螺旋焊管生产线剪板机进料导向装置设计
2020-06-01吴培龙郑兆君熊兆军
吴培龙,郑兆君,熊兆军
(山东胜利钢管有限公司,山东淄博 255082)
0 引言
在螺旋焊管工艺中,热轧钢卷经过开卷机和矫直机后,下一道工序就是切齐对头[1]。由于热轧钢卷的板头和板尾都会产生不规则的几何形状,为了保证带钢对头的质量,必须通过剪板机将板头、板尾进行齐边切割。目前螺旋焊管生产线剪板机进料导向装置多采用较为简易的滑动导向钢板。由于焊管生产的连续性,带钢在整个生产过程中都会接触到进料导向装置,这样就会造成带钢板面划伤,影响焊管外表面质量。
1 现有进料导向装置结构及存在的缺陷
受空间影响,剪板机现有导向装置采用滑动摩擦式简易导向装置。该装置由耐磨钢板加工而成,带有凸出的安装定位块(图1)。
多件导向装置安装定位块与剪板机进料口内的槽口进行镶嵌式安装,所以该装置与带钢之间接触面为滑动摩擦(图2)。但是,焊管的连续生产要求带钢在整个生产过程中要穿过剪板机的进料口,这种滑动摩擦导向型式就会造成带钢板面划伤,影响焊管外表面质量。
2 滚动摩擦导向装置的设计
滚动摩擦装置由底板、碟簧、辊座、导向螺钉、紧固螺钉、压板及轴承辊组成(图3):底板材料采用碳钢,四面加工坡口,为安装预留焊接连接坡口;辊座材料采用碳钢,加工相应槽口,预留轴承辊的安装位置;辊座与底板之间采用通过蝶形弹簧和导向螺钉连接的方式,实现托辊高度上自由调节,可以有效适应带钢的上下浮动,可以有效减少带钢对托辊的冲击,降低故障率。带钢和导向装置接触位置采用了轴承辊,将带钢与导向装置之间的摩擦由滑动摩擦变为滚动摩擦,有效避免带钢的划伤问题。
图1 导向装置
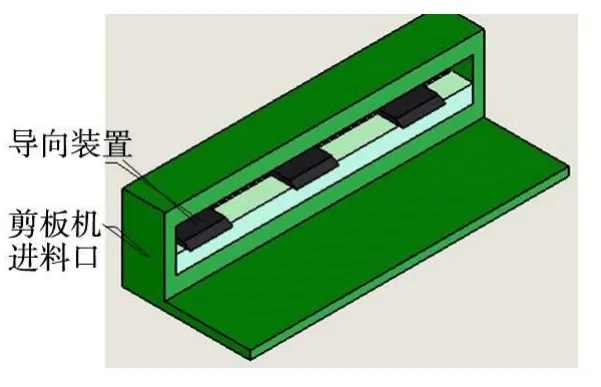
图2 导向装置安装示意
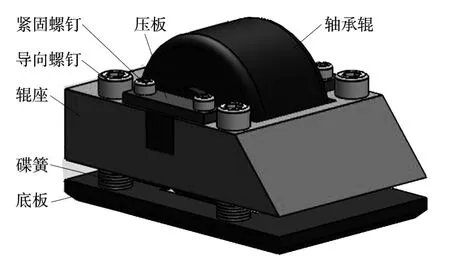
图3 滚动摩擦导向装置
3 滚动摩擦导向装置的安装方式
滚动摩擦导向装置与剪板机进料口采用焊接连接方式,多组滚动摩擦导向装置根据带钢宽度均布分布在进料口前(图4)。安装时将滚动摩擦导向装置的底板按照生产需求焊接于剪板机进料口前,后续设备维护时无需再拆除底板,只需更换其他零部件即可。
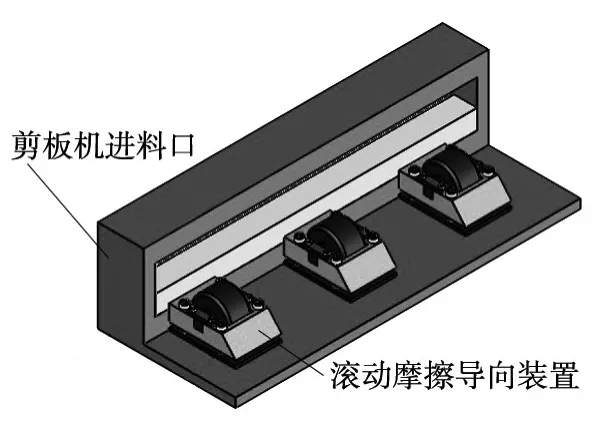
图4 滚动摩擦导向装置
4 结束语
滚动摩擦导向装置采用蝶形弹簧和导向螺钉连接的方式,实现托辊高度上自由调节,可以有效适应带钢的上下浮动、减少带钢对托辊的冲击,降低故障率。该装置将带钢与导向装置之间的摩擦由滑动摩擦变为滚动摩擦,有效避免了带钢划伤问题,提高了产品质量。
