焊接接头轨顶行车面平直度矫正设备的研发
2020-06-20王震峰
王震峰
(中国铁路兰州局集团有限公司兰州工务机械段,甘肃 兰州 730050)
1 前言
在现代交通业的飞速发展中,铁路扮演着重要的角色,无缝线路是当今铁路建设和大修的首选,其中钢轨焊接接头是无缝线路最薄弱的环节,焊接低接头是焊接质量中常见的病害。列车在焊接低接头时会产生较大的冲击力,产生的震动频率比其他部位要强2~3倍,因此使得焊接接头处的轨道破坏比其他部位要快,加快了焊接接头处的道床变形,直接影响到线路质量,给列车运行带来很大的危害。造成焊接低接头的因素主要有焊接前对轨时预留量过低、打磨时打磨过量、焊后高温下受力和线路条件不良等。从现场施工统计后的数据分析,低接头的平直度一般在-0.05~-0.20mm,以-0.1mm的低接头最多。《钢轨焊接 第1部分:通用技术条件》(TB/T 1632.1—2014)要求铝热焊接头平直度<0.1mm,闪光焊接头、气压焊接头平直度<0mm为低接头。
通常处理低接头的方案是通过打磨修正和插入短轨补焊,但是打磨修正属于超范围过量打磨缺陷,不符合我国铁路标准的要求。为了有效避免在使用的过程中出现安全隐患,现阶段的整治措施是插入短轨补焊,这种措施又增加了一个焊头,无疑增加了一处无缝线路的薄弱环节,而且增加整修的成本。最主要的是补焊施工面临安全方面的一系列问题,从整体的施工代价考虑不划算。
从安全和成本的角度分析,热矫正的方案为最佳选择。高温状态下钢的塑性和韧性都很好,适合钢的机加工。现提出焊接接头轨顶行车面平直度矫正设备的研发,该设备由加热和矫正两部分组成,从现场施工安全和用工的角度综合考虑,这类设备在使用的过程中具有操作便捷、设备轻便、作业快捷、操作人员较少等优点。
2 设计思路
低接头矫正设备要求便携、操作简单,机具体积和重量应当尽可能地小。在整修焊头中使用加热技术能够尽可能减少和避免出现裂缝现象。即便是在加热的过程中钢轨的强度会降低,但是钢轨自身的横截面积较大,横截面积自身的形状参数较为复杂,在进行作业和校正的过程中对于小型设备的要求较高,现阶段的设备情况和参数都很难满足当下的建设需求。究其原因,主要有以下几个方面:(1)小型设备支点距离较小,在相同弯矩条件下,需要加载更大的力;(2)小型设备整体强度要达到矫正钢轨焊缝接头的条件需要加厚整体型材的厚度;(3)小型设备进行钢轨矫正的动力设备在保证动力充足的情况下应尽可能地减小体积和减轻重量。
为了解决以上问题,应做到:(1)矫正设备支点距离在满足便携性和体积小的前提下应尽可能地大,综合考虑枕木间的距离及现场各方面条件,将支点距离设定为350mm;(2)在计算出矫正力后应对薄弱环节强度进行校验,如果不达标应进行加厚和加固处理,在强度校验中应加入安全系数,避免在使用中发生断裂;(3)动力设备小型化需要在设计中加上省力结构,省力结构在这里选择楔形顶升结构,楔形顶升结构简单、可靠度高,适用于所需力量较大的设备,符合此设计的要求。在动力设备中选择手动液压千斤顶,体积小巧,动力经过楔形顶升结构放大符合动力要求。整体设计3D图形如图1所示。
3 加热温度和方法的选择
为了不改变钢轨的晶相结构,钢轨加热温度在700℃左右,这个范围的温度下,钢的晶相基本无变化,而且钢轨塑性增加,强度降低,矫正装置施加压力小,有利于矫正,从而减小矫正装置的体积和减轻重量。
加热方法:采用1把铝热焊喷枪对轨头、轨腰及轨底进行环绕加热,加热方式如图2所示。
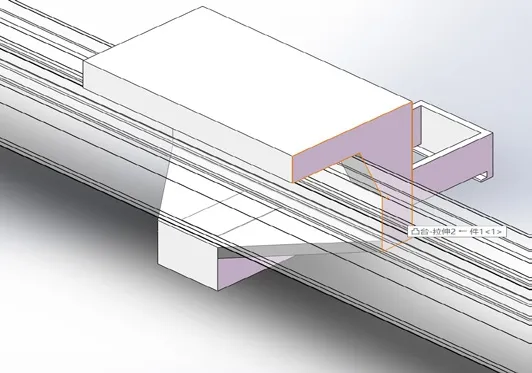
图1 钢轨低接头矫正设备支架设计3D图形
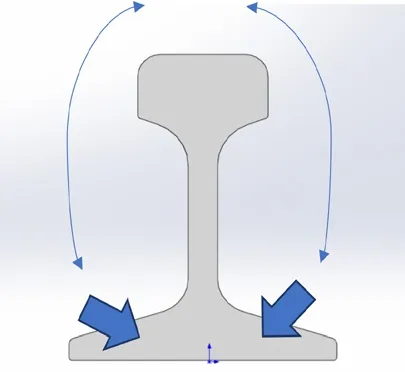
图2 钢轨轨头轨腰及轨底加热方式图示
4 矫正力计算
矫正装置对钢轨施加一定的压力使钢轨发生弹性和塑型变形,并使钢轨保持住热变形量,减少回弹,从而达到矫正钢轨的效果。钢轨在竖直方向整体变形量为低接头的塌陷量加上矫正后接头拱起量,那么整体变形量定为0.3mm,本身加热会产生一定的变形量,矫正装置所需要施加的压力也将大幅度降低。
当温度加热到700℃时,钢轨的屈服强度σs700根据公式(1)计算:

