KDF3E 成型机凝胶滤棒生产施加装置研发
2020-06-01曹炳强王双丽杨俊峰林剑沙
曹炳强,王双丽,杨俊峰,林剑沙
(红云红河烟草(集团)有限责任公司红河卷烟厂,云南弥勒 652399)
0 引言
载香凝脂也称凝胶,是指具有香气物质包埋和缓慢释放功能的一种烟用香精、凝胶复合材料,且易熔化、易凝固(熔程40~60 ℃)。将载香凝脂施加至滤棒中间制成载香凝脂滤棒,简称凝胶滤棒,其凝胶的施加量、胶线位置等均对后续成品卷烟的吸味产生较大影响。凝胶施加装置是凝胶滤棒生产过程中的重要工艺控制设备,直接影响凝胶滤棒的各项工艺质量指标。目前,凝胶施加装置主要应用于KDF2、JK-5AE 滤棒成型机,存在结构简单、生产效率低下、计量精度、控制精度不足等问题。为此,笔者团队自行设计研发了一套设计先进、操控方便、计量精准,能与KDF3E 成型机主机生产速度自动跟随控制的凝胶施加装置。
1 系统工艺流程设计
前期各厂家用来改造凝胶加注工艺的两种滤棒成型机的设计车速均为400 m/min,加入凝胶施加工艺后,由于供胶装置设计能力匹配度不足,导致改造后的成型设备只能运行在200/min左右的车速,设备产能损失近50%。红河卷烟厂拟用来改造凝胶加注工艺的KDF3E 成型机设备设计车速为600 m/min,这就对凝胶加注装置的自动化程度、熔胶能力、供胶连续性、计量控制精度、速度同步控制精度、产品质量控制要求等方面提出更高要求。其他机型的改造方案明显无法适用于KDF3E 机型,需要重新开发综合性能更高、更完善的滤棒凝胶加注装置,装置关键技术如下。
(1)凝胶恒温控制技术。针对凝胶原料为块状固体,具有易熔化,易凝固的特点,明确从预熔解箱、储胶箱、胶液软管、计量泵、凝胶加注胶针等全过程的恒温加热控制是整个装置的核心内容。避免出现胶液熔化不均匀、熔胶不足或胶温过高导致的胶液变质,有效保障凝胶质量的稳定性及胶液施加的连续性。
(2)凝胶储罐胶液均匀性控制技术。针对凝胶内的油性香精料比重较小,凝胶原料熔解成胶液后,凝胶中的香料和胶液易出现分层现象。为确保每一支凝胶滤棒香气的一致性,需要对储胶罐进行全过程均匀搅拌,确保胶液均匀、不起气泡。
(3)凝胶计量精度控制。针对凝胶滤棒凝胶施加质量标准要求(单支滤棒凝胶施加量为150 mg±0.5 mg),凝胶施加计量精度的保障显得尤为重要。需要通过计量泵、伺服控制等关键器件来确保凝胶施加计量的精度,为高品质凝胶滤棒生产奠定技术实现的可能。
