CO2气体机器人自动焊在多种不规则形体中应用
2020-07-08丁燕红
丁燕红


摘 要:如何在一台自动焊机器人上进行多品种、多型号不规则形体自动焊。机械行业大部分企业非标件比较多,如何在一台机器人上尽量做到多品种、多规格工件的焊接,达到真正意义上的全自动化水平,这个是每个企业需要克服面对的问题。本文首先介绍了某一种工件的不同规格型号的自动化焊接,然后延伸介绍了多种工件在一台机器人焊接处理方法,从而高效充分利用了机器人焊接设备,提高了生产效率和焊缝质量。
关键词:CO2气保焊;机器人自动焊;多品种多规格;高效焊接
随着计算机技术、数控及机器人技术的发展,自动焊技术已日益成熟,其高質量、高效率的性能特点,受到了广泛企业的青睐。
1. CO2气体机器人自动焊的优点
在传统机械行业中,进行中厚板焊接时,一般采用CO2气体保护人工焊,其焊接质量低而且不稳定,劳动效率低,劳动成本大。对于大量的非标件、不规则形体的焊接,更是严重地受到人工焊接质量和效率的限制。为了改善和改进这种现状,机器人自动焊接成为很多企业的不二选择。机器人焊接利用的好,可以实现各种工件的自动焊接,自动化率达到100%,大大提高焊接质量和生产效率。
2. CO2气体机器人自动焊的难点
工件批量小,品种繁多,形状各异,如何综合考量生产效率与人工成本以及设备成本,尽可能在一台机器人上地覆盖一个企业诸多工件,增大自动化焊接率,实现产品自动化焊接率100%,是一个技术难点。
3. 品种繁多的工件在机器人自动焊上处理方法
选用 “FANUC 10iD-12发那科”关节型自动焊机器人,该型号机器人结构精致紧凑,多轴联动、关节灵活,控制精准、焊接质量高。
3.1某一种工件的不同型号规格的自动焊
水泥行业专用设备“斗式提升机”上的部件“料斗”(如上图1所示),就是一个生产过程中数量多、规格型号多、不规则的形体。它人工焊接慢,焊接强度和难度大,人工控制精度低。我们采用机器人自动焊,可以一次性解决以上问题。
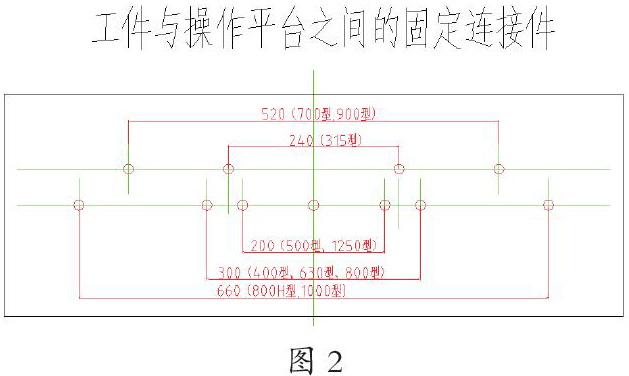
具体做法是在工作台与工件之间设计一个定位连接件。如下图2。
由上图可以看到,此连接件根据各型号料斗上螺栓孔位置及孔距关系,兼顾考虑了315-1250型共10种规格型号的料斗定位,如果有需要,还可以在此连接件上拓展增加更多型号,从而解决了某一种工件的不同型号规格的自动焊。
需要焊接某种型号的料斗时候,只需将此型号料斗放置在此工作台1上的定位连接件1上,用定位销定位,用夹具固定,示教保存,即可进行焊接。
3.2多种工件的不同型号规格的自动焊
一个机械制造企业往往需要焊接的工件有好几种甚至十几种、几十种,但是量不是很大话,容易闲置设备,降低设备利用率。怎样让机器人充分利用,让各种部件都能达到自动焊,我们采取了一个机器人配置了2个工作台或多个工作台的措施。综合企业的各工件特点,我们选择最典型的圆筒形工件作为工作台2的主要焊接对象,如图4中的各圆筒形工件(实际比这个更多)。针对圆筒形工件特点,我们设计了一个圆形定位连接板2。此定位连接板2与定位连接板1性能一致,上面设置了很多工件的定位孔,需要焊接的时候,先定位工件,然后用夹具固定工件,焊接的时候,以工件的自转为主,焊头不动,这既取消或者减少了不同工件的程序设置,可以随意切换不同工件,也让焊接稳定性更高。
4. 结语
1)稳定和提高焊接质量;
2)提高劳动生产率;
3)改善工人劳动强度,减少职业危害风险;
4)降低了对工人操作技术的要求;
因此,在各行各业已得到了广泛的应用。
参考文献:
[1]刘伟 焊接机器人基本操作及应用,北京 电子工业出版社 2012
[2]邱葭菲 工业机器人焊接技术及行业应用 北京 高等教育出版社 2018
(中建材(合肥)机电工程技术有限公司,安徽 合肥 230000)
