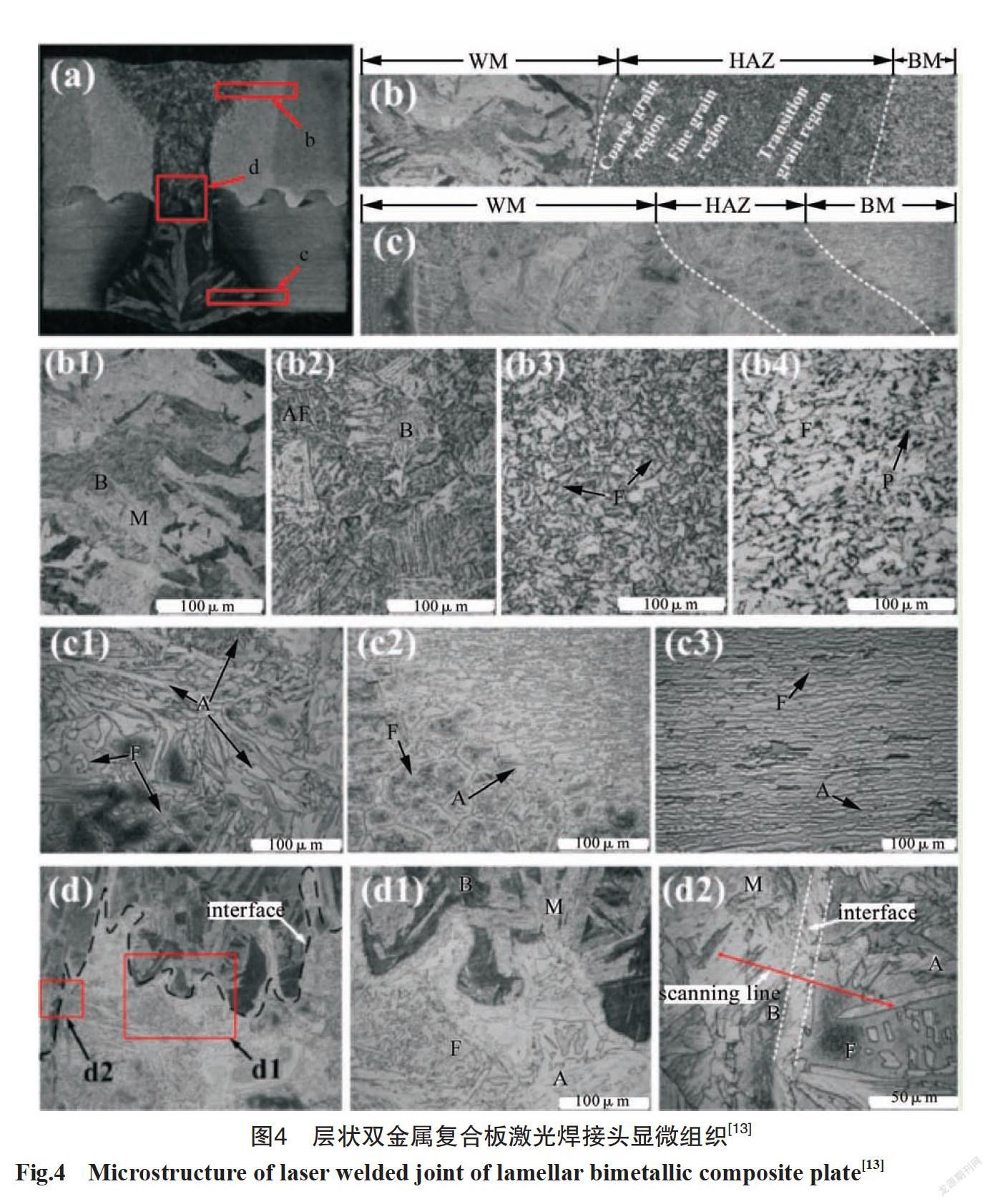
苟宁年等[12-18]进行了DSS2205/X65层状双金属复合材料激光穿透焊接研究。图3和图4分别为在激光功率4 000 W、焊接速度1.2 m/min,离焦量0 mm,氩气保护下获得的焊接接头宏观形貌和微观组织,呈现层状双金属复合材料激光穿透焊接接头的典型特征。由图3可知,层状双金属复合材料激光穿透焊缝轮廓呈两头宽、中间窄的“X”形貌;在厚度方向上,焊缝组织存在明显的界限,呈与母材相近的分层特征。焊缝的上、下两部分组织分别与母材基层、复层相近,而焊缝中部两种组织同时存在,呈交错混合的状态。
图4为双金属激光焊焊接接头的微观组织。图4b从左到右分别为焊缝上部、焊缝区、热影响区、母材区的显微组织,由图4b1可见,接头上部的焊缝区域存在贝氏体和马氏体,图4b2、4b3分别为热影响区细晶区和粗晶区的显微组织,由针叶铁素体、多边形铁素体以及贝氏体组成,图4b4为母材基层组织,由贝氏体和多边形状铁素体组成。图4c为接头下部的显微组织,图4c1为焊缝复层区组织,由大量具有方向性的铁素体柱状晶及在其晶间和晶内析出的羽毛状、点状奥氏体组成,图4c2则为接头复层侧的热影响区,其组织主要由多边形铁素体及在其晶间不连续析出的奥氏体组成,图4c3则为母材复层的显微组织,由含量相近的铁素体和奥氏体组成。图4d为焊缝中部显微组织,可以看到焊缝中部组织存在两种组织,分别与焊缝上部和下部相同,两种组织之间有清晰的界面,由图4d2可见,界面的厚度约为10 μm。
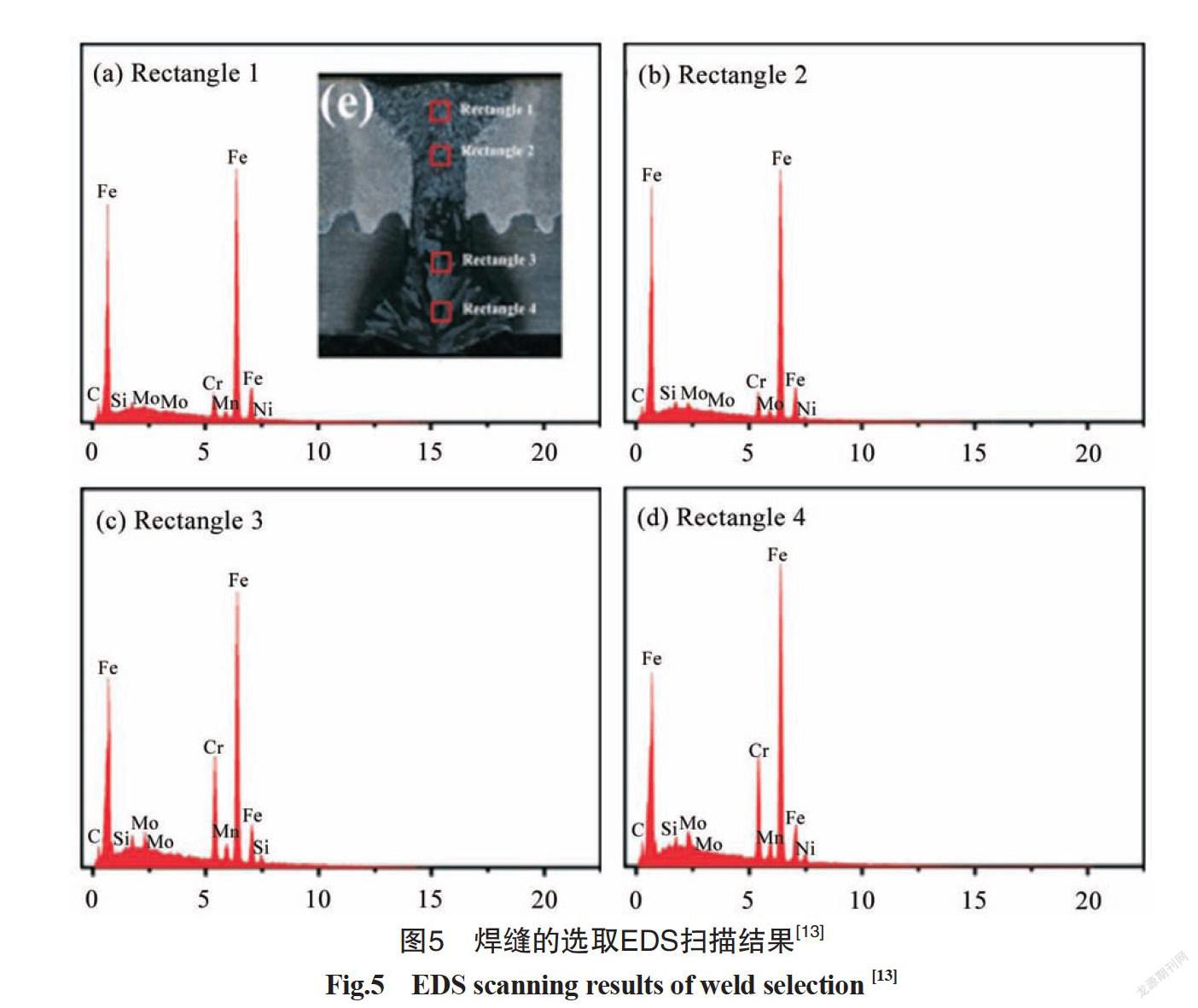
焊缝选区EDS能谱和元素含量的统计结果分别如图5和表1所示。可以看到焊缝的基层和复层区域成分有明显差别,分别与母材基层、复层相近,但焊缝复层的铁元素含量从母材的69.5%增至71.5%,Cr元素含量则由22%降至15%,Ni、Mo等其他元素含量也有明显的下降。
表1的成分分布特征表明,焊接过程中熔池上、下两部分的液态金属流动符合Marangoni对流特征,但熔池中的基层金属和复层金属仍发生了少量相互对流,造成复层区域Cr、Ni等贵金属元素含量的流失。