(4)凝胶施加自动速度同步跟随控制。凝胶计量自动速度同步跟随控制,是凝胶与滤棒合成后的设备控制技术难点。确保每支凝胶滤棒成型机设备不同生产车速下的凝胶施胶计量的精准性和一致性,是凝胶滤棒质量均质化保障的前提,这就需要通过行之有效的技术手段来实现施胶装置与KDF3E 设备的自动同步跟随,提高设备效率和自动化程度。
(5)凝胶流量监控技术。凝胶滤棒中凝胶的有无是质量控制的关键,为避免凝胶滤棒生产过程中,凝胶输送过程出现凝胶胶液中断,导致无凝胶滤棒的质量隐患。需在恰当位置加装高精度流量检测装置,以实现生产过程中实时监控凝胶流量、报警停机等联机控制功能,保障产品质量。
(6)设备控制工艺流程。设计出的设备控制工艺流程如图1所示。

图1 设备控制工艺流程
2 凝胶施加装置结构设计
秉承功能全面、性能卓越、切换便捷、自动化控制的设计理念,设计凝胶施加装置(图2)。装置从预熔解桶、储胶桶、计量泵、输胶管以及胶液输送过程中的阀门器件,均进行全过程的恒温(55~60 ℃)电加热控制,具备温度超限报警联机控制功能。块状的固态凝胶经人工分别加入2 个预熔胶桶进行熔化,完全熔化后的液态凝胶进入储胶桶短暂储存,经管道送至计量泵。由计量泵根据成型机车速及设定的供胶量进行精准的计量控制供胶,按量泵出的胶液在滤棒成型机的成型烟舌处,经胶针导入丝束与上胶后的成形纸汇合,经过成型压条成型为滤条。滤条经过切割系统切割成定长的滤棒,经过滤棒转交装置送至成型机出口,生产出成品凝胶滤棒。
凝胶滤棒在KDF3E 成型机上的具体生产工艺流程:丝束带→一级风展→二级风展→VO 预张紧辊→V1 进料辊→V2 延伸辊→三级风展→甘油施加→V3 输入辊→输送喷嘴→进入凝胶加注导丝舌→胶针加注凝胶→成型纸包裹成滤棒条→冷却成型→刀头切割→凝胶滤棒。

图2 凝胶施加装置
3 凝胶装置电气控制系统设计
(1)电气控制系统控制、检测、报警功能齐全,具备与KDF3E 主机实现自动速度跟随控制及联机控制设备启停的功能。
(2)熔胶能力强,胶箱熔胶能力≥45 kg/h,匹配KDF3E 成型机≥500 m/min 的生产速度,将KDF3E 的设备产能损失降至最低。
(3)供胶计量泵凝胶供量≥750 g/min,供胶计量偏差控制在±0.5 mg/支滤棒之内。
(4)具备生产过程质量符合性验证的能力,系统可实现凝胶滤棒(湿棒)/无凝胶滤棒(干棒)的取样控制功能。根据公式计算后,可在上位界面进行施胶量的自动校准。计算公式:M0=(M凝胶滤棒-M无凝胶滤棒)/N,其中,M0是单支滤棒凝胶施加量,mg/支;N 是取样数量。
(5)柜内器件走线安装规范、标识清晰,器件接线与电气图纸完全一致,上下游设备信号接口采用快速插头连接,方便接入及脱开。
