电子束选区熔化气孔形成机理
2020-06-02杨尚磊黄玉宝
孟 玄, 杨尚磊,b, 房 郁, 黄玉宝
(上海工程技术大学 a.材料工程学院; b.上海市激光先进制造技术协同创新中心, 上海 201620)
1 研究背景
自1980年开始,增材制造逐步进入人们视野并迅速发展起来.近几年,电子束增材制造开始得到广泛发展,尤其是电子束选区熔化(Electron Beam Selective Melting,EBSM)技术[1-2].EBSM是一种利用高能电子束,在真空环境下将金属粉末熔化,然后迅速冷却凝固成形的过程[3-4].EBSM主要由两个基本操作过程组成:预热操作平台和铺粉;选择性地沿着指定的路径,熔化粉末[5].在零件成形过程中,成形腔内保持良好真空环境,以此来制造出复杂精密、机械性能良好的成形件[6].
球化现象是EBSM技术成形过程中一种普遍现象,是指金属粉末在电子束高能量辐射下没有均匀铺展,而形成大量相互间分开的金属球[7].球化现象不仅导致内部孔隙产生,还会阻碍铺粉过程,严重影响成形件成形质量,导致成形失败[8].
预防球化现象有两种方法[9-10]:1) 在一定程度上提高线能量密度减少球化现象产生;2) 对粉末预热到700 ℃可增加粉末黏度,减少球化现象.Hyung等[11]对未使用二级工业钛粉和等效粉末进行电子束熔炼,粉末回收50次,发现O和N浓度(质量分数)增加到15%,使得粉末由二级变成三级,而钛产品纯度提高到一级.Polonsky等[12]研究从亚微米到毫米的电子束熔化Inconel 718晶体3D表征结构和化学性能,发现由于粉末熔合缺陷,晶粒形貌出现尖锐的不连续性,是材料缺陷的起源,碳化物和氮化物尺寸大约在1.25 ~10 μm,氮化物出现明显聚集.
由于EBSM技术普遍采用惰性气体雾化球形粉末作为原料,在气体雾化制粉过程中,不可避免会形成一定含量空心粉.Safdar等[13]研究电子束熔化技术对Ti-6Al-4V合金表面形貌和粗糙度的影响,发现粗糙度值随着样品厚度和电子束宽度增加而增加、随着扫描速度和焦点补偿减小而减小.Bauereiβ 等[14]利用激光或者电子束对粉末层进行局部熔化,发现粉末快速熔化引起熔池剧烈运动,有时会使得断层成为缺陷起源,对这些缺陷建立一个数值模型模拟局部熔化过程发现,在相连层之间有大量、不规则的孔洞,孔洞中存在没有熔化的粉末,部分孔洞尺寸贯穿许多相连层.
本文对电子束增材制造试样进行微观组织和拉伸性能分析,通过分析顶部与底部组织缺陷及拉伸断口缺陷分布研究气孔形成机理.
2 材料和方法
2.1 电子束增材制造过程
试样在Arcam A2XX系统(Arcam,瑞士)中产生,EBSM技术设备如图1所示.粉末层厚度为50 μm,以此确保粉末层之间良好熔合,试样尺寸为80 mm×30 mm×10 mm,EBSM过程参数见表1.金属粉末是Arcam公司提供的Ti-6Al-4V ELI气体雾化粉末[15],粉末成分含量(质量分数,全文同)见表2.

图1 EBSM示意图Fig.1 Schematic diagram of EBSM
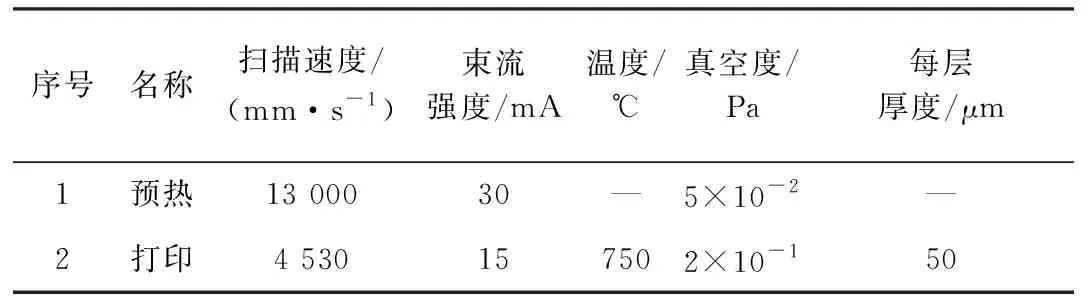
表1 电子束增材制造Ti-6Al-4V试样参数Table 1 Ti-6Al-4V sample parameters for electron beam additive manufacturing

表2 Ti-6Al-4V ELI气体雾化粉末成分Table 2 Composition of Ti-6Al-4V ELI gas atomized powder %
在电子束增材制造过程中,扫描方式采用夹层交叉蛇形扫描路径.扫描路径图如图2所示,在增材制造同一层,先凝固和后熔化的熔池,会产生熔池部分重叠,在成形件表面形成波状熔池形态.每两层增材结束后,扫描方向旋转90°.扫描路径由Arcam EBM软件中算法决定,每4个连续层完成一次增材周期.
