激光增材技术在大功率推土机上的应用
2020-05-13冯显磊率秀清王忠王孟谢玲珍李中元
冯显磊,率秀清,王忠,王孟,谢玲珍,李中元
山推工程机械股份有限公司 山东济宁 272073
激光增材技术为一种绿色环保技术,目前主要集中用在航空航天、汽车等领域[1],未来在工程机械行业领域具有较大推广价值及应用前景。
目前,电镀工艺因环保问题,已被逐步淘汰。针对大功率推土机需要镀铬的工件面临无厂家可加工的瓶颈问题。
同时,大功率推土机作业环境极其恶劣,尤其是弹簧筒局部暴露在腐蚀环境中,同时承受较大摩擦及碰撞问题,镀铬层极易脱落,难以保证使用寿命,需要新的工艺替代。
利用激光高功率密度束,在基体表面形成很薄的微熔层,同时以预置或同步方式添加特定成分的直熔合金粉,如镍基、钴基、铁基合金等,使它们以熔融状态均匀地铺展在零件表面,与微熔基体层形成良好的冶金结合,并且两者之间有很小的稀释度,在随后的快速冷却过程中,在零件表面形成与基体不同的、具有预定特殊性能的熔覆层,可以获得极高的耐磨、耐腐蚀、耐高温等特性[2]。
1 大功率弹簧筒激光增材方案
激光增材区域设计:根据产品工作状态要求,如图1粗实线部位为激光增材区域,尺寸φ400mm×400mm。
激光增材设备采用西安光机所的6000kW激光器,光斑尺寸为5mm×30mm。
弹簧筒加工流程设计:铸造→正火→调质→粗加工→激光增材→磨削加工→检测→成品。
设备采用全自动化,生产过程中弹簧筒绕轴心自动旋转,激光器同步送粉增材熔覆。
2 激光增材参数设计
增材合金粉末主要成分配比:wC=0.14%,wCr=16.9%,wNi=2.6%,wB=3.16%。粒度0.048~0.075mm(200~300目)。
激光增材技术要求:表面硬度52~60HRC,增材硬化层设计要求:≥1.1mm。激光器工艺参数设置见表1。

图1 大功率推土机弹簧筒激光增材区域

表1 激光器工艺参数设置
3 激光增材样件检测与分析
对激光增材的样件进行检测,图2为表面硬度检测,结果见表2。对激光增材层不同熔覆状态层的硬度梯度检测,如图3所示,A面为搭接区,B面为未搭接区,两个面的硬度梯度检测结果分别如图4、图5所示。

图2 激光增材层表面硬度检测
由硬度梯度检测结果来看,激光增材并磨削加工后,剖检硬化层均在1.1mm以上,达到预定设计要求。
对试验样件剖检,激光增材层金相检测如图6、图7所示,图8为激光增材层与基体熔合区金相。
激光增材层硬度梯度及金相组织检测结果分析:在检测A面试样制样时,宏观A面表层增材层白亮与热影响区有明显的界限,热影响区域与过渡区、基体有较明显的色差。说明熔覆层与基材互溶性极小,热影响区发生了明显的组织变化。微观金相分析:50倍下可见4区的明显差别,增材区白亮厚度1.11mm;热影响区1.5mm,过渡区1.5mm。500倍下热影响区为条块状铁素体+块状分布珠光体,未见魏氏组织。A面为激光增材搭接区,由于前道激光增材层未来得及冷却,已进行重叠增材,造成热影响区吸收热量过多,而冷却又缓慢导致。从宏观检测来看与硬度梯度检测完全吻合。