(6)系统设计对KDF3E 设备的正常使用无任何影响,具备柔性生产及快速切换能力,既可以在生产凝胶滤棒时与KDF3E成型机对接使用,也可以在无凝胶滤棒生产需求时,切换为生产普通滤棒。
(7)上位界面设计友好、操控性强,既具备常规的操作、查询、修改功能,也具备针对性较强的施胶计量校准功能,以及储胶箱胶位显示,各加热温度设定、显示,排空控制等功能。
4 项目实施情况
在装置结构、流程、控制系统设计相继定型后,项目实施也随之提上日程。在完成零件采购加工、设备装配、电控系统安装接线、程序编写后,对装置的加热、搅拌、施胶计量等功能进行离线调试,并对计量泵的计量精度进行单机离线校准和测试验证。将排胶量设定在400~800 g,进行多次手动排胶收集称重,将其与上位界面统计的显示量与称量后的数值进行对比,施胶计量偏差仅为±0.3 g,完全满足设计使用要求,设备初步具备了与KDF3E 成型机联机调试的能力。在后期与KDF3E 设备对接试运行过程中,进一步解决了因胶泵安装支架设计不合理,不能有效保障伺服电机和泵的同轴度,导致胶泵在运转过程中易卡死的问题,为设备正常使用及产品质量提供了长效保障。
5 项目应用情况
2018年5月,该套凝胶施加装置于在红河卷烟厂KDF3E设备上投入正常生产运行,凝胶滤棒的生产能力远超出设计之初500 m/min 的既定目标(生产长度为100mm 的滤棒时,相当于5000 支/min),达到了550 m/min。产品各项质量控制指标完全满足红河卷烟厂的工艺内控标准,实现了产品质量与设备效率双赢的目标。为进一步确认项目实施后的滤棒凝胶施加量控制水平,笔者团队制定了抽样检测计划,统计见表1。从表1 可得到如下结论。
(1)抽样检测的滤棒凝胶施加量为150.01±0.22 mg/支,在目标设定值150±0.5 mg 范围内。
(2)从单支滤棒凝胶施加量的波动变化可知,凝胶施加过程稳定,受控良好。
(3)从“实际出胶量”与“成型机车速”的数据变化不难看出两者密切相关,完美实现凝胶施加量的主机速度跟随控制功能。
6 结束语
本装置涉及到的关键技术和创新理念具有一定前瞻性,填补了国内KDF3E 设备不具备凝胶滤棒生产施加装置的空白,在目前国内凝胶滤棒生产领域具有较强引领作用。在新品卷烟不断推出,对新品滤棒需求呈暴发式增长的背景下,该装置的成功研发在行业内具有较为广阔的推广应用前景及启发作用。
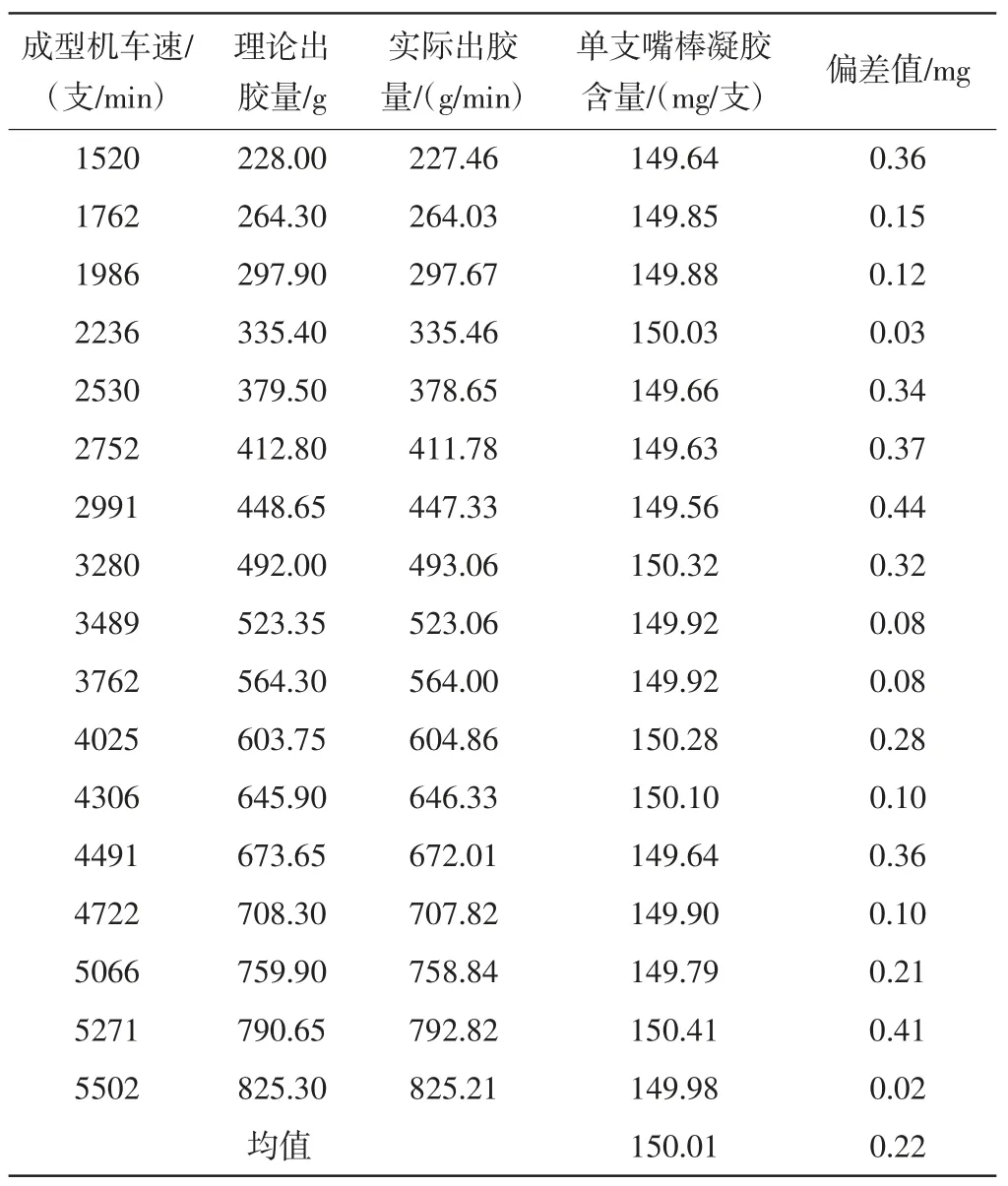
表1 滤棒凝胶施加量抽样测试记录