利用线切割截取顶部与底部金相试样,砂纸打磨、抛光、腐蚀,观察金相,微观组织分析采用 VHX-600型光学显微镜.拉伸试样按照国家标准GB/T 3075—2008设计,试样尺寸如图3所示,在Zwick HB系列250 kN电液伺服疲劳试验机上进行拉伸试验.
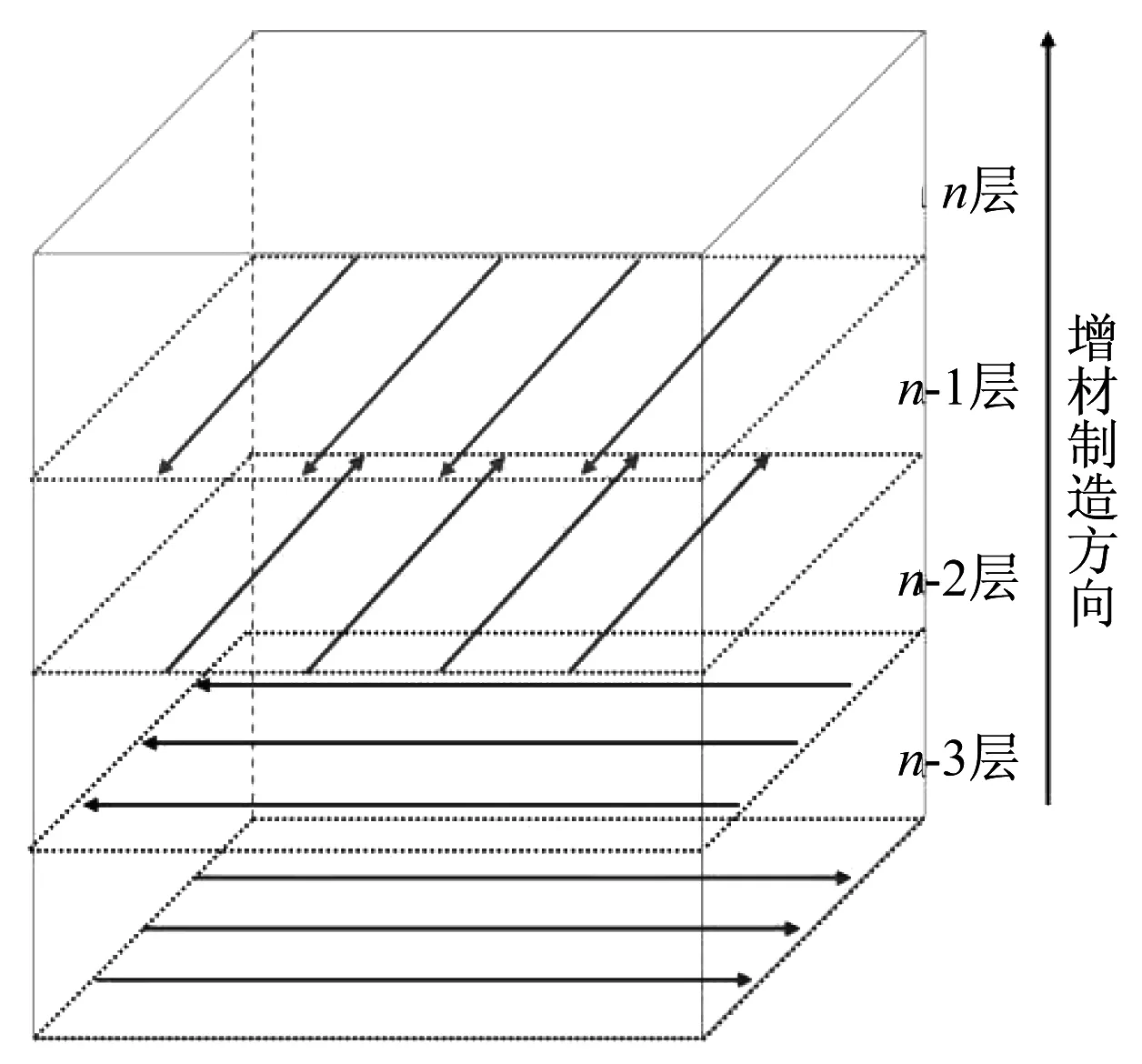
图2 电子束增材制造扫描路径Fig.2 Scanning paths of electron beam additive manufacturing
2.2 微观组织及拉伸性能分析
Ti-6Al-4V试样底部和顶部组织形貌如图4 所示,从图4(a)可以看出,底部组织中存在网篮组织及等轴晶粒,并且存在粗大块状平行α板条组织及β晶界.从图4(b)可以看出,顶部组织中存在着柱状β晶界及片层状α板条组织.顶部组织比底部组织细小,这是因为在电子束选区熔化Ti-6Al-4V过程中底部存在着多次循环热作用,使得底部组织粗大.