接头复层侧电化学测试结果如图6所示,可以看出,双金属激光穿透焊接头复层侧与母材DSS2205相比,具有相当的自腐蚀电位,但点蚀电位明显降低,说明其耐腐蚀性能与母材复层相当,但耐点蚀性能明显降低。一方面,激光焊接过快的冷却速度导致复层区奥氏体含量急剧下降,破坏了DSS2205奥氏体与铁素体之比接近1∶1的平衡组织,影响了钝化膜的生成;另一方面,由于Cr、Ni等贵金属元素的流失,钝化膜稳定性下降,最终导致接头耐点蚀性能的下降。
针对双金属激光穿透焊所存在的复层贵金属元素流失、耐腐蚀性能降低等问题,张建勋、苟宁年等人研究了光斑直径、复合板基层位置和厚度、焊接工艺参数、串联MIG焊等对双金属复合材料激光穿透焊接头组织性能的影响。
2.2 激光光斑直径对组织性能的影响
苟宁年等[14]选取了0.6、0.3 mm两组光斑直径分别进行DSS2205/X65的激光共熔池穿透焊接,研究结果表明,在激光功率相同时,0.3 mm组激光功率密度较0.6 mm组更高,焊接过程中可达到的峰值温度也更高,在焊后冷却过程中,焊缝停留在奥氏体形核和长大温度区间的时间更长,生成的奥氏体含量更多,奥氏体、铁素体两相更接近于1∶1的平衡比例,接头复层区具有更好的耐点蚀性能。同时,对不同试验组不同区域的EDS成分扫描结果表明,小光斑直径更利于焊缝复层区的元素保留。
2.3 基层厚度和位置对组织性能的影响
苟宁年等[14]加工了基层、复层均为2 mm的DSS2205/X65双金属复合板,分别采取基层在上、复层在上两种方式进行焊接。研究结果表明,相比于复层金属在下方,基层金属在下方时焊缝复层区保留了更多的Cr元素,说明层状双金属激光穿透焊接过程中,熔池中的液态金属在蒸气摩擦力的驱动下,更趋于向上运动。
