聚乙烯管道电熔接头相控阵检测
2020-06-19王家航
班 峰 王家航
(山东济华燃气有限公司,山东 济南 250013)
0 前言
在聚乙烯管道中的电熔接头中存在的金属丝信号会直接影响超声检测结果,因为金属丝就在熔合区的上方,所以一旦熔合区出现问题就会直接遮住部分入射超声波。并且熔合区故障声程和金属丝的反射回波的声程非常接近,这也会导致金属丝聚乙烯界面不断重复反射回波,进而降低检测结果精度,导致无法准确检测聚乙烯电熔接头。因此,必须在检测过程中进行特殊信号处理,通常用超声聚焦等技术对信号进行处理,从而确保检测结果的精准度。
1 检测原理
1.1 相控阵超声探头
超声相控阵检测技术,在检测过程中主要是借助电子控制系统换能器阵列中的各个阵元,根据相应的延迟时间来接收与发出超声波,进而实时控制超声波束在各个阵元件当中的聚焦与偏转来完成材料无损检测的一种检测方式。相控阵可以效仿100种以上的斜聚焦探头工作,完成动态聚焦与电子扫描,不需要进行探头机械运动,检测速度非常快,将探头放在一个位置能够将被检测物体的完整图像进行展示,完成自动检查,同时还可以对形状复杂的物体进行检测,较传统超声检测方法有了明显的提高。
1.2 相控阵偏转
在对聚乙烯管道电熔接头进行检测过程中利用控制探头晶片的延时就可以转变波束的偏转角度。波束偏转在控制时具有3点特征。1)运用一种探头能够从多个角度进行检测。2)采用一维阵列过程中,只能在一个平面上加强对波束的控制。3)能够按照不对称的聚焦检测法。相控阵的波束在偏转过程中和每个晶片的阵元数与宽度都有直接的联系,通过使用带角度的楔块就能够转变相控阵偏转的角度范围[1]。
1.3 相控阵聚焦
在对聚乙烯管道中电熔接头进行检测的过程中,使用探头晶片的延时控制可以把波束能量聚焦在工件的某一点,进而可以清楚地体现出那一点处的结构信息。波束聚焦具有4点特征。1)通过改变晶片的延时检测法,就可以将波束聚集在工件的各个部位。2)在采用一维阵列过程中,只能将波束控制在一个平面上。3)波束聚焦在使用过程中需要遵循对称的延时法则。4)波束不能在近场区之外聚焦。
1.4 聚焦形式
动态深度聚焦、扇形聚焦、深度聚焦、线性环形聚焦以及静态聚焦都属于相控阵的聚焦方式。想要形成波束的多种多样的聚焦方法,就需要设计探头的偏转角度与楔块的偏移方向足够精准,才可以使波束精准地照射在工件上需要检测的位置[2]。
1.5 线性扫查
线性扫查指的是在不同时段产生不同组的晶片,进而逐渐构成电子扫查。线性扫查还可以称之为E扫查与电子扫查。通过高频电脉冲多路进行传输,根据相同的聚焦律与延时律激发同一组晶片,声束就会按照恒定角度沿着相控阵探头长度的方向展开扫描。聚乙烯电熔套筒经常使用线性扫查。
1.6 扇形扫查
扇形扫查是通过使用探头的波束偏转进行控制。由于每个晶片触发的时间存在差别,进而就会出现不同角度的波束偏移。扇形扫查还可以称之为S扫查。通过阵列中同一种镜片发射出来的声束,可以将某一种聚焦深度控制在扫描范围中进行移动,对于其他不同的聚焦深度,可以拓展其扫查范围,扇形扫查区的大小同样能够发生改变。
2 正常焊接图像
电熔接头中的电阻丝在正常焊接的情况下能够整齐地排列,不会出现明显的错位情况。电熔套筒内壁和管材外壁会混合成为一体,熔合面不存在孔洞与间隙[3]。超声图可以良好地展现出接头内容中的具体状况,除了电阻丝之外,还可以清楚地显示出内、外冷汗区页面和管材当中壁面的图像信号,在对成像进行扫描时,一根金属丝不能构成整个影像,而是由上到下,从强度变弱的一串影像,图1为正常焊接成像。