表2 激光增材表面硬度检测表

图3 激光增材层不同熔覆状态层的硬度梯度检测
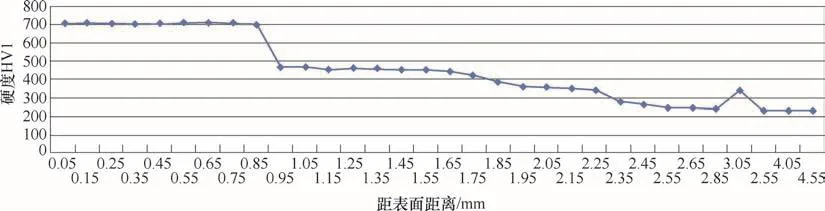
图4 激光增材未搭接区(B面)硬度梯度
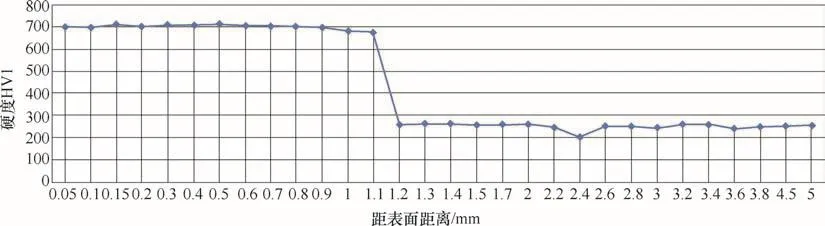
图5 激光增材搭接区(A面)硬度梯度
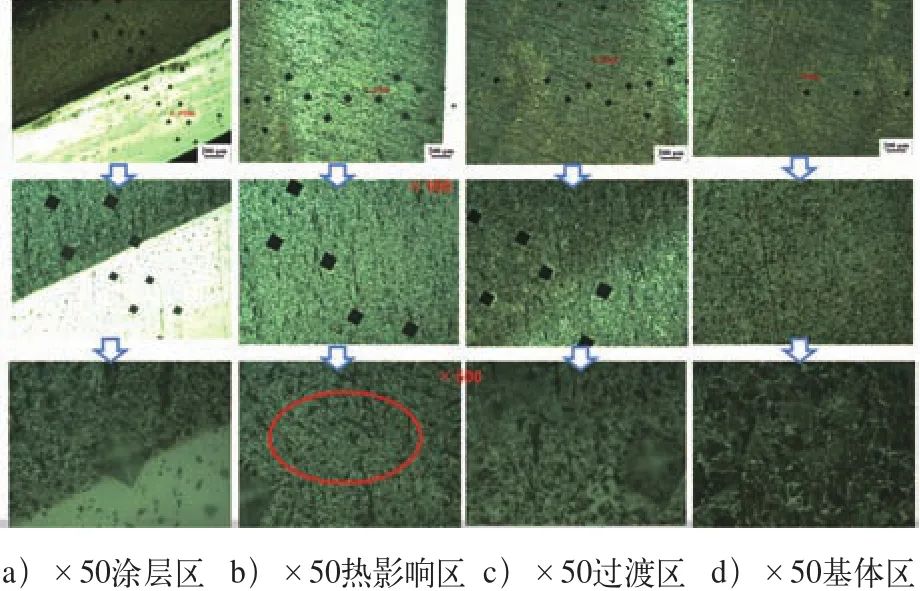
图6 激光增材层A面金相检测
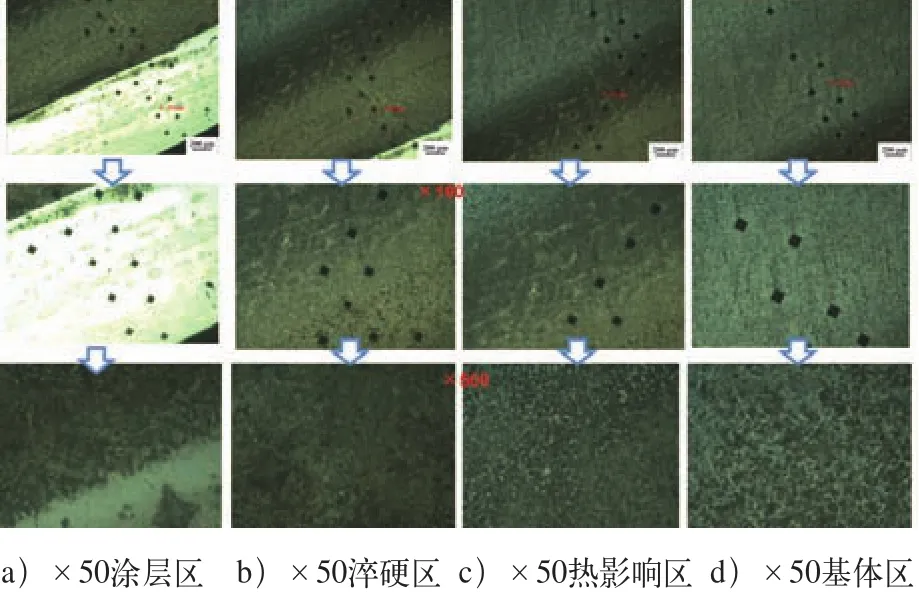
图7 激光增材层B面金相检测
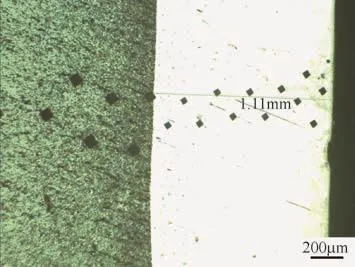
图8 激光增材层与基体熔合区
在检测B面试样制样时,宏观B面表层涂覆层白亮,与淬硬区有明显的界限,淬硬区域与热影响区、过渡区色差不明显,说明熔覆层与基材互溶性极小,淬硬区域到基体为逐步过渡。微观金相分析:50倍下可见熔覆区白亮厚度0.94mm;淬硬区1.2mm,热影响区0.57mm、过渡区0.91mm。100倍下硬化区可见羽毛状贝氏体,贝氏体由粗大状逐步转向短羽毛状。热影响区主要是部分贝氏体+细化后未熔铁素体+珠光体的混合组织。基体网状铁素体+索氏体6级以上。500倍下淬硬区为明显的羽毛贝氏体。B面为激光熔覆区,由于基体加热迅速、冷却适中,淬硬区形成大量贝氏体,其检测结果和硬度梯度吻合。