张小凡等[15]加工了基层厚度分别为0.8 mm、1.2 mm、1.6 mm,复层金属厚度为2 mm的双金属复合板,以基层金属厚度、激光功率和焊接速度为变量设计了3水平3因素的正交试验,对焊后接头进行了焊缝复层区EDS分析、奥氏体含量测量、接头复层侧电化学、性能测试。研究结果表明,随着基层金属厚度减小,熔池中部基层液态金属占比减小,其对复层金属的稀释作用随之减弱,焊缝复层区因此可以保留更多的贵金属元素;但当基层金属厚度过小,部分复层金属将接近顶部液态金属流动速度较快的 Marangoni 对流区甚至包含在其中,与基层金属发生较多的对流交换,从而导致焊缝复层区贵金属元素保留量下降。
2.4 焊接工艺参数对组织性能的影响
苟宁年等[16]研究了不同焊接速度对层状双金属激光焊接接头耐腐蚀性能的影响,研究结果表明,随着焊接速度的增大,熔池中基层与复层的金属对流交换减少,熔池更加稳定,焊缝复层区的铁素体与奥氏体的比例更接近于1∶1,接头有更好的耐点蚀性能。
张建勋等[12]将基层金属厚度减薄至1 mm,以激光功率、焊接速度、离焦量、背保护气N2含量作为变量,设计了4因素4水平的正交试验,以复层Cr、Ni含量为参量,分析各因素对复层贵金属含量的影响规律,如图7所示,最终获得的优化工艺为:焊接速度2.5 m/min,激光功率3 000 W,离焦量-1 mm,背保护气氮气含量5%,在优化工艺下进行焊接后对焊缝复层侧进行EDS成分检测,得到复层侧Cr、Ni含量分别为21.4%和4.5%,复层贵金属元素的流失率降至3%。对优化工艺下获得的接头复层侧耐腐蚀性能进行研究,结果表明虽然焊缝复层区贵金属元素得以极大保留,但由于激光焊接冷却速度过快,母材复层奥氏体含量降低,母材的铁素体、奥氏体组织的相比例平衡被打破,接头复层侧耐点蚀性能与母材复层相比仍明显下降。
2.4 激光-MIG复合焊接
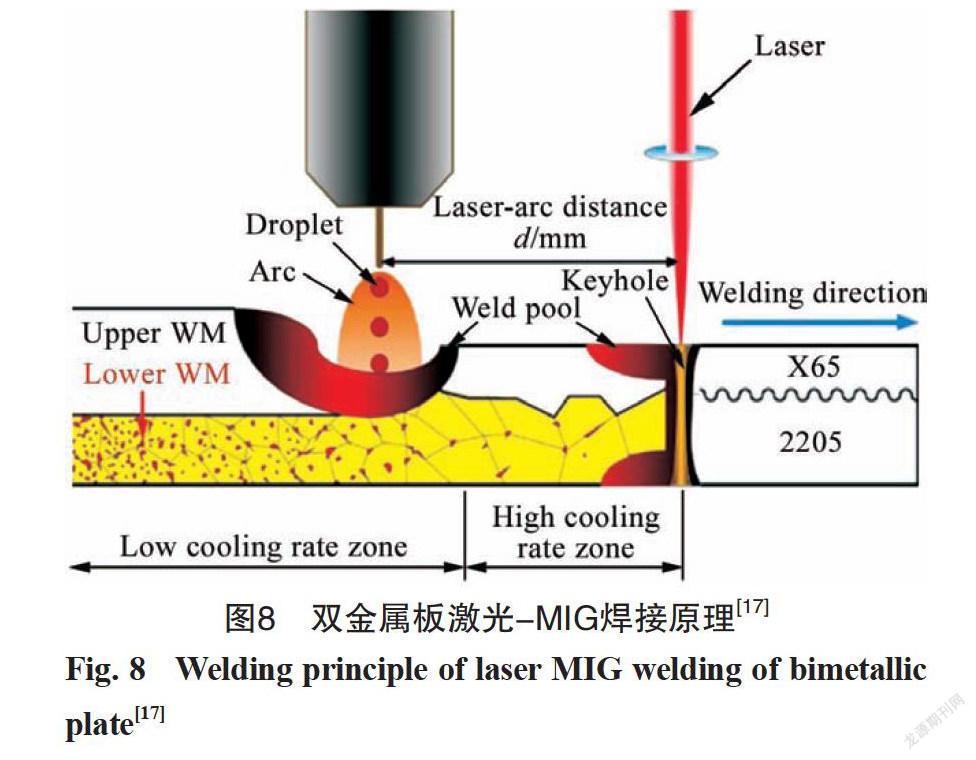
Gou N. N.等[17]采取激光-MIG复合焊接的方式对X65/DSS2205双金属复合板进行焊接,其原理如图8所示,MIG焊一方面起到对基层金属底部的填充连接作用,另一方面通过电弧的再加热作用,延长焊缝组织冷却时在奥氏体转变区间的停留时间,从而提高奥氏体含量,改善接头的耐蚀性能。
