不锈钢材料深孔加工的质量改进
2020-08-21王宁
王 宁
(中国电子科技集团公司第二研究所, 山西 太原 030024)
引言
某安装板是LCD 行业某设备上的关键零件,它的加工质量直接影响到整机的性能及可靠性,可见它对该设备起着至关重要的作用。这种安装板材料是不锈钢(1Cr18Ni9Ti),上有精度要求非常高的一排细长深孔,孔与工件侧面的壁厚只有1.5 mm,孔与孔的间距为4 mm,工件跨度较大(长1 534 mm)。对于普通铣床而言,这样的零件属于加工难度系数相当大的零件。针对以前由于加工过程中存在零件薄壁厚处变形、深孔的粗糙度大、垂直度及孔径超差而险些造成废品的问题,我们专门在生产过程中运用PDCA 法(Plan 计划,Do 执行,Cheak 检查,Action处置。PDCA 循环法是质量管理的基本方法之一,是一种科学的工作思路),通过分析、论证,改进加工工艺,满足了设计要求,使该设备的加工质量得到了有效提升。
1 现状分析
1.1 安装板主要技术要求
1)外形尺寸为1 534 mm(长)×100 mm(宽)×40 mm(厚);
2)在1 534 mm×40 mm 的端面上有65 个深100 mm、Φ19+0.02mm 的一排孔;
3)各深孔与零件侧面的距离只有1.5 mm,须保证零件薄壁处不变形,薄壁处平面度≤0.02 mm;
4)深孔与端面垂直度≤0.06 mm;
5)深孔的粗糙度达Ra1.6 μm 以上;
6)各深孔的孔径公差被控制在0~0.02 mm 以内。
1.2 以前的加工工艺路线及其存在问题
以前的加工工艺路线为:等离子下料—铣工加工外形达图—钳工在钻床上打底孔Φ17 mm—铣工在铣床上镗深孔Φ19+0.02mm。
由于钻床的精度不高,工件未被在钻床上准确装夹定位,导致钳工做出的底孔产生偏斜,孔与孔的间距无法得到保证,转到铣工已无法对孔进行纠偏,结果是加工出的孔的垂直度及孔径严重超差,孔的表面粗糙度达Ra3.2 μm 以上,工件薄壁处表面多处变形,平面度在0.10 mm 以上,零件一次交验合格率为50%,严重影响产品的质量和生产进度,拖延了工期。
2 设定目标
零件薄壁处不变形,平面度≤0.02 mm;深孔与端面垂直度≤0.06 mm;深孔的粗糙度达Ra1.6 μm以上;各深孔的孔径公差被控制在0~0.02 mm 以内;零件合格率达99%,比以前提高49%。
3 分析原因
根据人、机、料、法、环及PDCA 循环原理,做如图1 所示的因果图。
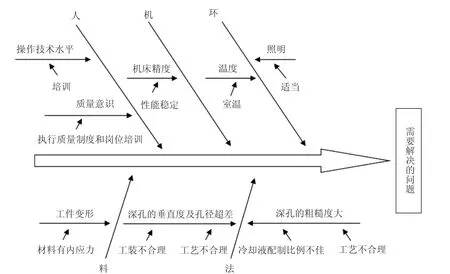
