管线钢边部黑线成因分析及改善
2020-07-27王军荣寻之安李强刚祝传春
王军荣,寻之安,李强刚,祝传春
(日照钢铁控股集团有限公司钢铁研究发展处,山东 日照 276806)
热轧卷板表面缺陷是制约板卷质量的一个重要因素,由于表面质量问题,每年会有大量产品降级改判,给企业带来很大经济损失。在目前产品竞争激烈的环境下,产品质量是一个企业生存和持续发展的根本,也是提高市场竞争力的必备条件。伴随着管线钢需求量日益增大,用户不仅对产品的内在质量提出严格要求,也对表面质量提出更高标准,没有优良外观质量的钢卷是不被用户认可的。
本文针对生产管线钢过程中出现的“黑线”缺陷进行了排查分析、工艺改进试验,最终找出了缺陷产生根源,并制定出有效防范措施,杜绝了此类缺陷的再次发生。
1 管线钢生产工艺
管线钢现行生产工艺如下:铁水预脱硫→转炉冶炼→炉外精炼→(RH真空炉)→连铸→加热→粗轧(2辊可逆轧机R1、4辊可逆轧机R2)→精轧(经F1-F7轧制成品要求的带钢厚度)→层流冷却→卷取→取样检验→包装入库。
2 边部黑线的形态及组织
在生产某批次厚规格L485M管线钢期间,出现批量上表面边部黑线缺陷。在一周内的3个批量计划生产该类钢种过程中,出现“黑线”缺陷卷数达50多卷,缺陷率达15%以上。表面检测仪显示黑线分布在上表面距边部20-22 mm内,形态规则,呈通卷断续分布(图1)。实物开卷检查,微裂纹,肉眼可见,无手感(图2)。通过取样金相分析,边部黑线为裂纹,附近未观察到聚集分布的夹杂物,裂纹内部存在氧化铁(图3),缺陷组织及正常组织均有轻微脱碳现象(图4),缺陷出现明显压延变形。
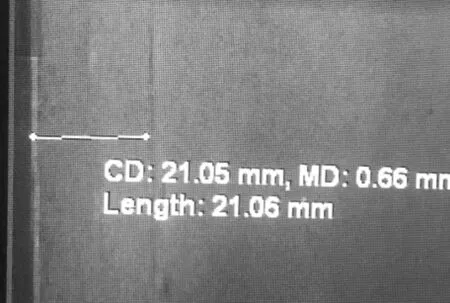
图1 表检仪显示

图2 “黑线”宏观形貌
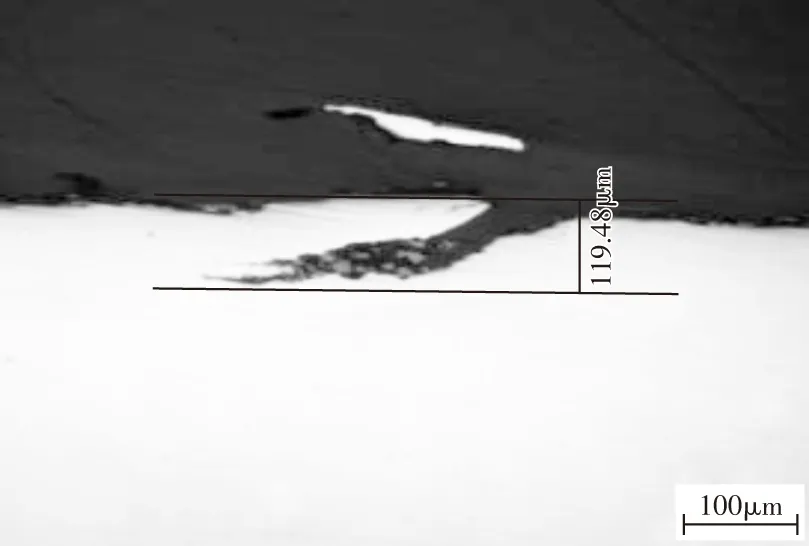
图3 “黑线”微观形貌
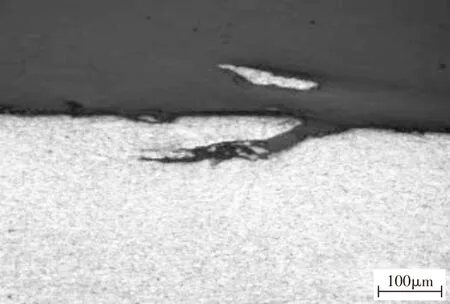
图4 “黑线”周围组织
3 边部黑线缺陷成因分析
3.1 边部黑线缺陷调查
回查热轧厂产品不良品统计,发现边部黑线缺陷涉及所有的管线钢品种,黑线与钢种无对应关系。为弄清边部黑线产生的具体区域,通过对倒角铸坯表面、酸洗角样检查,未发现裂纹缺陷。粗轧中间坯表面检查,发现两侧边部18-22 mm内规则断续黑线,说明黑线产生于粗轧区域。
鉴于黑线出现在边部,安排粗轧立辊不同减宽量对黑线影响试验,铸坯均采用倒角铸坯,根据生产批次不同,铸坯采用20 mm、30 mm、40 mm减宽轧制。试验结果表明,不同减宽量轧制下,黑线缺陷未明显改善,缺陷位置未发生改变,说明粗轧减宽轧制对黑线产生关系不大。
铸坯形貌检查,发现铸坯内弧角部凹陷,形成“凹陷”平台(图5、图6),初步判断边部黑线缺陷可能由铸坯内弧凹陷在粗轧轧制过程中产生。

