带极堆焊2205双相不锈钢焊材应用研究
2020-05-13刘玉华
刘玉华
北京燕华工程建设有限公司设备制造公司 北京 102502
1 序言
近几年我公司承接了多台热高分气与混氢换热器、预加氢进料换热器等设备。由于介质特殊,设备中的U形换热管多采用S32750超级双相不锈钢或S32205双相不锈钢,而管板大都采用12Cr2Mo1Ⅳ锻件(或14Cr1Mo锻件或16Mn锻件)堆焊309MoL+2205双相钢。2205为Cr、Ni含量分别(质量分数,下同)为22%和5%的双相不锈钢,即组织为50%铁素体+50%奥氏体的双相组织。而带极堆焊技术条件中要求带极堆焊层铁素体含量为35%~65%,堆焊层Ni含量6.5%~9.5%(见表1)。

表1 堆焊层化学成分(质量分数)技术要求 (%)
2 焊接工艺的确定
2.1 进口堆焊焊带、焊剂试验
之前我公司制造过多台管板要求堆焊双相钢的设备,当时进行了广泛地调研并查阅了有关资料,国内几家双相钢带极堆焊大部分处于试验阶段。试验结果表明带极堆焊层铁素体含量偏低,一般在20%左右。为了能达到设备堆焊技术条件中铁素体含量为35%~65%,堆焊层Ni含量6.5%~9.5%的要求,我公司最终采用进口比利时苏得凯的焊带和焊剂(过渡层:焊带Soudotape 21.13.3L/焊剂Record INT109;表面层:焊带Soudotape 22.6.3L/焊剂Record EST 4462-1)。焊带的化学成分见表2。
使用苏得凯的焊带进行了焊接工艺评定,虽然苏得凯Soudotape 22.6.3L焊带的Ni含量只有6%,但通过堆焊过程中焊剂的合金过渡,堆焊层的Ni含量能满足6.5%~9.5%的要求,见表3。且铁素体含量为35%~65%。完全满足堆焊技术条件的要求。

表2 焊带的化学成分(质量分数) 技术要求 (%)

表3 堆焊层化学成分分析(质量分数) (%)
2.2 国产堆焊焊带、焊剂试验
但由于进口焊带价格贵(进口焊带是国内价格的2.5倍,进口焊剂是国内焊剂价格的3.5倍)且供货周期太长,往往不能满足设备制造工期的要求。因此我们进行了国内2205双相钢带极堆焊试验。通过试验,我们发现目前国内双相钢带极堆焊基本上堆焊层满足铁素体含量35%~65%的要求,但满足不了Ni含量6.5%~9.5%的要求。而当Ni含量满足6.5%~9.5%的要求时,铁素体含量基本上达不到下限35%的要求。其他化学成分没有问题。
2205双相钢为Cr、Ni含量分别为22%和5%的双相不锈钢,即组织为50%铁素体+50%奥氏体的双相组织,双相不锈钢材料S32205化学成分见表4。

表4 双相不锈钢S32205化学成分(质量分数)(%)
双相不锈钢焊接的难点是焊缝组织铁素体比例很难控制在35%~65%之间。影响因素主要是两个方面:一方面是焊材的影响。众所周知,熔焊意味着对焊接接头和近缝区母材做了一次局部热处理,由于焊接热循环非常快,从热动力学角度来看焊缝金属达不到平衡状态,用与母材化学成分相同的填充金属焊接就会获得铁素体过高、力学与腐蚀性能较差的焊缝金属。镍是奥氏体稳定元素,因此,填充金属含较多的镍可使焊缝获得高比例的奥氏体。故一般2205双相钢焊条中的含镍量9%(母材含镍量5%),即焊条牌号为E2209。另一方面是焊接参数的影响。如前所述,熔焊意味着对近缝区造成不希望的热处理。这个区域,即热影响区(HAZ)或者更精确地称为高温热影响区,材料被加热到几乎全部变成铁素体的温度,冷却时部分铁素体才转变为奥氏体[1-2]。焊接双相不锈钢时,热输入和冷却速度是很重要的。为了获得最优的结果,焊接时应严格控制热输入,焊接热输入见表5。

