试样剪液压系统节能改造实践
2020-07-03曹少华宋程文刘近军
曹少华,宋程文,刘近军
(莱芜钢铁集团银山型钢有限公司宽厚板事业部,山东 济南271104)
1 前言
莱钢4 300 mm宽厚板生产线试样剪设备主要功能是将试样钢板剪切成所需长度的样板后送往物理实验室进行样板性能测试。整个样板剪切流程全部由液压系统控制设备进行相应动作完成。试样剪液压站系统是按照所有液压缸驱动设备动作所需的最大流量、最大压力设计。液压站共4台主泵,3用1备,每台泵的电机功率为160 kW。通过对试样剪整个设备动作及液压系统分析,如果能够对主剪切缸液压控制系统进行改造优化,可以实现整个系统的节能降耗。
2 液压系统现状分析
试样剪设备中所需压力和流量最大的为主剪切缸动作。主剪切缸在下行剪切过程中,所需最大流量为1 206 L/min,压脚下行动作流量为442 L/min,其余动作所需流量均在200 L/min以下。液压站每台主泵的额定流量为260 L/min,3台主泵共可提供720 L/min的流量。系统配有12个50 L的蓄能器,可最多提供600 L/min的流量。目前,在试样剪设备作业过程中,必须3台主泵同时运行才能保证设备正常运行。曾尝试使用2台或1台主泵运行以实现液压运行节能,但均对主剪切缸动作的速度和压力造成较大影响,作业效率很低。而其他设备动作均未受影响。
剪切试样板的上剪刃安装在主剪切缸活塞杆的下端,根据主剪切缸剪切工作原理分析,整个剪切过程中,上剪刃在接触剪切钢板前,主剪切缸为大流量低压快速下降动作。当上剪刃接触钢板进行剪切时,主剪切缸为低流量高压加载剪切动作。所以,可以从系统中引入1台低压高流量螺杆泵,专门用来给主剪切缸提供足够的流量,保证其实现低压快速下降动作。这样只使用1台主泵就能满足所有设备正常动作需要,从而达到系统节能的目的。
3 系统设计
在系统中单独引入1台低压高流量螺杆泵以满足主剪切缸下降动作所需压力和流量,其他设备动作只需启动1台主泵即可满足作业要求。
3.1 设计计算
主剪切缸在下行剪切过程中,设计的最快速度为3 s,此时所需流量最大(1 206 L/min)。实际剪切作业过程中主缸下行剪切时间为5 s,所需流量为723 L/min。液压站每台主泵的额定流量260 L/min,如要实现只保留1台主泵运行,除主剪切缸动作所需流量不能满足外,其他设备动作均可满足。只启动1台主泵的情况下,能够满足主剪切缸同效率低压高速下降动作,理论上还需至少单独为主剪切缸下降动作提供463 L/min的流量。