图5 铸坯角部凹陷
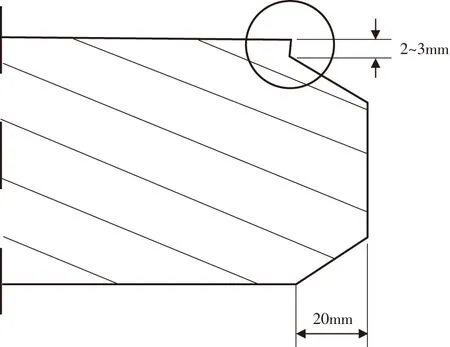
图6 凹陷模拟图
3.2 边部黑线成因分析
为进一步分析边部黑线是否为铸坯角部凹陷在热轧轧制过程中产生的,现进行对比试验。采取3种试验对比方案:①不做调整角部凹陷铸坯;②角部凹陷铸坯上下面翻转;③火焰切除角部凹陷铸坯。试验结果见表1。

表1 边部黑线对比试验
试验结果表明,翻转铸坯黑线缺陷从上表面转移至下表面,角部凹陷切除铸坯边部质量正常,无黑线缺陷,边部黑线缺陷与铸坯内弧角部凹陷对应,即边部黑线由凹陷在轧制生产时产生折叠,压入钢板表面形成黑线缺陷[1]。
3.3 板坯内弧凹陷成因分析
采用大倒角结晶器能够提高铸坯角部温度,但会造成初生的角部凝固壳厚度减薄,高温强度降低,同时会造成结晶器内初始凝固的不均匀,加上铸坯矫直过程内弧承受拉矫力的作用,从而引起凹陷[2]。不同拉速对边部凹陷的影响,见图7。
由图7可知,通过不同拉速对比,矫直过程内弧承受拉应力不尽相同。拉速由1.1 m/min降至1.0 m/min时,凹陷深度有减轻趋势,进一步通过改善方案验证。

图7 不同拉速下内弧凹陷深度测量
4 改善方案
倒角铸坯在小斜面靠近板面处有一条凸棱,深度2-3 mm。通过工艺检查分析,该凸棱是倒角结晶器窄面第一排足辊对结晶器坯壳夹持过度,倒角足辊斜面边部压迫坯壳所致[3]。
生产管线钢过程仍使用大倒角结晶器,但结晶器窄面第一排足辊,由大倒角足辊改为普通平辊,所述足辊包括固定辊套以及转动安装在固定辊套内的旋转芯轴,平辊即投用非倒角结晶器时的普通辊套。以1600 mm断面X70M生产控制为例,将宽/窄结晶器水量设定为4000/500 m3/h,足辊水按照80/100 m3/h调整;基于拉速对内弧凹陷深度的影响,拉速按照1.0 m/min设定,控制倒角面凹陷深度(棱角高度)≤2 mm。改善前后的参数设定见表2、表3。

表2 改善前参数设定

表3 改善方案参数设定
铸坯轧制后表检仪和开卷检查均未发现黑线缺陷,结果表明该方案浇铸的板坯倒角面平滑,无明显的凹陷(图7),轧制后能有效减轻带钢边部黑线(图8)。

图7 改善后铸坯倒角面平滑 图8 铸坯改善后钢卷边部质量
5 结论
(1)管线钢边部黑线由铸坯凹陷在轧制生产时产生折叠,压入钢板表面形成黑线缺陷。
(2)结晶器窄面第一排足辊,由大倒角足辊改为普通平辊,能有效消除铸坯倒角的凹陷,进而减轻黑线缺陷的产生。
(3)拉速控制在1.0 m/min,所铸板坯内弧凹陷深度≤2 mm,能有效减轻钢带边部黑线缺陷。