将激光焊接工艺固定为2.3节中所述的优化工艺,以MIG焊的焊接电流和激光-MIG焊间距作为变量,研究串联的MIG焊接对双金属激光焊接接头组织性能的影响。结果表明,在适当的MIG焊电流和激光-MIG间距条件下,可以在保留复层贵金属元素的基础上,提高复层奥氏体含量至50%左右,使焊缝复层区组织达到1∶1左右的平衡比例,将接头的耐腐蚀性能提升至与母材相当的水平。
3 研究与应用展望
3.1 对焊缝中间层的调控和研究
在目前已发表的相关研究中,对双金属材料激光穿透焊缝成分、组织与性能的研究多集中在焊缝上、下两部分,分别与母材基层、复层相近的均匀组織部分,而对于在焊缝中部两种组织同时存在的中间层区域的研究相对较少。与中间层两种组织同时存在、界限分明而又交错混合的特征相对应,在焊缝中间区域的成分、组织、性能理应有类似的特点,具有较大的不均匀性,可能会影响整个接头的组织性能,因此,对焊缝中间层的调控和研究是对双金属激光穿透焊接接头组织性能调控和研究的一个重要内容。
3.2 双金属激光共熔池流动行为探究
在双金属复合材料激光穿透焊接过程中,其熔池为两种金属共同存在的共熔池,其流动行为与焊缝成形直接相关,是解释双金属复合材料激光焊接接头组织性能的重要途径。但目前在国内外的相关研究中,尚无对激光共熔池流动行为的直接研究。张建勋的团队目前正通过两方面的工作探索双金属激光共熔池的流动行为:一方面通过高速摄影和金相组织分析相结合的方式,对双金属激光共熔池的流动行为进行直接观察和分析;另一方面,尝试通过流体行为的数值模拟和实验相结合的方式,研究双金属激光共熔池的流动行为及其对接头凝固组织的影响。
3.3 电磁辅助双金属激光焊接
电磁辅助方法作为一种无污染、施加方便、组合多样的辅助方法,近年来被越来越多的研究者用于辅助激光焊接,通过外加的电磁场与激光焊接熔池中的电流相互作用,影响熔池的流动行为,改变熔池中的传热传质过程,从而影响焊接接头成形,改善接头的组织与性能[18]。张建勋等[19]基于磁场的这种特性,构思了使用稳态磁场对双金属复合材料激光穿透焊缝中间层进行调控的新思路,研究结果表明,在磁场条件适当的条件下,可以实现中间层厚度减小等有益效果,证明了电磁辅助方法是实现层状双金属复合材料激光焊焊接接头组织性能调控的一种有效方法。