钢轨的弹性模量E700根据公式(2)计算:

钢轨的弹性极限弯矩Mt根据公式(3)计算:

钢轨在矫正过程中总受力F根据公式(4)计算:

钢轨在矫正过程中塑型变形力Fs根据公式(5)计算:

钢轨在矫正过程中最大弹性力F0根据公式(6)计算:

式中:δ为钢轨的总变形量;δ0为钢轨的最大弹性变形量;E为钢轨的弹性模量;I为钢轨截面对中性轴的惯性矩;2l为工件矫直的支点跨距。
以最常用的 U75V 60N为例,σs20=600MPa,E=210GPa,I=3217cm4,l=175mm,y=95mm,δ-δ0=0.3mm。
计算可得:

5 斜楔顶升比和动力设备选择
为了减小矫正设备整体体积,选用斜楔顶升进行力的放大,放大比与动力设备输出最大力的乘积为矫正设备的最大输出力。矫正需要574723N的力,那么矫正设备输出最大力为600kN左右,考虑各方面因素选定放大比为22倍,动力输出设备千斤顶为3t。矫正设备输出最大力为660kN,符合要求且有一定的余量克服机械机构中的摩擦力。经计算,矫正设备输出最大力时,矫正设备各部位强度能达到要求且有一定余量。
6 矫正设备应用情况
6.1 试验情况
选取10组钢轨气压焊低接头进行试验,试验数据如表1所示。
实验结束焊接接头恢复到常温时,对10组试验焊接接头进行落锤试验,在5.2m落锤实验中,10组焊接接头均未出现断裂现象。
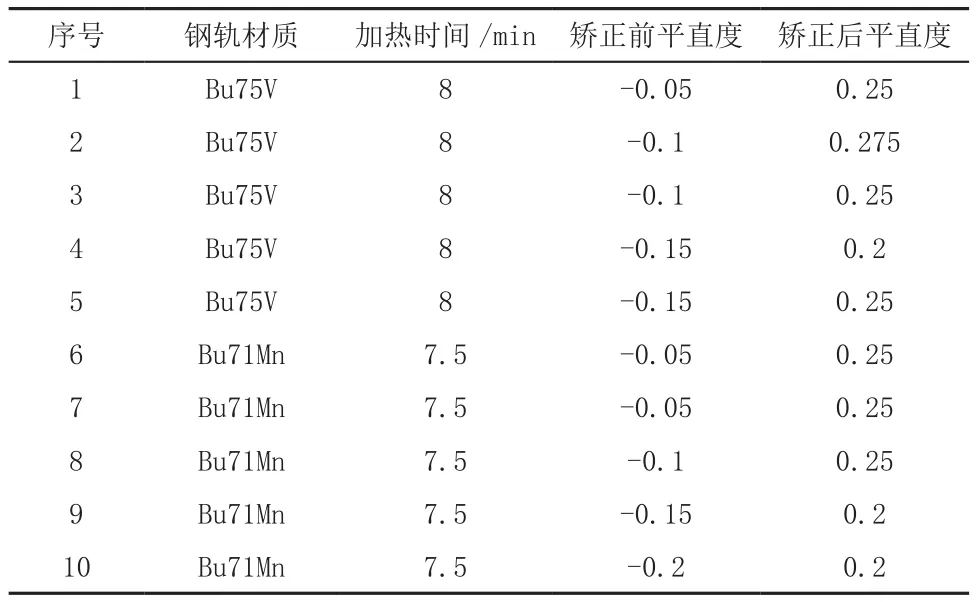
表1 钢轨气压焊低接头加热实验
6.2 试验现场
5.2m焊接接头落锤实验现场图如图3所示。

图3 5.2m焊接接头落锤实验现场图
7 结论
钢轨平直度矫正设备在低焊头的矫正中具有良好的使用效果,并且能够有效降低整体工程运行对资金的消耗和成本预算,在不影响整体焊接的质量情况下能够顺利地对接头校正并且达到《钢轨焊接 第1部分:通用技术条件》(TB/T 1632.1—2014)中的平直度要求。相比于传统的整修方案,钢轨平直度矫正设备在使用的过程中能够快速地处理低接头问题和打磨过量缺陷,并且能够将人力资源和物力资源的消耗降低到最小,同时也避免了补焊引入的另一个薄弱环节。
