HXD2机车轴箱拉杆座裂损原因分析及修复工艺研究
2020-07-10周学文
周学文
中国铁路西安局集团有限公司机务部 陕西西安 710054
1 问题的提出
西安局集团公司共配属HXD2机车187台,担当西康、襄渝、阳安等线路的货运任务。2019年4月份,安康机务段配属HXD2-1006机车,发生A 节第二转向架(DJH11,序号0018)左侧第4位轴箱前拉杆座(DJ120106)与201310017#构架右侧梁下盖板连接焊缝开裂故障,4条焊接面中有3处开焊裂纹,裂纹长度分别为240mm、235mm、200mm,最大裂宽5mm。具体见图1。

图1
2 裂损分析
2.1 机车排查
通过对其余186台机车24小时不间断普查,将HXD2机车转向架拉杆座纳入了趟检检查视频拍摄关键项点,未发现其它机车存在同类问题[1]。
2.2 原因分析
经过现场对裂纹焊缝进行外观观察、断口分析和消除裂纹打磨发现以下现象:
(1)裂纹焊缝实际焊缝厚度6.4mm,且焊缝外观质量良好,焊缝尺寸符合 ISO5817标准要求。
(2)从断口处可看出构架外侧拐角处焊缝断面光滑,其余位置均存在焊缝横向的撕裂纹,而且由于焊缝拐角处应力集中严重,所以认为该处为裂纹源。
(3)打磨过程中发现,在距离焊缝外侧拐角约15-20mm 处存在约3*4mm 的夹渣,用焊丝捅后,出现了同样大小的孔洞,详见图2。

图2
(4)继续打磨焊缝后发现焊缝夹渣清除了,但在距离该处约10mm处出现了铸件夹砂现象,详见图3、图4。
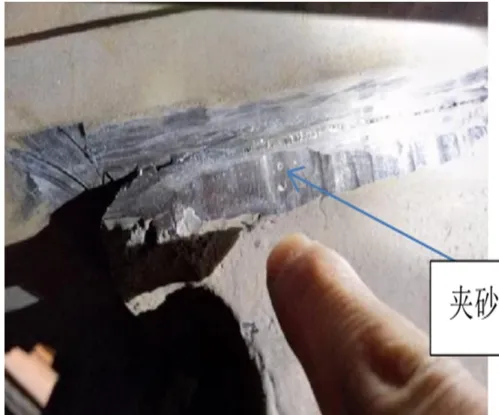
图3