3.4 在新材料中的应用
郑祖山等[20]以冷轧钛/钢层状双金属复合板为试验对象,通过激光穿透焊的方式获得了性能良好的焊接接头,其研究成果说明,层状双金属激光穿透焊技术可以应用于更多的层状双金属材料的焊接,随着在更多材料中的研究和应用,层状双金属材料激光穿透焊技术将不断完善,最终走向成熟。
4 结论
(1)层状双金属复合材料激光穿透焊技术基于激光穿透焊接的熔池流动行为特征,亦即在熔池上下表面存在的相对独立的Marangoni对流区,在实现层状双金属材料的单道焊接成形的同时,可以降低基层金属对复层金属的稀释与破坏。
(2)通过激光穿透焊工艺,如光斑直径、复合板基层位置和厚度、焊接工艺参数、激光-MIG焊接等对层状双金属材料激光焊焊接接头的影响规律试验研究,获得了组织性能良好的焊接接头。
(3)作为一种新技术,激光穿透焊进一步的研究方向包括焊缝中间层组织性能的调控和研究、双金属激光共熔池流动行为探究、电磁辅助双金属激光穿透焊研究以及在更多复合材料中的应用。
参考文献
[1] Rommerskirchen I. New progress caps 10 years of workwith bubi pipes[J]. World Oil, 2005, 226(7): 69-70.
[2] 刘建彬, 王扬, 钱进森, 等.耐蚀合金复合管的生产与发展现状[J]. 钢管, 2014, 43(5): 1-7.
[3] 王永飞, 赵升吨, 张晨阳.双金属复合管成形工艺研究现状及发展[J]. 锻压装备与制造技术, 2015(3): 84-89.
[4] Elrefaey A, Tillmann W. Solid state diffusion bond-ing of titanium tosteel using a copper base alloy as interlayer[J]. J. MaterProcess Technol., 2009(209): 2746-2752.