表5 焊接热输入
另外,热输入的大小还取决于材料的厚度和焊接工艺,如薄管件,最好取下限且≤0.5kJ/mm;壁厚越厚,热输入越要接近上限。层间温度在任何情况下都应该控制在<150℃。
双相钢焊条电弧焊使用E2209焊条完美解决了铁素体含量35%~65%,Ni含量6.5%~9.5%的要求。
而对于管板带极堆焊双相不锈钢的焊接,由于管板带极堆焊的焊带较宽为0.4mm×60mm,管板带极堆焊的焊接参数过高,层间温度较高,焊后冷却速度较慢,当焊带中Ni含量为9%时,使得焊缝中铁素体含量过低,从而达不到技术条件中铁素体含量35%~65%的要求。
而目前国内还做不到通过焊剂过渡Ni,所以如果采用和苏得凯焊带一样Ni含量6%的焊带,堆焊层铁素体含量能达到35%~65%的要求,但就满足不了Ni含量6.5%~9.5%的要求。为此,我们采用北京钢铁研究总院的D309MoL+ D2209焊带。焊带的化学成分见表6。
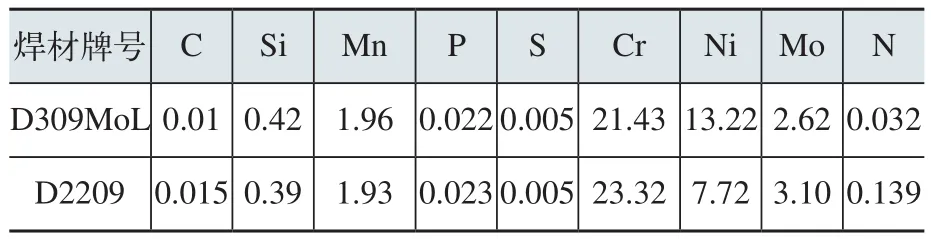
表6 焊带的化学成分(质量分数) (%)
从表6可以看出,2205双相钢堆焊的焊带Ni含量是7.72%,我们通过与SJ15B焊剂(电渣堆焊)、SHD202焊剂(电渣堆焊)、SJ2209DM焊剂(埋弧堆焊)进行了焊接试验,并使用苏得凯Soudotape 22.6.3L焊带分别与Record EST 4462-1和SJ15B匹配,进行了焊接试验。焊接试验结果见表7。
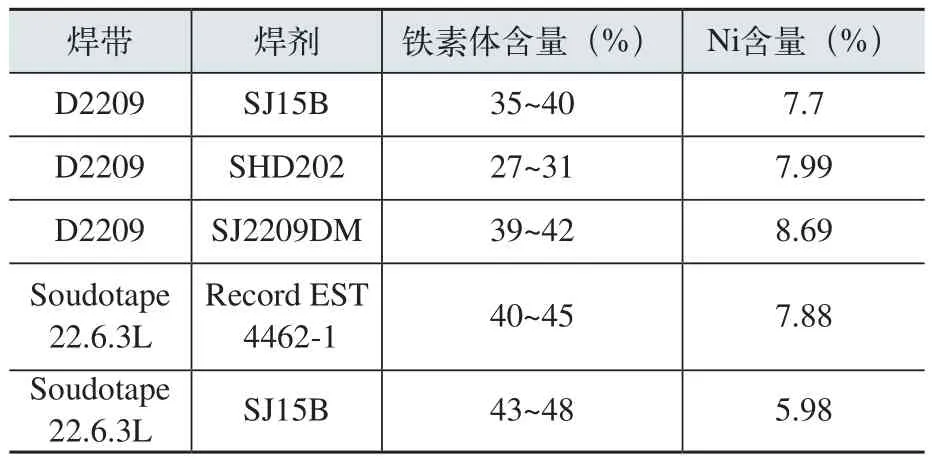
表7 焊接试验结果
从表7中可以看出,使用同一种堆焊焊带,配用不同的焊剂,铁素体含量有很大区别。由于SJ15B焊接脱渣性非常好,堆焊后渣壳立即脱落,使得堆焊层冷却速度加快,铁素体含量较高,满足了堆焊技术条件中铁素体含量35%~65%的要求,同时也满足了Ni含量6.5%~9.5%的要求。而采用SHD202焊剂,脱渣性略差,冷却速度减慢,铁素体含量不能满足堆焊技术条件中铁素体含量35%~65%的要求,但满足了Ni含量6.5%~9.5%的要求。SJ2209DM是埋弧焊焊剂同时过渡合金元素,铁素体含量和Ni含量都能满足技术要求,但焊剂吸潮严重,400℃×2h烘干后,还是在堆焊层中出现气孔、夹渣等缺陷,无法满足堆焊要求。
苏得凯Soudotape 22.6.3L焊带配苏得凯Record EST4462-1焊剂,虽然焊带含Ni量不高,但堆焊层满足了堆焊技术条件中铁素体含量35%~65%的要求,同时也满足了Ni含量6.5%~9.5%的要求。而苏得凯Soudotape 22.6.3L焊带使用SJ15焊剂,铁素体含量可以达到堆焊技术条件中铁素体含量35%~65%的要求,但Ni含量只有5.99%。这也证明了苏得凯焊带是通过焊剂过渡合金元素的。
3 结束语
1)国内双相钢焊带目前现状:如果满足堆焊层铁素体含量35%~65%,就达不到Ni含量6.5%~9.5%的要求。而Ni含量满足6.5%~9.5%的要求,堆焊层铁素体含量就达不到下限35%的要求。
2)目前国内双相钢焊带堆焊是通过调节Cr含量取上线,Ni含量偏下限,然后提高冷却速度(可以通过改善焊剂的脱渣性)来达到堆焊层铁素体含量35%~65%,同时也满足了Ni含量6.5%~9.5%的要求。
3)国内焊带也在尝试通过埋弧焊剂过渡合金元素来达到铁素体和Ni含量的要求。但我们试验的结果是埋弧焊剂成形很差,容易产生缺陷,应用还不成熟。
4)国内目前也在做试验,采用电渣焊焊剂过渡合金元素,达到铁素体和Ni含量的要求。但还需要进一步试验改进。
5)根据试验结果,合理匹配国内焊带、焊剂,是可以保证堆焊层铁素体含量35%~65%和Ni含量6.5%~9.5%的要求。