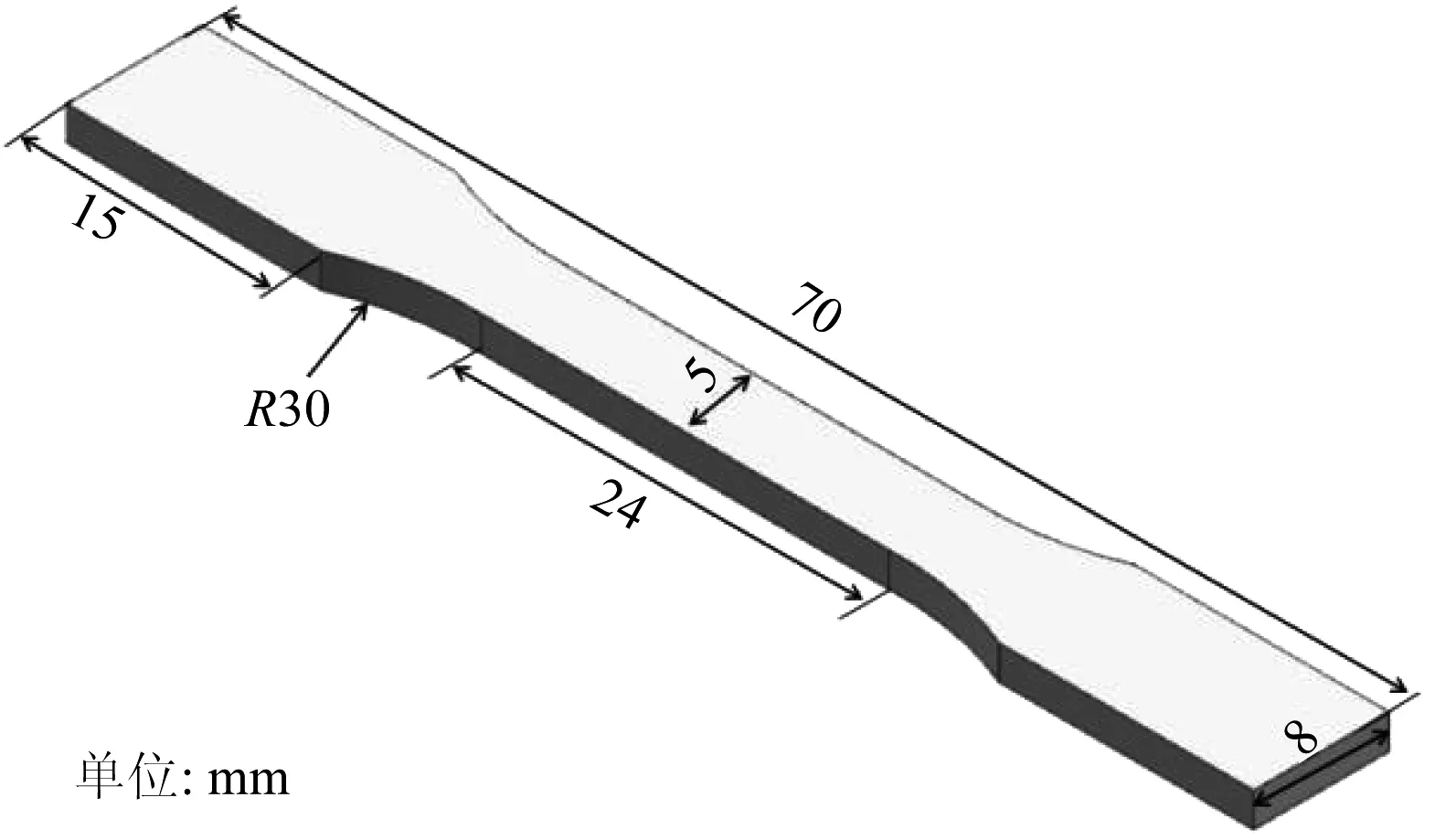
图3 Ti-6Al-4V试样尺寸Fig.3 Specimen size of Ti-6Al-4V
在增材制造过程中,为减少残余应力,在成形平台上首先打印5 mm网状支撑,然后再进行增材制造.因此,在试样底部很容易产生气孔缺陷.有缺陷底部及顶部组织如图5所示.从图5(a)可以看出,底部微观组织存在气孔及熔合缺陷,缺陷产生原因有两部分:一是由于增材过程中球化现象;二是由于金属粉末表面氧化膜.从图5(b)可以看出,顶部微观组织的气孔小而浅,缺陷较少.