根据超声波理论对以上情况进行深入分析,电熔接头当中的金属可以当作是一种反射率的长横孔,长横孔的反射面是柱面,当超声波发射到柱面时,其反射出的波可以当作从焦轴发出的柱面波,然后传输到探头,产生第一处金属丝影像,超声波通过聚乙烯金属丝界面之后,构成透射波,在界面中透射波会出现反射与透射,反射的超声波还可以重新返回到金属丝当中,从上一个界面中还可以一次构成反射与投射,透射波传输到探头,构成第二种金属丝影像,在不全面考量界面的聚焦和发散效应时,第二处金属丝影像的回波声压和第一处回波声压之间的比值经过重复往返,就会构成很多次金属丝聚乙烯界面的反射回波,然后传输到探头,构成第三、第四等一串金属丝影像,直到回波声压太小不能出现影像。
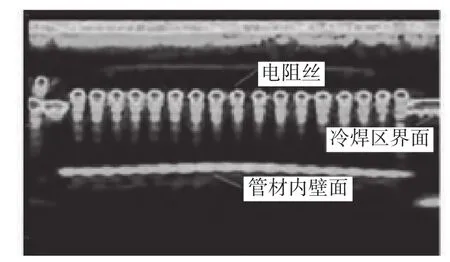
图1 焊接超声图像
3 典型缺项图像
经过金属丝形成的图像,包括金属丝的错位、排列状况。金属丝和特征线之间的距离,能够间接地体现出电熔接头的焊接状况,合理地判断接头是不是具有过焊、冷焊等问题。由于超声波在聚乙烯金属丝界面没有形成透射波,从而使金属丝只有一处影像,金属丝上表面存在气隙时,第一次反射形成的信号强度大于界面无气隙时的信号强度,如图2 所示。

图2 气隙反射图像
3.1 金属丝上表面存在气隙
如果在金属丝表层出现气隙时,就好比非均匀介质当中的薄层,因为超声波在聚乙烯金属丝界面不能构成透射波,所以金属丝仅能现实一种影像,金属丝上表层如果出现气隙时,第一次反射构成的信号强度高于界面没有气隙时的信号强度,按照颜色进行表示。
3.2 冷焊
冷焊在聚乙烯管道接头中的危险率最高,同时还是当前无损检测方法中很难找到问题的一种情况。在对电熔焊接接头进行检测的过程中,聚乙烯电熔接头当中包括一条特征线,电阻丝和特征线两者之间的距离和冷焊程度具有鲜明的对应联系。
在研究过程中将型号为DN90与PE80的电熔接头作为案例,在不同焊接热量的状况下,比较金属丝和特征线的距离,利用软件能够检测出金属丝和特征线之间的距离,检测的金属丝和特征线的距离和输入的焊接热量具有相似的线性关系,根据经验公式计算出的冷焊程度和实际数值的偏差低于5%,精准度可以满足工程使用的要求。
3.3 过焊
如果电熔接头输入热量的时间太长就会导致过焊,和虚焊具有相同的性质,过焊不能够在熔合面上表现出问题,但是如果在过焊时熔接区受到热量太多,就会导致熔接区大多数的聚乙烯在高温情况下表现出熔体状,使聚乙烯熔体出现流动的情况,再加上熔区当中的压力不稳定,导致电阻丝出现位置偏移,所以凭借金属丝的错位状况能够合理地判断电熔接头是否出现过焊现象。除此之外,与冷焊相同,过焊同样能够使用金属丝与特征线距离进行表示。
3.4 承插不到位
焊接时管材插入管件位置没有达到焊接前的画线位置,即插入位置不到位,这样一部分电阻线不与管材接触而裸露在空气中,导致焊接时裸露的电热丝通电后受热不均而出现冒烟甚至短路现象,造成焊接失败。
3.5 单侧熔浆外冒
现场检测时发现有电熔套筒出现单侧熔浆外冒情况,属于局部过熔现象,后经过破坏性实验验证,脆性剥离超过1/3熔合面,不合格。可能造成原因为3点。1)刮削不匀,套筒空隙不均导致。2)管材不圆度影响。3)焊接时未使用夹具,受力不匀导致。
4 结论
超声相控阵技术对聚乙烯管道电熔接头的检测取得了良好的效果,对焊头部位的缺陷如金属丝表面存在气隙、冷焊、过焊、承插不到位、单侧熔浆外冒均能清晰的表现出来。在此基础上,山东科捷工程检测有限公司与山东济华燃气有限公司进行合作,对济华部分聚乙烯管道电熔接头进行了检测,通过破坏性实验做对比,发现超声波相控阵检测对聚乙烯管道电熔接头有较高的检出率,取得了良好的效果。