考虑主泵不能一直处于额定排量工作,在液压站系统中引入1台额定流量≮500 L/min的螺杆泵,通1组低压控制阀组来实现对主剪切缸动作补充足够的流量[1]。
3.2 具体改造方案
根据所需流量,选用额定流量为600 L/min,额定工作压力3 MPa,电机额定功率为37 kW的螺杆泵(如图1所示)。
将液压站原4#主泵及电机拆卸下来,把新增的螺杆泵及电机安装在4#主泵位置。螺杆泵吸油、回油及泄油口与原4#主泵吸油、回油、泄油口分别相连。将原4#主泵的供油口封堵。在主缸顶部进油口处加设插装单向阀安装过渡块,过渡块上有两个油路,一路为单向阀进油口,一路为原主缸供油油口。新增螺杆泵的供油口通过管路连接至主剪切缸顶部过渡块单向阀进油路油口[2]。螺杆泵输出管路上均安装开关球阀及单向阀。安装过滤器以保证系统油液清洁度。安装溢流阀实现系统的过载保护。液压系统见图2。

图1 螺杆泵示意图
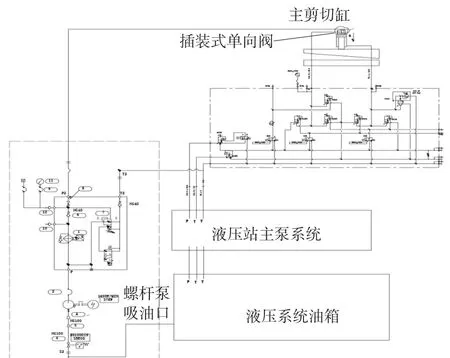
图2 改造后主剪切缸动作液压系统
整个新增螺杆泵控制系统主要元件包括:1套功率37 kW、额定流量600 L/min的螺杆泵电机组,过滤器、带电磁换向的压力控制溢流阀组、管路连接阀门、插装式单向阀、插装阀及管路安装过渡阀块、电气控制元件、压力检测元件等。
3.3 系统工作原理
新增螺杆泵系统的工作原理为:将螺杆泵系统中的电磁换向阀换向控制命令与主剪切缸下降动作电磁换向阀换向控制命令从自动程序上设定为同步执行。在主剪切缸不执行下降剪切动作时,低压控制阀组中的电磁换向阀处于原始位,系统处于溢流状态,油液直接通过溢流回油管路回到油箱。当控制主剪切缸下降动作电磁换向阀接收命令换向并执行下降剪切动作时,螺杆泵系统中的电磁换向阀同步接收换向命令,溢流回油管路切断,油液从螺杆泵供油管路通过主缸顶部单向阀进入到缸体上腔实现大流量补油,保证主剪切缸正常速度动作所需流量。具体流程如图3所示。
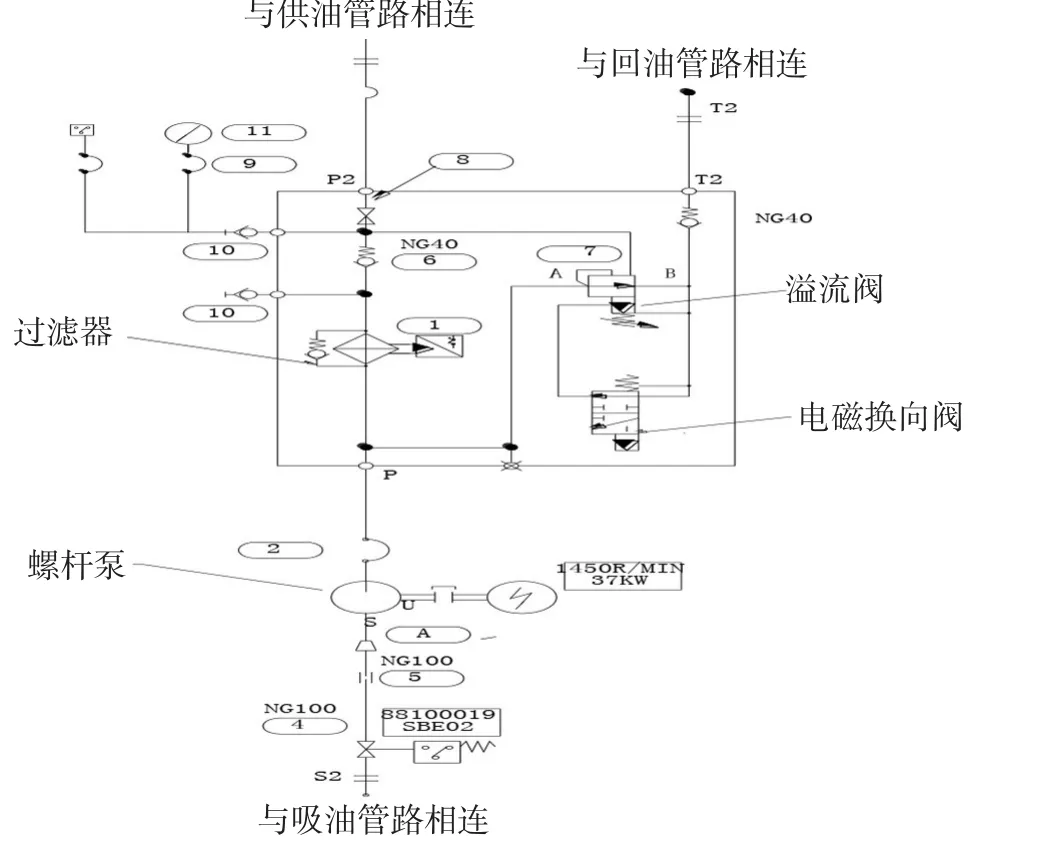
图3 新增螺杆泵系统工作原理
3 经济效益分析
通过对试样剪主剪切缸控制液压系统改造,由原来的3台主泵运行,变为1台主泵和1台螺杆泵运行。每台主泵运行电机功率为160 kW,螺杆泵运行电机功率为37 kW。通过计算及实际电耗记录对比,每年创造节能效益及备件节约成本约为99.2万元。