图4
(5)将铸件夹砂通过打磨完全去除后,在铸件上留下了一个25*15mm、深4mm 的坑,详见图5。

图5
通过以上现象分析,造成焊缝裂纹的根本原因是铸件近表层存在夹砂现象,焊接后,在焊缝中形成了约3*4mm 大小的夹渣,使焊缝强度大大降低,在焊缝长期受到疲劳载荷的作用下,局部产生裂纹并不断扩展。铸件夹砂是由于铸造过程中,造型工在造型或合箱时的操作不当等原因造成,但该种现象为偶发现象[2]。
经深入分析故障原因为:⑴拉杆座近表面处存在铸造缺陷,新造焊接前探伤未发现(缺陷恰好在尖角处),焊接后造成内部有空腔,约3*4,形成裂纹源;⑵后期机车在运用过程中,受走行部振动影响,裂纹源在交变载荷作用下进一步扩展,最终造成拉杆座三条焊缝开裂。
3 修复工艺方案
3.1 施焊条件
焊工必须具备以下资质,且完成合格的工作试件才能进行相应焊接操作。
平角焊:ISO9606-1111P FW2FM2B t14PF ml
仰角焊:ISO9606-1111P FW2FM2B t14PD ml
选择E6015φ3.2焊条,焊接前焊条应进行烘干,加热温度350℃±50℃,保温2小时。干燥后的焊条应该保存在保温桶内,随用随取。环境要求:相对湿度≤80%,温度≥10℃。
3.2 去除缺陷及焊前准备
用旋转锉去除缺陷,如果缺陷较大可以使用直径120mm的砂轮去除。
去除缺陷后的形状为V或U形,底部不能出现尖角、凹坑等影响焊接的几何形状,为了保证焊缝质量,长度方向可以延长,且不得小于20mm。
裂纹缺陷打磨后进行探伤,确认缺陷消除后进行焊修。
缺陷打磨后区域长度小于50mm,宽度小于5mm,可以采用仰焊位置焊接。
缺陷打磨后区域长度大于50mm,或者宽度大于5mm,必须保证焊接位置处于平焊位置进行焊接。
图6中指定区域中(每个构架四处)存在缺陷必须进行平角焊接。
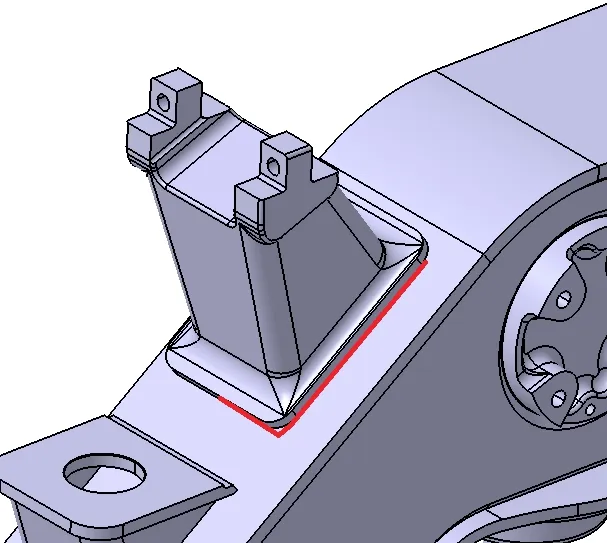
图6
清理焊接表面,保证焊缝周边50mm范围内不得有油漆、油脂、水、锈等。
用阻燃布对焊接区域周围所有加工面和油漆表面进行保护。
3.3 焊修过程
必须在焊接监督人员见证下进行焊接操作。
各焊道之间必须清理,不得有夹渣、药皮等影响焊接的因素。
焊修表面堆焊每层厚度2-4mm。
焊接层与层之间采用锤击法消除应力,锤击焊缝时,温度应维持在100-150℃之间,避免在200-300℃之间进行。
缺陷位于下图虚线所指尺寸区域中,焊修后进行重熔处理,执行文件FC99003《TIG非熔化极钨极氩弧焊定位焊技术规范》。
3.4 焊接参数

焊接位置 焊条直径(mm) 电流强度(A)标准值 最小值 最大值平角焊PB 3.2 120 100 140仰角焊PD 3.2 100 90 120
3.5 焊后检查
焊缝冷却到室温后,用砂轮打磨成圆滑过渡。
目视检查焊缝表面不允许存在夹渣、气孔、裂纹等焊接缺陷。
修复24小时后,进行探伤(探伤要求及工艺见:GY(19)DJH11-002《构架上拉杆座(二)焊缝渗透探伤工艺》),探伤合格后进行补漆(包括焊修用接地位置)[3]。
4 控制措施
通过以上修复,针对HXD2-1006机车制定以下控制措施:
4.1.1 故障机车投入运用每次入库后,连续3趟对该位置进行渗透探伤检查,结束后,每月对该位置进行一次跟踪检查,持续至该车机车进入C5修解体,C5修时对该位置彻底探伤检查。
4.1.2 对配属全部HXD2型机车轴箱拉杆座焊缝全面探伤普查,发现异常及时确认并处置。
4.1.3 做好车载走行部数据分析,整备作业时发现走行部存在数据异常及时重点检查,发现走行部异常,数据分析人员对该位置数据进行重点分析并反馈。
4.1.4 将HXD2型机车轴箱拉杆座焊缝检查纳入机车出入库摄像手电拍摄项点,管理人员结合视频分析、跟班作业,检查落实情况。