激光熔覆过程中存在叠加区域,从检测结果及侧剖面验证了推测A、B两面性。在轴向表现为基体的软硬交替性,但熔覆层由于散热较快,加上金属粉末中添加了一定的硼元素等促进淬透性元素,快热、快冷淬硬效果较好。即熔覆层硬度完全达到技术要求,在轴向不存在交替现象。A面由于热影响区的存在,使其硬度梯度在该交界处发生了急剧降低情况,而且热影响区的硬度低于基体硬度;B面由于淬硬区的存在,硬度缓慢下降、逐步过渡。激光增材层与基体熔合率≤5%。
电镀试样镀层厚度58μm,镀层硬度为700HV,经检测附着力1级,磨损试验0.024mg/次,镀层孔隙率5.12%;激光增材试样,增材层厚425μm,镀层硬度700HV,经检测附着力0级,磨损量0.009mg/次,镀层孔隙率1.09%。试验结果表明,激光增材明显优于电镀镀铬工艺。
目前,该技术已批量在大功率推土机弹簧筒上成功应用,替代镀铬工艺,如图9所示。

图9 弹簧筒激光增材批量生产产品
4 结束语
大功率推土机弹簧筒等产品采用激光增材替代镀铬+前期感应热处理工艺,可提升大功率推土机弹簧筒的寿命3倍以上,提升了大功率推土机在国际工程机械行业中的竞争力。激光增材技术为绿色环保、低耗能、高密度的现代加工手段,目前在国内高精端设备制造中起着举足轻重的作用,解决了常规加工手段难以解决的技术难题。本次在大功率推土机上的成功应用,将为该技术向工程机械领域拓展起到示范作用。