图1 因果图
4 确定主要原因(见下页表1)
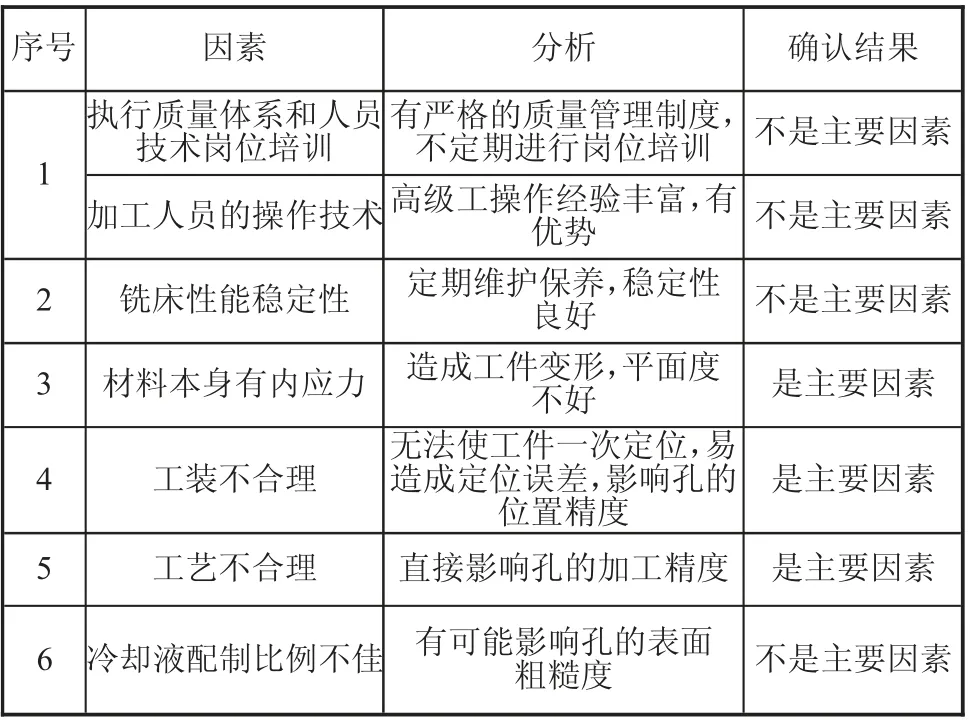
表1 要因确定表
5 制定措施与实施
我们经过确认,找出三个主要原因,分别是材料本身有内应力、工装不合理、工艺不合理。在此基础上进行充分讨论,制定了有针对性的对策。从生产实际出发,分别在外协单位、生产现场等地点逐一实施改进措施。
5.1 措施实施一:精加工前进行材料热处理
1)目标:消除工件由于内应力产生的变形。
2)实施过程:精加工前进行退火。
3)实施验证:在精加工前对材料进行退火处理,消除了工件由于内应力产生的变形。
4)结论:措施有效。
5.2 措施实施二:改进工装
1)目标:保证孔的位置公差。
2)实施过程:自制工装弯板,用卡兰一次把工件固定在铣床工作台上,工件的高度应高于工作台50 mm。
3)实施验证:在一次装夹工件的情况下加工出全部深孔,避免了因二次装夹造成的误差,从而保证了孔的位置公差。
4)结论:措施有效。
5.3 措施实施三:改进工艺
1)目标:深孔表面粗糙度达Ra1.6 μm 以上,深孔与端面垂直度≤0.06 mm,各深孔的孔径公差在0~0.02 mm 以内。保证工件薄壁处表面不变形,平面度达0.02 mm 以下。
2)实施过程:将工艺改为“等离子下料—刨(单边各留3 mm 余量)—退火—铣(六面,留1 mm 余量)—磨(外形尺寸达图)—铣(做孔达图)”。其中,孔全部由铣工在精密数显铣床上完成。铣工通过采用四种刀具、四次排屑,每个孔分四次加工完成,达到图纸要求。具体步骤是“点中心孔,钻孔Φ16 mm—铣刀扎孔至Φ18 mm—将Φ22 锥柄立铣磨至Φ18.9 mm,扩孔至Φ18.9 mm,留0.1 mm 铰量—使用新铰刀,铰孔达Φ19+0.02mm”。
3)实施验证:按新的工艺加工后,有效降低了深孔表面粗糙度,保证了孔的垂直度及尺寸精度。工件薄壁处表面未产生变形,同时保证了平面度在0.02 mm 以下。
4)结论:措施有效。
6 效果检查(见表2)
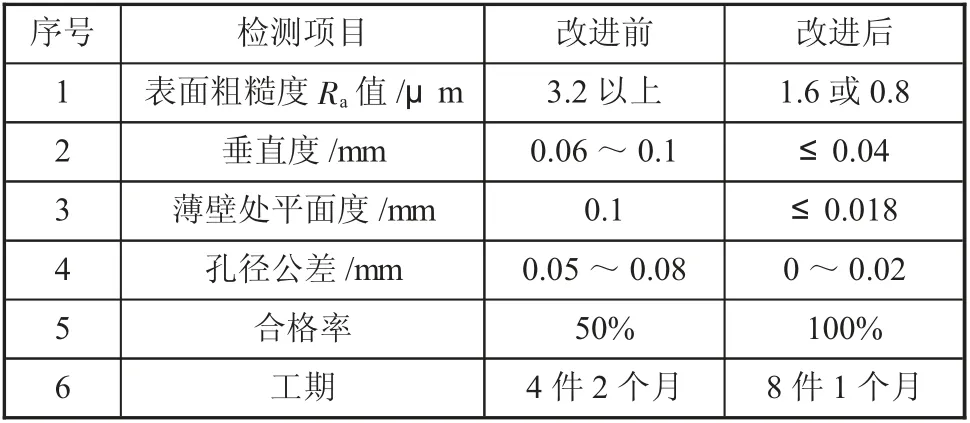
表2 改进前后深孔的加工情况对比表
7 结语
在科研生产中,科学合理地使用质量管理工具,对解决实际问题会起到事半功倍的效果。通过本次质量改进,使零件加工满足了设计要求,加工质量明显提升。同时,我们对不锈钢材料细长深孔的加工又积累了一些经验。今后,我们将从实践中不断总结,去探求加工质量更好、工作效率更高的工艺。
