CRH380D型动车组轴端密封结构优化研究
2020-05-22张奎全王开团张现锋于增源
张奎全 王开团 张现锋 于增源
(1.中国铁路济南局集团有限公司青岛机车车辆监造项目部 山东 青岛 266111;2.青岛四方庞巴迪铁路运输设备有限公司 山东 青岛 266111)
为保证动车组的正常安全运行,每运行一定里程需对车轴进行探伤,以排除安全隐患。由于目前国内动车组型号众多,虽然轴端结构上相近,但从细节上讲依旧是千差万别,针对每一种型号动车组定制探伤仪器并不现实。所以为方便空心轴探伤作业,一般采取探伤仪器配合适配器的方式,使用合适的适配器将探伤仪器与动车组轴端连接起来(见图1),探头通过适配器进入空心轴内部,从而达到探伤的目的。

图1 适配器与轴端配合示意图
1 背景
CRH380D型动车组是青岛四方庞巴迪铁路运输设备有限公司研制的时速350 km高速动车组。动车组车轴采用空心车轴,轴端结构根据功能要求设计为两种,一种轴端结构在端部安装轴端压盖,另一种轴端结构在端部安装测速齿轮。为保护车轴内孔生锈及杂物进入,在车轴内孔端部安装塑料密封堵。为防止密封堵在运行过程中脱出,轴端压盖和测速齿轮设计为实心结构,结构分别如图2、图3所示。空心轴探伤时需要将轴端压盖或测速齿轮拆下并取下塑料密封堵,将探伤适配器安装在轴端进行探伤。

图2 轴端压盖安装及剖视图

图3 测速齿轮安装及剖视图
在动车组投入运行后进行探伤时发现,探伤时拆卸轴端压盖及测速齿轮,耗时较长,拆下的紧固件在重新安装时需要更换,轴端螺纹孔每次探伤需要经历轴端压盖或测速齿轮拆装及探伤适配器两次拆装过程,螺纹孔受到损坏的可能性增大。探伤过程流程图如图4所示。

图4 探伤流程
2 轴端密封方案研究
为简化空心轴探伤工序,减少作业时间,减少对车轴轴端螺纹孔的损伤,研究对轴端结构进行优化。经分析和研究,轴端结构需要满足如下条件:
(1)轴端压盖和测速齿轮不进行拆卸,轴端压盖和测速齿轮结构能够允许直接安装探伤适配器并允许探头进入车轴内孔进行探伤;
(2)轴端密封堵需要可靠密封和固定,避免运行中脱落;
(3)轴端密封堵拆卸及安装方便,并可重复使用,减少拆装时间和成本。
根据上述条件要求,研究了以下几种方案。
方案1:将轴端压盖和测速齿轮改为中心带孔结构(ø60 mm内孔),并增加固定探伤适配器的螺纹孔。以轴端压盖为例,更改示意图如图5所示。

图5 轴端压盖结构更改前后
因轴端压盖和测速齿轮中心增加中心孔后车轴内孔密封堵可能脱出,故在轴端压盖和测速齿轮安装支架防止密封堵脱出(见图6),支架使用螺栓固定在轴端压盖或测速齿轮上。

图6 新增支架安装图
探伤时,拆下支架,拿掉密封堵之后,配合探伤适配器,即可达到不拆卸压盖或测速齿轮就可以探伤的目的,效果如图7所示。
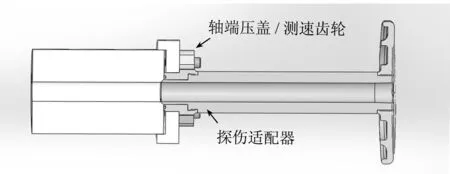
图7 适配器安装示意图
此方案改动量较小,仅对轴端压盖和测速齿轮进行更改,并增加防脱支架。但防脱支架仍采用螺钉固定,安装拆卸较麻烦,且考虑到制造误差,防脱支架不能完全压紧密封堵,影响到密封效果。
方案2:将轴端压盖/测速齿轮中间增加M64X1.5螺纹孔,重新设计密封堵,密封堵通过螺纹安装至轴端压盖或测速齿轮上,在端部采用孔用挡圈防止密封堵松脱。密封堵及轴端压盖更改示意图如图8所示,安装示意图如图9所示。

图8 密封堵及轴端压盖更改后示意图

图9 更改后安装示意图
此方案改动量较大,需重新设计密封堵,但此方案取消了螺栓等紧固件,拆装方便,可大大减少拆装时间及避免紧固件更换,降低成本。
故综合考虑,CRH380D型动车组轴端结构优化采用方案2的优化方案。
3 具体方案设计及实施
为实现轴端结构优化的目标技术条件,具体方案设计的关键项点为:
(1)密封堵材料的选择:密封堵材料的选择需要考虑密封堵的重量、刚度、加工难易程序及螺纹配合易于拆卸等条件。经过分析对比分析金属、橡胶及尼龙各种材料,最终采用尼龙材料,具有合适的刚度和可加工性,重量较轻,且螺纹配合的摩擦因数较小,易于拆装。
(2)密封及定位结构:密封堵需要考虑安装时的定位及防脱,密封可靠同时易于拆装。根据轴端的结构,密封堵安装时采用车轴端面定位,外部采用孔用挡圈防止松脱,在密封堵上增加O形圈提高密封效果。
(3)便于拆装的性能:需要考虑在保证安装可靠性前提下尽量减小螺纹圈数,减小拆装时的工作量。在保证密封效果的前提下,考虑各安装误差,防止O形圈和车轴内孔配合过紧,以免造成拆装力过大。经过分析计算和现场验证,确定了密封堵螺纹圈数,将O形圈的位置尽量靠近车轴内孔外侧以及对O形圈模的尺寸相比标准规定的尺寸进行了优化,使密封堵仅需旋转最少的圈数就可取出,并且旋出旋入的阻力降到最小。
(4)拆装工艺:密封堵设计了拆装用工艺孔,并联合路局设计了专用工具(见图10),提高拆装工艺性能和效率。

图10 轴端结构优化后安装图及专用工具图
轴端结构优化的探伤流程如图11所示。

图11 轴端结构优化的探伤流程
原来需要拆卸轴端压盖或测速齿轮的4颗固定螺栓并更换新件,现在仅需取出挡圈、旋出密封堵,时间仅为原来的1/3左右。
优化的轴端结构结合路局运用修和动车组高级修进行了改造,改造后运用效果良好,大大减轻了车轴内孔探伤时的轴端部件拆装工作量,降低了劳动强度和成本。
4 总结
经过对轴端结构的优化,CRH380D型动车组车轴内孔探伤时轴端部件的拆装时间大大减小,避免了车轴轴端螺纹孔的损坏,降低了劳动强度和成本,取得了良好的效果。□