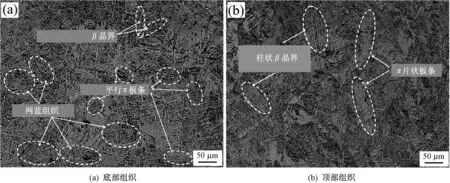
图4 电子束增材制造Ti-6Al-4V微观组织Fig.4 Microstructures of electron beam additive manufacturing Ti-6Al-4V
电子束增材试样应力—应变曲线及断口形貌如图6所示,对比两个方向拉伸数据,发现平行于增材制造方向和垂直于增材制造方向的极限抗拉强度相差较小,而垂直于增材制造方向的屈服强度稍高于平行于增材制造方向强度,平行于增材制造方向的断裂伸长率稍高.Ren等[16]发现,在拉伸过程中,由于试样内部存在气孔等缺陷,使得这些缺陷成为裂纹源,影响材料力学行为.根据传统试验结果可知,平行于增材制造方向的屈服强度应高于垂直于增材制造方向试样,然而结果却不同,说明断口处存在熔合缺陷,导致强度相差不大.
3 EBSM孔缺陷形成机理
孔缺陷是电子束增材制造中比较常见的缺陷,孔存在会减小成形件有效承载面积,造成应力集中.使成形件强度、韧性以及疲劳强度降低,甚至可能成为裂纹源.气孔产生过程由3个相互联系并且彼此不同的阶段组成,即气孔生核、长大和上浮.

图5 有缺陷Ti-6Al-4V微观组织Fig.5 Microstructure of defective Ti-6Al-4V

图6 平行和垂直于增材制造方向应力—应变曲线及断口形貌Fig.6 Stress-strain curve and fracture morphology in direction of parallel and vertical additive manufacturing
气孔生核需要满足两个条件:液态金属中含有过饱和气体和能量消耗[17].在EBSM技术中,液态金属中有许多形成层表面,特别是下层树枝晶,很容易在其表面生成气孔核.
气孔核形成后需要继续长大,气孔长大需要满足的条件为
Ph>p0
(1)
式(1)也可以简化为
(2)
式中:ph为气孔内气体压力;p0为阻碍气孔长大的外界压力;pa为大气压;pc为表面张力所构成的附加压力;σ为金属表面与气体间的表面张力;r为气泡半径.
在EBSM技术中,已经堆完的形成层上有许多现成表面,这些现成表面存在起伏不平的平面,使气孔呈椭圆形.因此,曲率半径较大,附加压力pc较小,具备气孔长大条件.
在EBSM过程中会产生热量,空心粉中气体受热膨胀,在金属粉末半熔化晶粒界面比值最大处成核;随后,空心粉中气体先扩展再逐渐伸长;随着空心粉颗粒之间气体减少,气孔核所需能量逐渐减少,气孔形成,气孔形成过程的模型如图7所示.气孔形成之后,当气孔内气体压力大于阻碍气孔长大的外界压力时,气体离开金属粉末上浮,上浮过程中如果来不及逸出就会留在EBSM成形件中,形成气孔缺陷.

图7 空心粉中气孔形成模型Fig.7 Porosity formation model in hollow powder
Guo等[18]在电子束选区熔化试验中,得到电子束增材制造三维成形件,研究发现成形件中存在气孔以及孔隙缺陷.
虽然在增材制造过程中会产生气孔,影响成形件力学性能,但并不是所有气孔都是有害的,某些透气钢结构件就需要增加气孔数量.Zeng等[20]创造性地将添加剂制造与发泡剂相结合,获得孔隙尺寸为2~30 μm相互连接孔(约26%孔隙率).将这一结构应用到透气模具钢开发中,从而大大提高透气钢质量.研究发现,在起泡剂(CrNx)作用下,透气钢具有较好抗压强度(约1.3 GPa)、应变(约26%)、显微硬度(约360 HV),耐腐蚀性能好,成形件透气钢力学性能优于商用PM-35透气钢.
4 结 语
通过微观组织分析可知,电子束增材制造Ti-6Al-4V试样顶部是细小柱状β相及片层状α板条组织,此区域缺陷较少,而底部是粗大块状平行α板条组织,这些组织中气孔缺陷及未熔化颗粒较多,这些缺陷大大降低材料力学性能,使两个方向强度相差较小。金属粉末中气体受热膨胀,在半熔化及未熔化颗粒界面形核,达到长大条件后,气体上浮,气体来不及逸出时,在试样内部形成气孔缺陷,降低材料力学性能,影响材料使用寿命。