[5] Chu Q, Zhang M, Li J, et al. Experimental investiga-tion of explosion-welded CP-Ti/Q345 bimetallic sheet filled with Cu/V based flux-cored wire[J]. Mater Des, 2015(67): 606-614.
[6] Bi Z Y, Yang J, Liu H Z, et al. Ivestigation on the weldingprocess and microstructure and mechanical pro-perties of butt joint of TA1/X65 clad plates panels[J].Acta Metall Sin., 2016(52):1017-1024.
[7] Ning J, Zhang L J, Jiang G C, et al. Narrow gap multi-pass laser butt welding of explosion welded CP-Ti/Q235B bimetallic sheet by using a copper interlayer[J]. J. Alloy Compd., 2017(701): 587-602.
[8] 张建勋, 苟宁年, 李振岗,等. 一种层状双金属复合材料高效对接激光焊接方法[P].中国专利: 201410 113925.7, 2014-06-25.
[9] Semak V V, Hopkins J A, Mccay MH, et al. Melt pool dynamics during laser welding[J]. J. Phys. D: Appl . Phys., 1995, 28(12): 2443-2450.
[10] Pang S Y, Chen L L, Zhou J X, et al. A three dimen-sional sharp interface model for self-consistent keyhole and weld pool dynamics in deep penetration laser welding[J]. J. Phys. D: Appl. Phys., 2011(44): 025301.
[11] Zhang L J, Zhang J X, Gumenyuk A, et al. Numericalsimulation of full penetration laser welding of thick steel plate with high power high brightness laser[J]. J. Mater Process Tech., 2014, 214(8): 1710-1720.
[12] 張建勋, 苟宁年. 层状金属复合材料激光穿透共熔池焊接研究[J]. 航空制造技术, 2018, 61(17): 16-22.
[13] GOU N N, ZHANG J X, ZHANG L J, et al. Single PassFiber Laser Butt Welding of Explosively Welded 2205/X65 Bimetallic Sheets and Study on the Pro-perties of the Welded Joint[J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(9/10/11/12): 2539-2549.
[14] 茍宁年, 张建勋, 李振岗. 双金属复合板光纤激光焊接及其接头腐蚀性能分析[J]. 稀有金属材料与工程, 2016, 45(7): 1760-1764.
[15] 张小凡, 杨寿康, 张建勋. 复合板基层厚度对激光焊接头腐蚀性能的影响[J].精密成形工程, 2020, 12(01): 52-59.
[16] 苟宁年, 张建勋, 李振岗, 等. 焊接速度对复合板激光对接接头腐蚀性能的影响[J]. 焊接学报, 2017, 38(7): 17-20.
[17] Gou N N, Zhang L J, Zhang J X. Increased quality andwelding efficiency of laser butt welding of 2205/X65 bimetallic sheets with a lagging MIG arc[J]. Journal of Materials Processing Technology, 2017: S0924013617303473.
[18] 翟璐璐, 班春燕, 张峻巍. 激光焊接过程中电磁场作用机理的研究现状[J]. 热加工工艺, 2019, 48(15): 12-17+21.
[19] 张建勋, 张小凡, 殷咸青, 等. 一种调控层状双金属复合材料激光熔透焊缝中间层的方法[P]. 中国专利: CN110385523A, 2019-10-29.
[20] 郑祖山. 冷轧钛/钢层状复合板激光焊接工艺与力学性能研究[D]. 江苏: 苏州大学, 2018.
Research and prospect of laser penetration welding technology
and quality control for layered bimetal composites
ZHANG Xiaofan, ZHANG Jianxun
(State Key Laboratory of Metal Material Strength, Xi'an Jiaotong University, Xi'an 710049, China)
Abstract: Based on the characteristics of molten pool flow behavior of laser penetration welding, the laser penetration welding technology of layered bimetallic composites is proposed, which can realize the one-time welding forming of layered bimetallic composites, reduce the dilution of base metal to clad metal and damage its functional properties, which has great potential in improving the welding quality of layered bimetallic composites and promoting its application power. In this paper, the research results related to the welding of layered bimetallic composites are reviewed. The principle and characteristics of laser penetration welding technology and the influence of process conditions on the microstructure and properties of welded joints are expounded. The future development direction of laser penetration welding is prospected.
Keywords: lamellar bimetallic; laser penetration welding; Marangoni convection;
